

GB150—报批稿
4.5.2焊接接头系数
4.5.2.1, 焊接接头系数φ的确立, 需依据对接接头的焊缝形式, 以及无损检测的长度比例才能得以确定。
4.5.2.2钢制压力容器的焊接接头系数规定如下:
a)双面焊对接接头和相当于双面焊的全焊透对接接头
1)全部无损检测,取φ=1.0;
2)局部无损检测,取φ=0.85。
b)单面焊对接接头(沿焊缝根部全长有紧贴基本金属的垫板)
1)全部无损检测,取φ=0.9;
2)局部无损检测,取φ=0.8。
4.5.2.3, 其他金属材料的焊接接头系数, 按照相应引用标准的规定。
采用分析法计算开孔补强时,∅也应该去1.0。
10.3.1全部(100%)射线或超声检测
凡是符合下述条件当中的任何一条的容器以及受压元件, 需要运用设计文件所规定的方式, 针对其A类焊接接头以及B类焊接接头, 开展全部的射线检测或者超声检测:
a)设计压力大于或等于1.6MPa的第Ⅲ类容器;

b)采用气压或气液组合耐压试验的容器;
c)焊接接头系数取1.0的容器;
d)使用后无法进行内部检验容器;
e)盛装毒性为极度或高度危害介质的容器;
f)对于设计温度比零下四十摄氏度还要低的低温容器, 或者是焊接接头厚度超过二十五毫米的低温容器。
g)厚度大于30mm的, 奥氏体型不锈钢与碳素钢、Q345R、Q370R及其配套锻件所形成的焊接接头。
h)、、及其配套锻件的焊接接头厚度大于20mm者;
i)对于奥氏体—铁素体型不锈钢其配套锻件的焊接接头, 那些厚度大于16mm的情况 , 它们是这样一种情形 , 是有着特定条件的。
j)铁素体型不锈钢、其他Cr-Mo低合金钢制容器;
k)标准抗拉强度下限值Rm≥的低合金钢制容器;
l)图样规定须100%检测的容器。
注意, 在上述提到的容器当中, 那些公称直径DN大于或等于250mm的接管, 以及接管与接管之间的对接接头, 还有接管与高颈法兰之间的对接接头, 它们的检测要求, 和A类以及B类焊接接头的检测要求是一样的。
-2009固定式压力容器安全技术监察规程
4.5.3.2.2全部射线检测或者超声检测
存在符合下列情况当中任意一项的压力容器A、B类对接接头, 压力容器A、B类对接接头的划分是依照GB150的规定来的, 要依据本规程4.5.3.1第(1)项的方法开展全部无损检测:
(1) 设计压力大于或者等于1.6MPa的第Ⅲ类压力容器;
(2) 按照分析设计标准制造的压力容器;
(3) 采用气压试验或者气液组合压力试验的压力容器;
(4) 对于那些焊接接头系数取值为 1.0 的压力容器, 再有就是使用之后有需求然而却没办法进行内部检验的压力容器。
(5) 对于标准抗拉强度下限值大于或等于的低合金钢制压力容器, 当厚度大于20mm时, 其对接接头需采用本规程4.5.3.1第(1)项规定的、与原无损检测方法不同的检测方法做局部检测, 且该局部检测要涵盖所有焊缝交叉部位。
(6) 设计图样和本规程引用标准要求时。
4.5.3.1无损检测方法的选择
(1)对于压力容器所述对接接头, 其检测适用射线检测或者超声检测, 超声检测涵盖衍射时差法超声检测(TOFD)、可记录的脉冲反射法超声检测以及不可记录的脉冲反射法超声检测, 当选择不可记录的脉冲反射法超声检测时, 应采用射线检测或者衍射时差法超声检测作为附加局部检测。
GB151-1999管壳式换热器
3.16焊接接头系数
3.16.1钢制换热器焊接接头系数φ按表4选取
表4
焊接接头形式 焊接接头系数φ
全部无损检测 局部无损检测
存在着双面焊对接接头, 还有相当于双面焊的全焊透对接接头, 其中一个φ的值是1.00, 另一个φ的值是0.85。
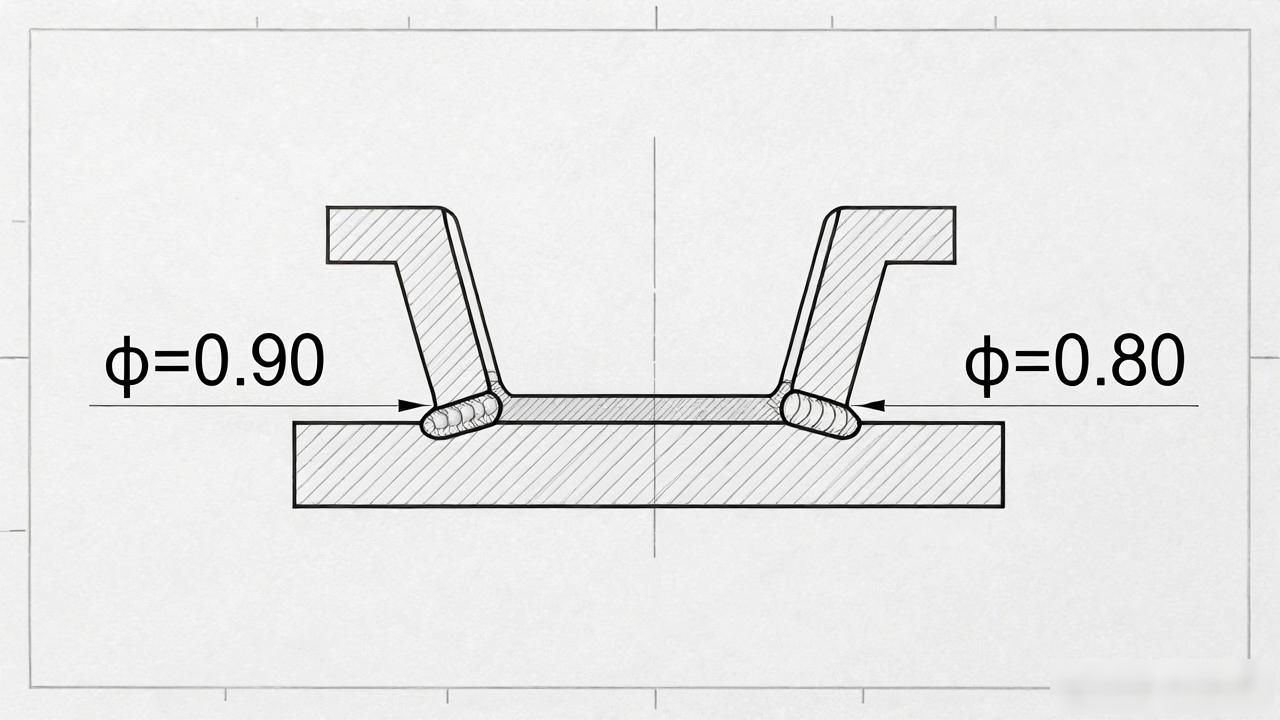
有沿焊接接头根部全长紧贴基本金属垫板的单面焊对接接头, 其一个φ值为0.90, 另一个φ值为0.80。
在固定管板式换热器壳程圆筒那儿, 存在无法进行无损检测的环向焊接接头, 要是采用氩弧焊打底, 或者沿焊接接头根部整条长度方面, 出现了靠近基本金属的垫板这一种情况, 那么其体现为焊接接头系数φ等于0.6。
3.按照附录D(标准的附录)作出的规定, 针对16.2铝、铜、钛及其合金, 其焊接接头系数是这样确定的。
压力容器设计工程师培训教程
4.11焊接接头系数
4.11.1焊接接头系数的基本规定
焊接接头系数φ, 是对接接头强度、与母材强度的比值, 用来反映焊接接头强度、因焊接材料、焊接缺陷、焊接残余应力等等因素、而被削弱的程度, 它是焊接接头力学性能的综合反映。
4.11.2焊接接头系数选取的基本要求
选取焊接接头系数与否, 跟接头的焊接工艺所具备的特点, 以及无损检测所占的比例, 还有对于容器提出的要求, 是存在关联关系的。主要是存在如下几个方面的问题:
(1)当纵向接头跟环向接头的结构不一样, 无损检测比例也不相同之时, 犹如纵向接头运用的是双面焊、百分百 RT 或者 UT, 然而环向接头却是加垫板的单面焊并且没办法开展 RT 或者 UT 检测的时候, 在容器的设计计算当中应该正确地采用焊接接头系数。
内压圆筒厚度计算公式, 乃依据圆筒中周向总体(一次)薄膜应力的强度而导出, 故而与之对应的焊接接头系数, 应当是圆筒的纵向焊接接头系数。在圆筒环向接头的极小断面里, 同样存在着环向(周向)薄膜应力。另外, 虽说环向接头在圆筒轴向的应力, 仅仅是环向应力的一半, 然而作为一台完整的压力容器, 为了确保这个圆筒的强度与安全, 一般而言应要求环向接头与纵向接头具备同样的质量水平, 也就是要求具有同样的焊接接头系数。倘若有制造方面的困难存在, 能够依照GB150里10.8.2.3去执行。在这个时候, 环向接头的质量, 也就是焊接接头系数, 尽管有可能跟纵向接头的质量, 也就是焊接接头系数, 并非完全一致, 不过在计算圆筒厚度之际, 依旧选取纵向接头的焊接接头系数。在这个时候, 设计者应当对该焊接接头的技术要求予以规定, 借此提醒制造厂运用焊接工艺措施去保障焊接质量。
GB150-1998中10.8.2.3抄录如下:
对于容器直径不超过800mm的圆筒, 以及封头的最后一道环向封闭焊缝, 若采用不带垫板的单面焊对接接头, 并且无法进行射线检测, 也无法进行超声检测, 在此种情况下, 允许不进行检测, 仅是, 但需要采用气体保护焊打底。
(2)封头拼接接头那儿的封头系数, GB150 – 1998在10.8.2.2里规定, 封头拼接接头得进行100%UT或者RT检测, 这儿没规定封头拼接接头的接头系数该怎么去选取。封头拼接接头的无损检测要求主要是针对封头成形的时候变形比较大, 缺陷容易扩展从而提出来的, 跟封头厚度没有关系。所以, 尽管封头拼接接头要求100%UT或者RT检测, 可这种检测却依旧只是对整台容器检测的其中一部分, 它的合格指标还是按照对容器整台要求的合格指标来确定的。因而, 封头拼接接头的焊接接头系数, 通常选取压力容器的纵向接头焊接接头系数, 是这样的情况, 没错的。
对于那种由整张钢板压制而成的小直径封头, 因为不存在焊接接头, 所以在进行厚度计算的时候, 理所当然地取φ等于1.0。









暂无评论内容