

折床工作原理
对于板材的折弯成形, 是把上模与下模, 分别固定在折床的上工作台以及下工作台上, 借助液压伺服电机传输动作, 以此驱动工作台产生相对运动, 再结合上模与下模各自的形状, 来达成折弯操作的。
展开的定义和折弯常识
对于产品而言, 其下料尺寸便是折弯展开的尺寸, 在钣金折弯时会出现形变, 其中间位置不存在拉伸现象, 此位置长度被称作被压缩的位置长度, 同时也被叫做剪口尺寸。
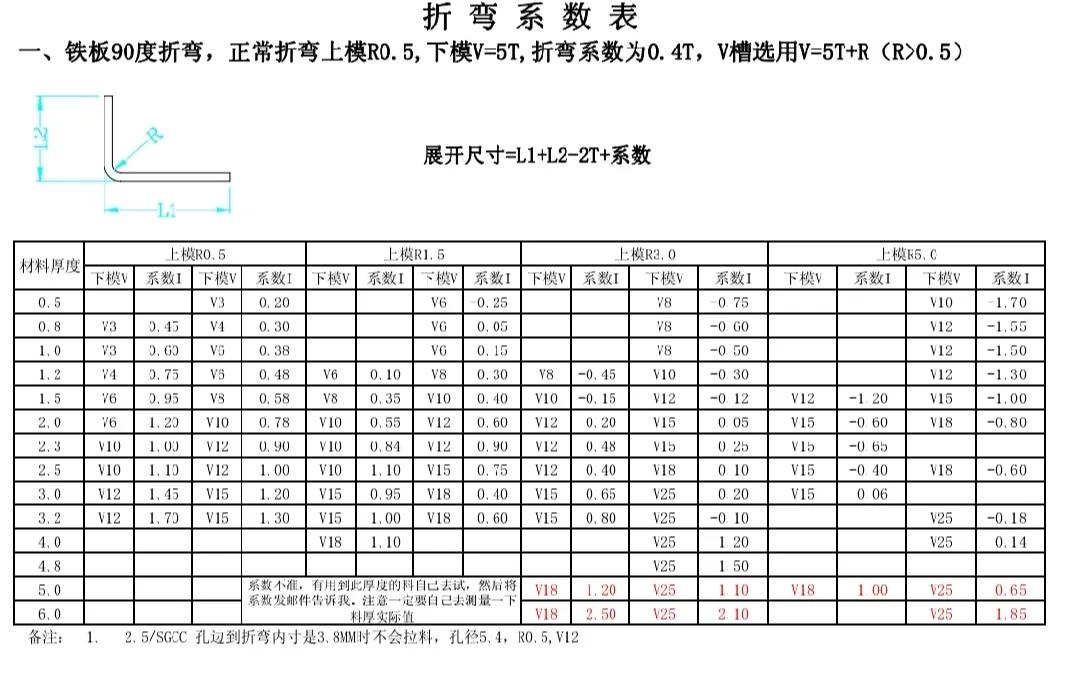
V槽选择折弯公式为, 当R的值等于0.5的情况下, V等于5T, 当R大于0.5时, V等于5T加上R, 折弯之后的展开会因为上模以及下模的不一样而产生相应的变化, 在更换模具的时候必须要考虑进去。
折床的运动方式有两种:
上动式:下工作台不动,由上面滑块下降实现施压;
下动式:上部机台固定不动,由下工作台上升实现施压。
工艺特性

1.折弯加工顺序有着这样的原则, 一是从内朝着外进行折弯, 二是从小向着大进行折弯, 三是先去折弯特殊形状, 之后再折弯一般形状。
2.在进行90°的折弯以及大于90°并且小于180°的折弯时候, 关于怎样选择模具: 如果通常在SOP当中不存在特殊要求, 或者没有处于特殊避位的状况, 那么最好选用刀口角度是88°或者90的折弯上模, 如果这样做的话, 就能够更加好地确保折弯角度的稳定性。
三、折弯展开尺寸计算方法
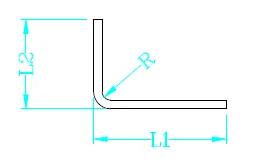
直角展开的计算方法
当其处在内R角为0.5这样一种状况的时候, 折弯系数(K)等于0.4与T相乘, 此情况的前提条件是, 料的厚度小于5.0MM, 并且下模是5T。
L1+L2-2T+0.4*T=展开
非直角展开的计算方法
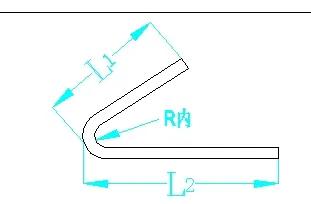
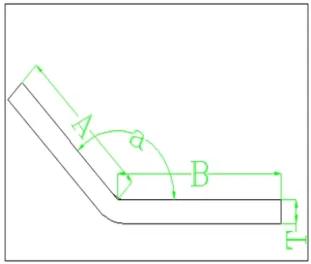
当R=0.5时的展开计算
A+B+K=展开
L1和L2为内交点尺寸
折弯系数
K=( 180—a) /90 *0.4T
压死边的展开计算方法
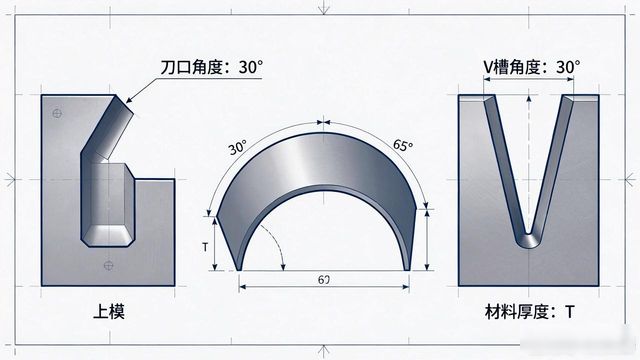
选取模具时, 上模进行选择所应用的是刀口角度设定成30°的那种小尖刀, 下模则是依据SOP以及材料的厚度来做选择, 选择的是V槽角度为30°的下模。首先要运用上一步4.4.1所挑选的模具, 把折弯角度折到大概30°至65°。
展开=L1+L2-0.5T
针对U边进行选模操作: 上模要选定刀口角度是30°的小尖刀, 下模得依照SOP以及材料厚度来挑选V槽角度为30°的下模, 在挑选上模时注重: 所选的R上模要依据U边间隙高度来确定, 也就是U边间隙多大就选取与高度最接近的R上模, 之后利用压平模进行压平, 压平的时候在U边间隙内垫上与间隙高度相同的材料。
当H<2.0T时的计算方法
展开=L1+L2-0.4T+0.75*H
当H≥2.0T时,按圆弧展开计算
按压段差, 依据成形角度区分, 存在直边断差与斜边断差, 其加工方式视断差高度来确定。
直边断差, 当, 断差高度h, 小于, 3.5倍料号时, 采用, 断差模, 或, 易模成形, 大于, 3.5倍料厚时, 采用, 正常, 一正一反, 两折完成。
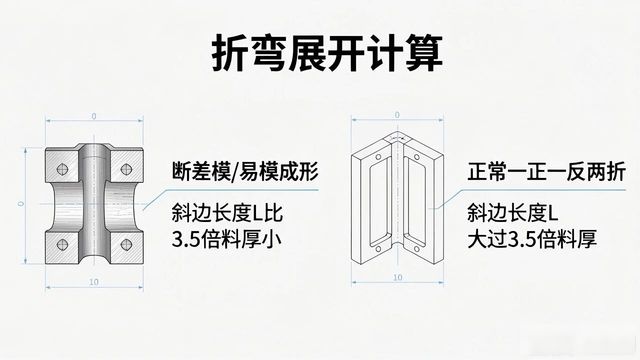
斜边断差, 若斜边长度L比3.5倍料厚小, 此时则采用断差模或者易模成形, 大过3.5倍料厚时, 会运用正常一正一反的两折来完成。
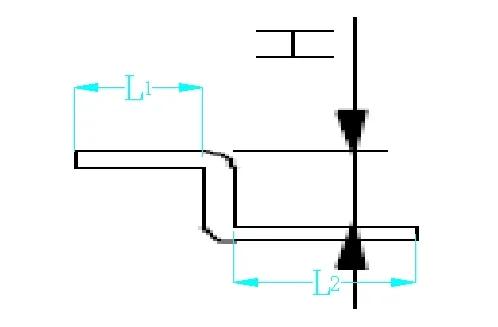
直角处存在压段差, 情况是, 若H小于等于2T, 那么依照下面这种方法来处理, 若H大于2T, 那么按照2折进行计算。
展开=L1+L2+T+0.2mm
注:0.2为补偿值
附表:折弯系数表












暂无评论内容