
钣金加工折弯压死边工艺,褶边展开计算汇总
当1H≦2T段差过渡处在两圆弧相切展开呈现非直线段的情况下, 具体这样操作, 取基体外侧两圆弧相切点处作垂线, 接着向内侧偏移一个料厚, 按照图行事, 标点符号。
示处理,然后按Z折1(直边段差)方式展开.
2H>2T,请示后再按指示处理。
反折压平:
L=A+B—0。4T

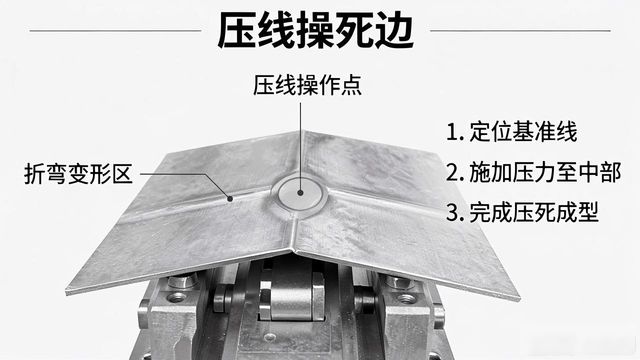
1.在进行压平操作时, 可依据实际出现的状况, 去思索是不是要在折弯之前进行压线操作, 压线所处的位置便是折弯变形区域中部位置。
2.反折压平一般分两步进行:
先V折30度,再反折压平。
故在作展开图折弯线时,须按30度;折弯线画,如图所示:
N折:
1。若是N折加工方式呈现为垫片反折压平这种情况, 那么就要按照L = A + B + K来进行计算, 其中K值是依据附件一中的参数去取值的。
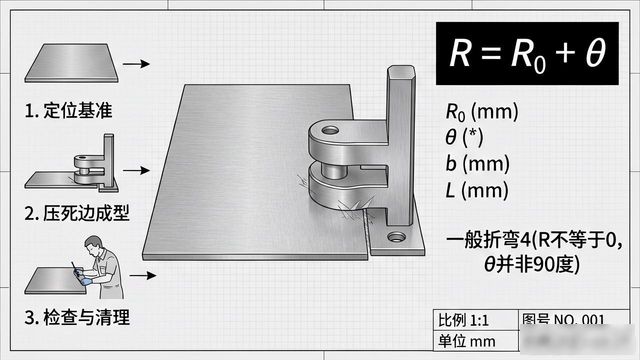
2。当N折通过别的形式进行加工后, 那展开算法需参照“一般折弯4(R不等于0, θ并非90度)”。
3.倘若折弯的地方是直边(也就是H段), 那么就按照两次折弯来进行成形计算, 其计算方式为: L=A+B+H+2K, 这里的K值选取90度折弯变形区域的宽度。
4。N折展开系数
1。一次压死边
一种针对压死边的办法是, 像图1—8所呈现的那样, 首先运用30度折弯刀把板材折成30度, 然后再把折弯后的边压平整。
图里的最小折弯边尺寸L, 依照1。3.2.2之中阐述的一次折弯边的最小折弯边尺寸, 再加上0。5t, 这里t是材料厚度。压死边通常适用。
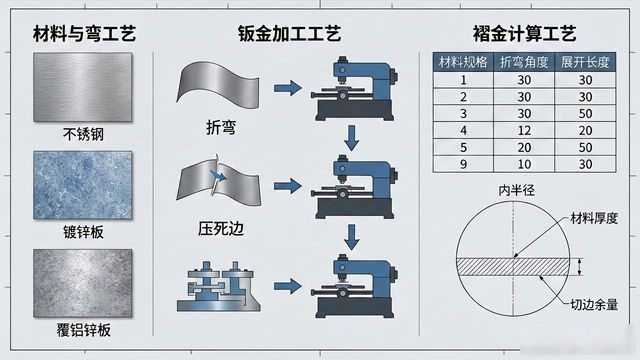
将板材选定为不锈钢、镀锌板、覆铝锌板等。电镀件不能采用, 因为在压死边所处位置会存有夹酸液这种情形。
2。180度折弯:
180度折弯有着这样的方法, 呈现于图1—9, 首先是以30度折弯刀把板材折成30度, 接着把折弯边进行压平操作。在压平之后, 将垫板抽出来。
常用板材应将高度H选定, 诸如0.5、0。8、1。0、1。2、1.5、2.0这般, 通常这个高度不适宜去挑选更高的尺寸。
3。三重折叠压死边:











暂无评论内容