

技术简介:
本发明针对大面积薄钢板在火焰矫正时, 存在波浪变形极为严重的状况, 存在矫正效果欠佳的情形, 存在反弹较为普遍的问题, 提出了一种夹具以及方法, 该夹具结构简单。其通过H型钢基台, 通过槽钢, 通过与钢板卡子配合楔子来固定钢板边缘, 依靠结合多割嘴火焰加热来达成精准矫正, 能够有效提升加工精度, 能够降低劳动强度。
关键词:火焰矫正夹具,薄钢板加工
本发明所关联的是一种夹具, 确切来讲, 是一款用于大面积薄钢板火焰矫正的夹具以及相应的方法。
背景技术:
在钢结构非标设备构件进行加工的进程当中, 常常会碰到大面积薄板此番加工情况, 做设计的人员一般而言会针对设备构件薄板平整度给出一定的误差控制范畴, 而且这种误差范围通常是控制在2至3毫米这个区间之内的。
在一般状况下, 于生产加工期间, 大面积薄板极易出现波浪变形, 在通常情形下, 工人往往是在组装刚完成支撑之后, 运用火焰直接进行矫正, 如此矫正不仅效果欠佳, 并且在操作时大面积薄板出现反弹的情况较为普遍, 与此同时, 此方法会对设计误差要求产生影响, 还会对工程进度造成影响。
因此, 在大面积薄钢板火焰矫正方式方面, 已知的情况展现出了上述这般种类繁多的不便, 以及各种各样的问题。
技术实现要素:
本发明有着这样的目的, 那就是, 要提出一种夹具,这种夹具用于大面积薄钢板火焰矫正, 它的操作是简单的, 而且其矫正质量是稳定且优异的。
本发明还有一目的, 在于给出一种火焰矫正方法, 该方法针对大面积薄钢板, 其操作具备简单的特质, 并且, 矫正质量呈现稳定优异的状况。
为实现上述目的,本发明的技术解决方案是:
一种用于大面积薄钢板火焰矫正的夹具, 该钢板面积大于或等于40平方米, 其厚度处于4毫米至8毫米之间, 该夹具包含基台, 包含槽钢, 包含钢板卡子, 包含楔子, 其具有的特征在于:
所说的基台, 它是那种由h型钢搭建而成的胎架, 这个胎架用于薄钢板火焰矫正, 胎架的上表面是平整的, 其作用是承载那些需要进行矫正的大面积薄钢板。
所讲的钢板卡子呈现为矩形或者正方形的钢板, 矩形或者正方形的钢板其一侧设置有向内凹进的钢板缺口。
所述槽钢为大于规格30a的槽钢;

薄板火焰矫正夹具在使用之际, 将钢板卡子的钢板缺口去对准, 卡入槽钢的一侧翼缘板跟大面积薄钢板边缘对齐的那个部位, 并且提供楔子, 以此打入钢板缺口, 进而夹紧固定槽钢与大面积薄钢板。
针对本发明所涉及的大面积薄钢板火焰矫正夹具, 还能够借助以下的那些技术措施, 从而来实现进一步的效果。
在前述的, 用于大面积薄钢板火焰矫正的夹具当中, 其中所提到的钢板卡子, 是若干个钢板卡子, 在一起, 以并排间隔的方式进行布置并使用的。
前头提到的用于大面积薄钢板火焰矫正的夹具, 这里面有若干个钢板卡子, 它们一同并排着且相互间隔开来布置, 而间隔的距离是小于或等于400毫米。
前文所提到的, 用于大面积薄钢板火焰矫正的夹具, 在这个夹具当中, 所说的钢板卡子, 其钢板的厚度是大于或等于5毫米的。
此前所提到的, 用于大面积薄钢板火焰矫正的夹具, 当中的槽钢是长条槽钢, 槽钢的长度等同于要进行矫正的钢板的边缘长度。
前述的大面积薄钢板火焰矫正夹具,其中所述楔子为钢楔子。
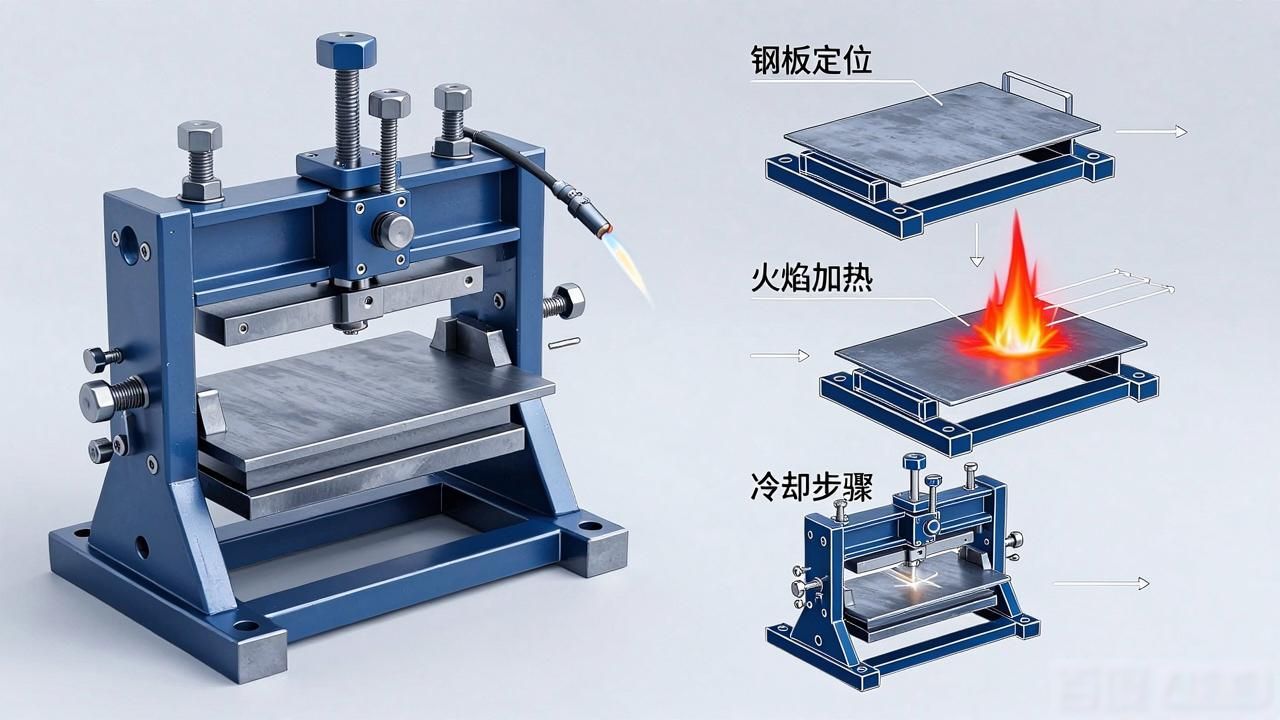
一种大面积薄钢板火焰矫正方法,包括以下步骤:
a、把面积较大的薄钢板制作的设备零部件, 放置于用槽钢搭建而成的薄钢板火焰矫正基台的上表面, 并且固定妥当。
b、将槽钢放到与薄钢板边缘齐平的位置;
c、通过使用若干数量的楔子, 再配合若干数量的钢板卡子, 以400mm的间距, 使其均匀分布的方式, 把槽钢的一侧翼缘板和大面积薄钢板的边缘进行对齐操作, 然后将楔子敲击进入钢板缺口, 以此方式夹紧从而固定槽钢与大面积薄钢板。
d、提供气体火焰切割所用到的装置 , 依据薄钢板存在的凹凸位置 , 运用多割嘴进行火焰点加温行为, , 从而达成薄钢板矫正这一事项。
本发明之中, 大面积薄钢板火焰矫正方法, 还能够借助采用以下的技术措施, 来进一步达成。
方法如前所述, 其中, 若干个钢板卡子呈并排状, 有间隔存在, 以间隔布置的形式排列, 且间隔距离小于或等于400毫米。
前述的方法,其中所述楔子为钢楔子。
于采取上述技术方案之后, 本发明所具备的大面积薄钢板火焰矫正夹具以及方法呈现出以下优点:
1、夹具装置结构简单、制作方便;

2、此夹具装置, 操作起来甚是简便, 能够避免矫正后再度返工, 可提供稳定且极为优异的质量, 还提升了钢结构非标设备薄板的加工精度。
3、大大降低工人的劳动强度,提高工作效率,降低施工成本。
附图说明
图1为本发明实施例的钢板卡子结构示意图;
图2为本发明实施例的楔子结构示意图;
图3是, 本发明实施例的, 大面积薄钢板火焰矫正夹具, 使用状态下的, 俯视图。
图4为图3的侧视图。
以下情况中: 其一为钢板卡子, 并且其二是钢板缺口, 还有其三是楔子, 另外其四是基台, 再者其五为钢板, 而其六是槽钢, 更有其七是火焰加温点。
具体实施方式
以下结合实施例及其附图对本发明作更进一步说明。
实施例1
关于本发明的那种大面积薄钢板火焰矫正夹具, 其中钢板的面积是40平方米, 钢板的厚度为5毫米, 它包含基台, 包含槽钢, 包含钢板卡子, 还包含楔子。
阐述的那个基台4, 是依靠h型钢搭建而成的用于薄钢板火焰矫正的胎架, 这个胎架的上表面呈现出平整的状态, 其目的在于承载那些需要进行矫正操作的大面积薄钢板5。
把所述提到的钢板卡子1弄成矩形钢板, 在矩形或者正方形钢板的某一侧构造出内凹的钢板缺口2, 这个钢板缺口2的尺寸为15mm×15mm。
所述槽钢6为大于30a的槽钢;
薄板火焰矫正夹具使用之际, 将钢板卡子1的钢板缺口2, 对准卡入槽钢6的一侧翼缘板和大面积薄钢板边缘相齐之处, 且提供楔子3打入钢板缺口, 以此夹紧固定槽钢6和大面积薄钢板。其中, 钢板卡子1是若干个一同并排间隔布置来用的。那若干个钢板卡子1一同并排间隔布置,间隔距离是400mm。钢板卡子1的钢板厚度为5mm。槽钢6是长条槽钢, 槽钢长度等同于待矫正钢板的边缘长度。楔子3是钢楔子。
实施例2
针对本发明所涉及的大面积薄钢板火焰矫正方法, 其运用实施例1当中的大面积薄钢板火焰矫正夹具, 具体涵盖以下步骤:
a、把经过预处理的大面积薄钢板5的设备部件, 放置到由已安装就位经精确找平的槽钢搭设而成的薄钢板火焰矫正基台1的上表面, 而后将其稳固地固定好。
b、将槽钢6放到与薄钢板5边缘齐平的位置;
现下请参照图1以及图2, 图1是本发明实施例的钢板卡子结构示意图形, 图2是本发明实施例的楔子结构示意图形。
c、将若干个楔子3, 与若干个钢板卡子1配合, 以400mm的间距均匀布置, 把槽钢6的一侧翼缘板朝着大面积薄钢板边缘对齐, 接着把钢楔子3打入钢板缺口2, 以此夹紧用于固定槽钢6与大面积薄钢板;其中, 若干个钢板卡子1一起并排间隔着布置, 间隔的距离是400mm。
图3呈现的是, 本发明实施例当中, 大面积薄钢板火焰矫正夹具处于用到时候的俯视图, 图4, 它是图3的侧视图。
d、提供气体火焰切割装置,根据薄钢板凹凸位置采用多割嘴火焰点加温,完成薄钢板矫正。
本发明具备实质性特点以及显著的技术进步, 大面积薄钢板火焰矫正夹具及方法属于本发明, 其实施起来简单、方便且经济, 无需增添任何新设备以及特殊材料(送气管和割嘴属于火焰切割的必要设备), 仅需对现有的资源稍微进行改造就能够开展施工。与现有技术相比较, 操作简单, 不但矫正使得返工减少, 而且还提供了稳定优异的质量, 除此之外还极大地减少了工人的劳动强度, 提高了工作效率。
以上实施的例子, 仅仅只为了说明本发明, 并非能够对本发明进行限制, 对于有关技术领域的技术人员来讲, 在不使其脱离本发明的精神以及范围的情形下, 依旧是能够作出各路变换或者变化的。所以, 任何等同的技术方案, 也都应该是属于本发明的范畴之内, 表示应由各个权利要求来进行限定。
技术特征:
技术总结
存在一种用于大面积薄钢板火焰矫正的夹具, 它包含基台、槽钢、钢板卡子、楔子, 其具有这样的特性: 所述基台是借助H型钢搭建而成的, 作为薄钢板火焰矫正的胎架, 所述钢板卡子是矩形或者正方形的钢板, 所述槽钢是大于30A的槽钢, 在薄板火焰矫正夹具投入使用时, 使钢板卡子上的钢板缺口对准并卡入槽钢的一侧翼缘板与大面积薄钢板边缘对齐的部位, 并且提供楔子打入钢板缺口, 以此夹紧固定槽钢与大面积薄钢板。本发明有大面积薄钢板火焰矫正夹具, 还有相关方法。其夹具装置结构简单, 制作方便。该夹具装置操作简单, 能提供稳定优异的质量。它提高了钢结构非标设备薄板加工精度, 大大降低了工人的劳动强度, 提高了工作效率, 还降低了施工成本, 具备这些优点。
技术研发人员:段飞虎;张杰
受保护的技术使用者:
技术研发日:2017.01.03
技术公布日:2018.07.10













暂无评论内容