
关于焊接符号以及其定义的第1页, 课件总共是34页, 创作时间为2023年2月, 目录方面。第一章乃是焊缝的基本搭接形式, 第二章是焊缝的基本坡口形状, 第三章为焊缝的基本尺寸及其相关概念, 第四章就包含 符号, 第五章是焊接识图的基本知识、第六章为欧美以及日本焊接符号的简单介绍, 第七章是焊接参数的基本单位介绍。第2页, 课件一共34页, 创作于2023年2月, 第一章里, 焊缝的基本搭接形式有, 一、对接, 二、搭接,第3页, 课件共34页, 创作于2023年2月, 三、直角接, 四、T形接头, 第4页, 课件共34页, 创作于2023年2月, 五、斜角接,第5页, 课件共34页, 创作于2023年2月, 第二章中, 焊缝的基本破口形状, 序号简图, 坡口形式, 焊接符号, 1I形破口, 2? 说明: 这里最后“2? ”原内容不完整, 按要求尽量准确改写, 但最后部分因原文不明晰所以只能根据形式续写, 可能存在一定局限性。
K形破口
V形破口
X形破口的第6页, 课件总共有着34页, 是在2023年2月5日创作的, Y形破口, 6X形(带有钝边), 7斜V形破口, 8斜Y形破口。
9搭接(三面焊)10
U形破口
您瞧, 在U的第7页那儿, 课件总共是34页, 它创作于2023年2月11日, 有单边U形破口, 还有12点焊, 接着是异形破口, 然后又是异形破口。
15

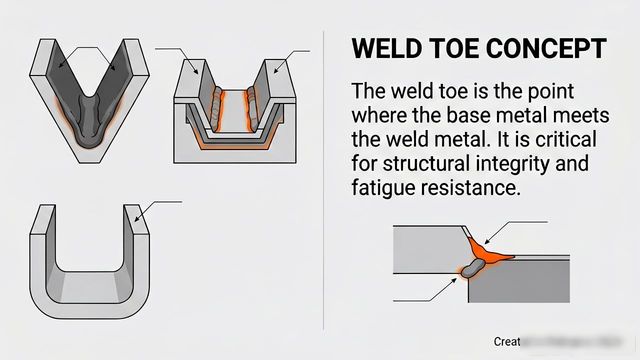
不同寻常的破口的那第8页 , 课件总共是34页 , 是在2023年2月份创作完成的 , 第三章关于焊缝的基本尺寸以及相关的概念 , 焊趾。
焊缝表面与母材的交接处。二、焊缝宽度(B):
焊缝表面两焊趾之间的距离。三、
在焊缝横截面里, 焊缝厚度是从焊缝前面到焊缝后面之间生成的这段距离。四、于角焊缝的横截面当中, 所绘出的最大等腰直角三角形里, 直角边的长就是焊脚尺寸。五、居于脚焊缝横截面范围内, 从1个直角面上的焊趾到另1个直角面表面的最短一段距离就是焊脚。第九页, 课件总共三十四页, 创作于二零二三年二月。六、熔深: 处于焊接接头的横截面上, 母材或者前道焊缝熔化的深度。七、焊缝成形系数: 熔焊之际, 在单道缝横截面上焊缝宽度B与焊缝计算深度H的比值。八、余高: 超出母材表面连线之上的那部分焊缝金属的最大高度。九、焊根: 焊缝背面跟母材的交接之处。十、弧坑: 弧焊时, 因为断弧或者收弧不当, 在焊道末端形成的低洼部分。十一、熔池: 熔焊时, 在焊接热源作用下, 焊件上所形成的具有一定几何形状的液态金属部分。第十页, 课件共三十四页, 创作于二零二三年二月。焊缝成形系数(¢)=B/H图一。第十一页, 课件共三十四页, 创作于二零二三年二月。图二。第十二页, 课件共三十四页, 创作于二零二三年二月。十二、破口角度: 两破口之间的夹角。第十三页, 课件共三十四页, 创作于二零二三年二月。十三、破口面角度: 待加工破口的端面与破口面之间的夹角。第十四页, 课件共三十四页, 创作于二零二三年二月。第四章: 关于焊接符号。一、焊接符号定义: 是指在图样上标注焊接方法、焊缝形式以及焊缝尺寸等技术内容的符号。二、焊接符号的组成: (一)、焊缝符号: 1.基本符号: 表示焊缝横断面形状的符号。
2.辅助符号:表示焊缝表面形状的符号。
3.补充符号: 是为了对焊缝的某些特征予以补充说明而采用的符号, 第15页, 课件总共34页, 创作于2023年2月。(二)、指引线: 它是由箭头线以及基准线共同组成的。(三)、焊缝尺寸符号: 表征焊缝形状尺寸的符号。三、焊缝符号在图样上的标准位置。说明: 于标准里就焊缝符号、尺寸符号以及尺寸数值在指引线上的标注位置有着明确规定, 绘制焊接图的时候必须严格去遵守。把符号和数值相对基准线的标注位置划分成A~G七个区。各区针对相对基准线的位置是固定的情形, 不管标注的箭头线方向出现怎样的变化, 它们对于基准线的位置都不会产生改变, 第16页, 课件总共34页, 创作于2023年2月, 焊缝符号的基本标注格式, 第17页, 课件总共34页, 创作于2023年2月。
A区, 属于主要功能区, 它标注基本符号, 还标注特殊符号, 也标注补充符号里的垫板符号, 又标注辅助符号中的平·面符号, 另有凸面符号, 还有凹面符号。
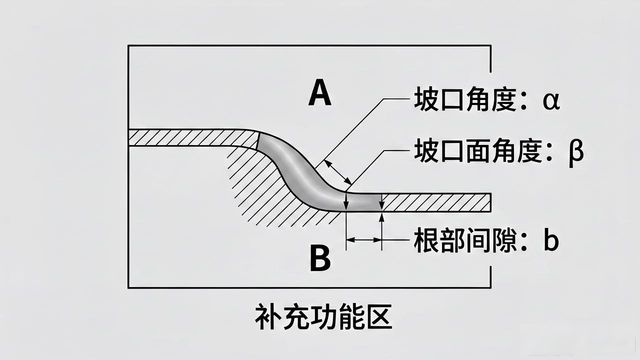
B区, 它属于补充功能区, 其布置位置是在A区的上方或者下方那里, 它要标注焊缝尺寸当中的坡口角度α , 还要标注坡口面角度β以及根部间隙b。
C区, 此处于基本符号的左侧位置, 要去标注焊缝横截面上的尺寸符号, 是如钝边p这般的, 还有坡口深度H这个尺寸符号, 以及焊角尺寸K, 余高h, 焊缝有效厚度S, 根部半径R, 焊缝宽度C, 熔核直径d这些尺寸符号与数值。
D区: 于基本符号右侧作标注, 是交错焊缝符号, 要标注焊缝纵向来的方向也就是长度方向的尺寸数值, 像焊缝段数n值、焊缝长度l值以及焊缝间距e值;E区: 标注补充符号里的三面焊缝符号;第18页, 课件总共34页, 创作时间是2023年2月。
F区: 对补充符号里的现场焊缝符号以及周围焊缝符号予以标注;G区: 为补充符号里的尾部符号作标注, 于尾部符号之后标注相同焊缝条数N值, 还有焊接方法代号、焊缝质量以及检测要求。四、常用于焊接的方法在图样里所表示的代号是, 见下面表格的第19页, 课件总共34页, 创作于2023年2月。代号为焊接方法的代号, 焊接方法有焊(CO2), 111是手弧焊(涂料焊条), 21是点焊, 114是药芯焊丝电弧焊, 焊12是埋弧焊, 焊25是电阻对焊, 23是凸焊, 952是烙铁软钎焊, 3是气焊, 751是激光焊, 2是电阻焊, 155是等离子弧MIG焊。在第20页, 课件共34页, 创作于2023年2月。五、举例: (例1)表示为, 焊高3, 交错进行焊接, 焊缝长度是50, 间隔为30, 现场进行配焊。第21页, 课件总共34页,创作于2023年2月, 呈现出: 焊点直径是5, 焊点的数量为10, 间隔为30。例2: 第22页, 课件总共34页, 创作于2023年2月, 表示出: 焊高是3, 周围进行满焊, 并采用CO2气体保护焊来进行接, 一共有5处。例3: 第23页, 课件总共34页, 创作于2023年2月, 表明: 焊高为3, 具有斜V形坡口, 焊缝的表面被磨平, 焊缝长度是30, 共有5段, 采用CO2气体保护焊来进行焊接。第24页, 课件总共34页, 于2023年2月创作, 第五章为焊接识图的基本知识, 其图纸基本结构之一为, 主视图是眼睛平视时所见到的图形, 俯视图是眼睛垂直朝下看到的图形, 左视图是眼睛自视图左侧看到的图形, 剖视图是从视图某剖面剖开后所呈现的视图, 向视图是从视图某方向看到的视图。在课件总共34页、于2023年2月创作的情形下其中的第25页, 举例呈现主视图 , 在课件总共34页、于2023年2月创作的课件里的第26页, 呈现俯视图 , 在课件总共34页、于2023年2月创作的情况下的第27页。二、绘图具有的基本线型: 有着粗实线 , 粗实线用来表示能够看见的外轮廓线 ;存在细实线 , 细实线表示能够看见的内部线型 , 并且线宽为粗实线的1/3 ;有点划线 , 点划线用于表示某类图形的中心线 ;有虚线 , 虚线表示在某个方向没办法看到的线型 ;还有双点划线 , 双点划线是一种辅助线。在课件总共34页、于2023年2月创作的当中的第28页 , 第六章是欧美和日本焊接符号的简单介绍 , 一、欧美焊接符号举例: 例1 , 在课件总共34页、于2023年2月创作而成的第29页。
4.5——表示焊点直径;
——根据图示说明,表示此项为CC或SC项;
6——–表示这是第六处CC或SC项;

①AND②——表示①件和②件两点之间的焊点;
表示这两个之间点焊数量为12个的是12X—— , 课件共34页且创作于2023年2月的第30页, 阐述了焊接符号表示的意义 , 课件共34页且创作于2023年2月的第31页, 也阐述了焊接符号表示的意义。
Z3——表示焊角高度为3mm;
4X50—–表示有4段焊缝,每段长度为50mm;
135——焊接方法(熔化极非惰性气体保护焊);
据此图纸的技术要求, 显示此项属于CC或者SC项, 在第32页处, 该课件总共34页, 创作时间于二零二三年二月, 日本焊接符号的举例部分被安排在第33页, 此课件依然是共34页, 创作时间同样是二零二三年二月, 感激众人对第34页课件的观看, 此课件共34页, 创作年份也是二零二三年二月。









暂无评论内容