
钣金件于设计之际务必要去开展合理的工艺分析举动, 以防出现设计方面发生的瑕疵进而致使模具走向报废的结局。未曾具备实操经验的设计是存在不足的, 怎样去规避工艺方面出现的缺陷呢?
折弯工序的禁忌
一、折弯圆角半径不宜过大
当工件发生弯曲的时候, 除了会产生塑性变形外, 与此同时还会伴随有弹性变形, 进而出现回弹现象。所以弯曲件的圆角不适合过大。不然就没办法保证折弯角度稳定。
二、折弯圆角半径不宜过小
容易致使外层纤维出现拉裂的情况是折弯角R太小所造成的, 针对低碳钢而言, 最小弯曲圆角大概是1.0T , 黄铜与铝的最小弯曲圆角大约是0.6T , 对于中碳钢来讲, 最小弯曲圆角约为1.5T。

三、折弯直边不宜过小
要确保工件的弯曲质量得以保证, 对于折弯产品而言, 其直边高度h不适合过小, 一定要大于或者等于最小弯边高度hmin, h要满足h≥hmin=r +2t。
式中:
r ——弯曲圆角
t —— 弯曲件板厚
四、折弯边距孔位距不宜过小
对带有孔的毛坯进行折弯操作时, 孔的边缘与折弯处的距离不适合过小, 要是孔所处位置过分靠近折弯的边缘, 那么在弯曲过程当中孔的形状将会产生改变, 从孔的边缘到弯曲边缘的这段距离L, L需要符合下面这个式子:
当t
当t≥2时,L≥r+2t
式中 :
r ——弯曲圆角;
t —— 弯曲件板厚。
五、折弯形状和尺寸的对称性不宜相差过大
对于需防止出现变形的情况而言, 弯曲件的高度之间, 相互相差的程度不适合太大。弯曲件所具备的形状以及尺寸, 应当尽可能地达成对称状态, 不然的话, 在小端的位置就会产生呈现畸形的歪扭现象。要是这样的结果在进行设计的阶段难以得到有效改善, 那么就必须要确保:
h>r+2t
式中:
h ——小边高度;
r ——弯曲圆角;
t —— 弯曲件板厚。
六、局部弯曲边缘不应忽视冲卸荷孔槽
在对某一段边缘实施局部弯曲操作时, 为了避免在交接位置因为应力集中导致出现撕裂状况, 不能小觑要先去冲卸荷孔、切槽, 或者将弯曲线移动一定的距离这一事项。
七、窄边弯曲不应忽视工艺切口
狭义边缘弯折之际, 形变领域的截面形态会产生扭曲变异, 也就是内在表层的宽度趋向于拓宽, 外在表层的宽度倾向于变窄。倘若板材宽度为b。
要是弯曲件的宽度b在精度方面有着较高要求,且不被允许存在鼓起这种现象, 那么就绝对不可以忽视在弯曲线上预先去做出工艺切口这件事。
八、弯曲工序不能忽视回弹
发生弯曲之际, 塑性变形跟弹性变形一块存在着。在外载荷被去除以后, 弹性变形随即就消失掉了, 进而产生回弹现象。回弹的数值跟材料的性能, 以及相对弯曲半径r/t, 还有弯曲角等诸多因素存在关联。
材料的屈服点σs越高, 弹性模量E越小, r/t越小, 弯曲角越大, 那么回弹越大, 而为保证工件精度, 弯曲时不能忽视回弹, 可用修模、利用不同部位回弹方向不同、局部增加三角肋等方法减小回弹, 也可采用摆动块的凹模结构减小回弹。
九、弯曲半径很大的工件不能用普通弯曲方法
零件弯曲半径极大, 普通弯曲方法不可用, 不然因其弹性变形大, 所需形状尺寸无法获取, 这时拉弯方法可用。
给板料弯曲之前, 先添加一个轴向拉力, 该拉力相关的数据致使毛坯断面里的应力略微大于材料的屈服点, 接着在拉力发挥作用的同一时刻开展弯曲。
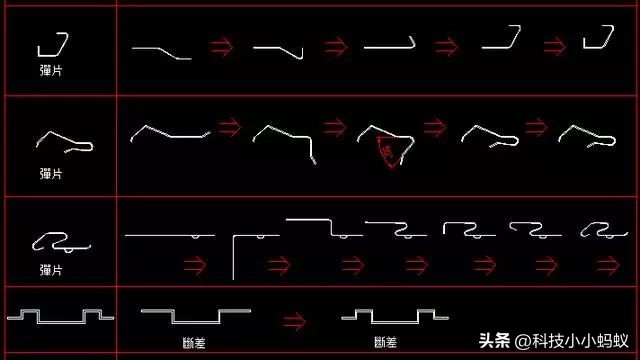
十、复杂形状零件的弯曲不能一次到位
针对于形状复杂的弯曲件而言, 无法采用一次弯曲的方式完成, 而是得依靠多次弯曲来达成成形效果。其工序安排所遵循的原则是, 首先进行外角的弯曲操作。后续的弯曲所产生的影响不能波及到前次弯曲部分已经发生的变形情况。弯曲的次数存在着多种可能性, 既可以是两次, 也能够是三次, 甚至还可能是更多次。
十一、弯曲件边缘不宜有缺口
边缘部分存在缺口的弯曲件, 要是在毛坯那儿把缺口冲出来, 弯曲的时候就会出现叉口, 情况严重的时候就没办法完成成形了。所以这就得在缺口处预留连接带, 等弯曲成形之后再把连接带切掉。
十二、弯曲模的结构不能忽视毛坯偏移
于弯曲工艺里头, 偏移是对工件精度有所影响的一个关键要素, 所以在着手开展弯曲之前, 毛坯就要有一部分稳当地固定于模具的某一处地方上, 用以避免弯曲时发生偏移。
须尽可能借助零件之上的孔去开展定位。要是零件之上不存在能够加以利用的孔, 那么便能够思索工艺孔定位。

十三、弯曲模结构不应使材料在合模进产生大的局部变薄和划伤
弯曲模要留意, 于合模进程里, 仅在零件所确定的弯曲线位置处开展弯曲操作。毛坯不得产生较大的局部变薄现象以及划伤情况。当采用左图的结构来进行弯曲时, 外角C处弯曲线的位置, 在弯曲过程中是会发生变化的, 先是处于B点, 最终到达C点, 故而导致零件的外角形状不精准, 直臂部分出现变薄状况。
十四、模具结构不应妨碍和阻止毛坯在合模过程的转动和移动
弯曲模具的结构, 应该去考虑毛坯弯曲时的转动空间, 此操作不可妨碍、阻止毛坯移动以及转动, 不然的话就会对工件的形状与尺寸产生影响, 对于形状复杂的多角弯曲来讲这一点是尤为重要的。

十五、弯曲工件不宜采用弹性模数小的材料
弯曲回弹的大小跟材料的弹性模数成正比例关系, 弹性模数小的材料在变形之后弹性恢复量很大, 该材料不适合用于弯曲工序, 对于相同屈服点的材料而言, 弹性模数大的材料在变形之后弹性恢复量小, 已退火的低碳钢比软锰黄铜更适宜作为弯曲工件材料。
十六、弯曲工件不宜采用屈服点高的材料
弯曲回弹的大小跟材料的屈服极限成正比例关系, 屈服点高的那种材料, 在变形之后弹性恢复量比较大, 不适合用来进行弯曲工序, 也就是说弹性模数相同的材料当中屈服点高的材料, 其弹性恢复量较大, 所以冷作硬化钢不适合用于弯曲工序。
十七、在针对弯曲半径极大, 且弧度角同样极大的弯曲件的情况之下, 不适合 运用普通弯曲方法。
对于弯曲半径以及弧度角都极大的弯曲件而言, 适宜采用滚弯(即卷板)这种方式, 而绝对不可以运用普通的弯曲方法。滚弯具体是把板坯放置在2至4个辊子中间并使其通过, 随着辊子进行回转, 从而促使板坯弯曲达成成形。另外, 鉴于辊子的位置能够针对板坯做出适当的变化, 因而也能够制作成四边形、椭圆形, 以及其他非圆断面的筒形件。
十八、长带料的弯曲不宜用普通弯曲方法
长带料围绕纵轴线进行弯曲的时候, 适宜采用滚压成形这种方式, 而不适合运用普通弯曲的方法。滚压成形这种操作, 是要把带料放置在前后呈直排状态的数组成形辊子当中, 使其通过。随着辊子做回转运动, 在带料向前送进的同时, 它又会依次进行轴向弯曲成形。滚压成形能够制造出断面形状复杂的制件。形辊的制造相对而言较为简单, 成本比较低, 而且寿命也比较长。

十九、变截面的零件不宜用一般滚压成形方法
中小批量生产变截面槽形零件时, 为减少投资, 可采用滚压成形, 这时成形辊要对板坯纵向相对运动, 还得有横向仿形运动。
二十、管材与型材的弯曲不宜用普通弯曲方法
虽说从变形的性质方面来看, 管材跟型材的弯曲以及板料的弯曲是一样的, 然而工艺方法和难点却有着较大的差异, 管材和型材的弯曲必须要防止弯曲变形区内的毛坯断面形状出现畸变, 在生产过程当中, 管材与型材的弯曲方法包含拉弯、滚弯、推弯以及绕弯等, 需要留意的是, 拉弯的凸模、滚弯的辊子、推弯及绕弯的固定模, 其工作表面应当做成跟毛坯断面形状相契合的凹槽, 以此防止断面的转动以及形状的畸变, 必要的时候管内还得添加相应的芯棒。











暂无评论内容