
这是一个供热加工行业人员进行网上技术交流的家园, 叫热加工行业论坛。它主要围绕冶炼、铸造、锻压、焊接、热处理、理化检测的相关知识展开, 同时也涵盖机加工、电脑设计等知识作为辅助, 是一个行业技术网站。若想免费关注, 可点击标题下蓝字“热加工论坛”, 我们会为您提供铸造、锻造、热处理、焊接方面知识的延伸阅读。
1、焊缝标注方法
焊缝标注主要采用符号标注法, 在必要情形下允许辅助采用图示法, 用连续或者断续的粗线来表示连续或断续焊缝, 在有需要时绘制焊缝局部剖视图或者放大图来表示焊缝剖面形状, 用细实线绘制焊前坡口形状等。
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2、符号标注法的要素
焊缝符号标注当中存在好多要素, 其中焊缝基本符号以及指引线组成了焊缝的基本要素, 这属于一定得标注的内容。
在焊缝基本要素之外, 于有必要的情况下, 还应当去加注别的辅助要素, 像辅助符号、补充符号、焊缝尺寸符号以及焊接工艺这样的内容。
3、焊缝符号及其标注
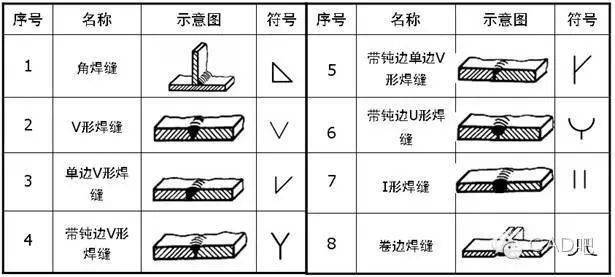
(1)构成焊缝基本符号的是用来表示焊缝横断面形状的符号, 其数量总计有13个, 具体情况存在于(详见GB/324 – 88)之中, 就好比:

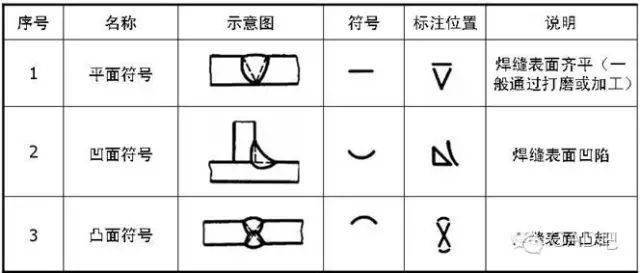
(2)表示焊缝表面形状特征的符号是辅助符号, 若不需要确切说明焊缝的表面形状, 那么可以不加注辅助符号, 辅助符号配置在基本符号的固定位置, 辅助符号有3个。
(3)为了补充说明焊缝的某些特征而采用的符号是补充符号, 其一共有5个。
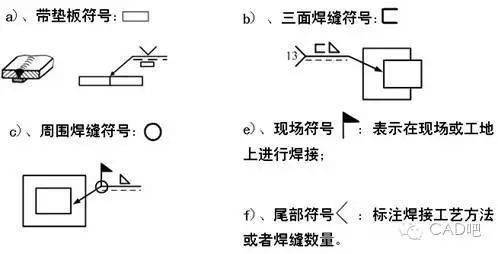
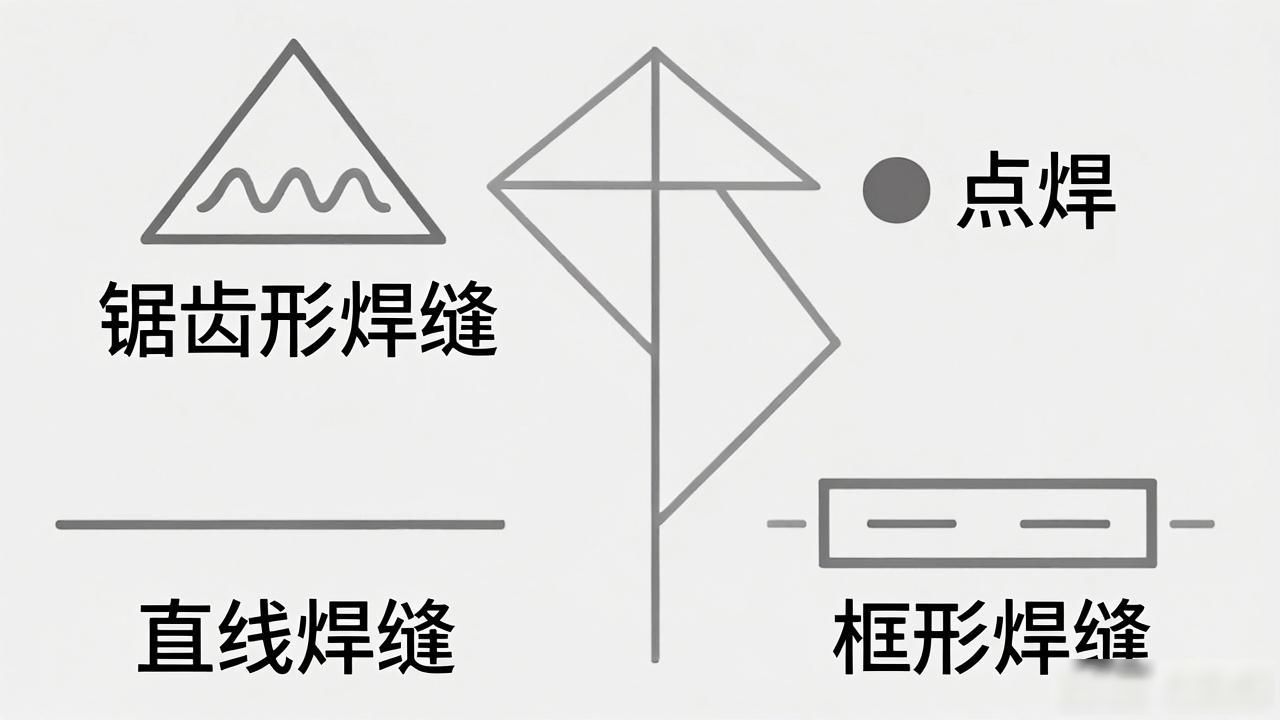
(4)那是为满足某些特殊情形才加以规定的焊缝符号, 是特殊符号, 一共有4个。
4、指引线及其标注
指引线由箭头线和基准线组成。
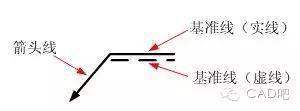
(1)箭头线:
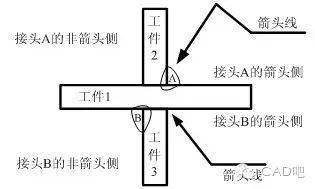
箭头可指向接头侧和非接头侧;
箭头线相对焊缝的位置一般没有特殊要求;
允许箭头线弯折一次。
(2)基准线
基准线当中, 有着实线基准线, 还有虚线基准线。那虚线基准线呢, 可以画在实线基准线的上方之处, 也能够画在实线基准线的下方之地。
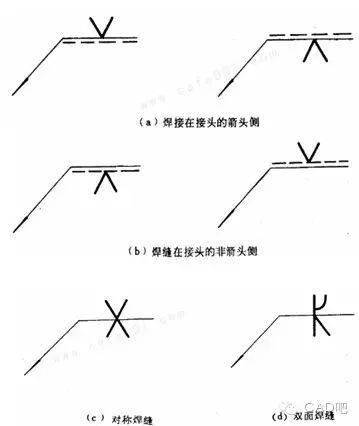
焊缝符号若标注在实线基准线上, 则表明焊缝在箭头侧, 若标注在虚线基准线上, 那么说明焊缝在非箭头侧。
标注双面或对称焊缝时可不加虚线。
5、焊缝尺寸符号及其标注
(1)在有必要的情况下, 焊缝标注呢可以附着带有焊缝尺寸符号以及数据。焊缝尺寸符号总共是。
有16个(详见GB/324-88),例如:
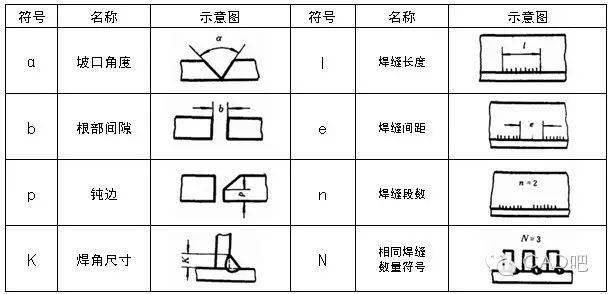
(2)焊缝尺寸符号及数据的标注原则(如图):
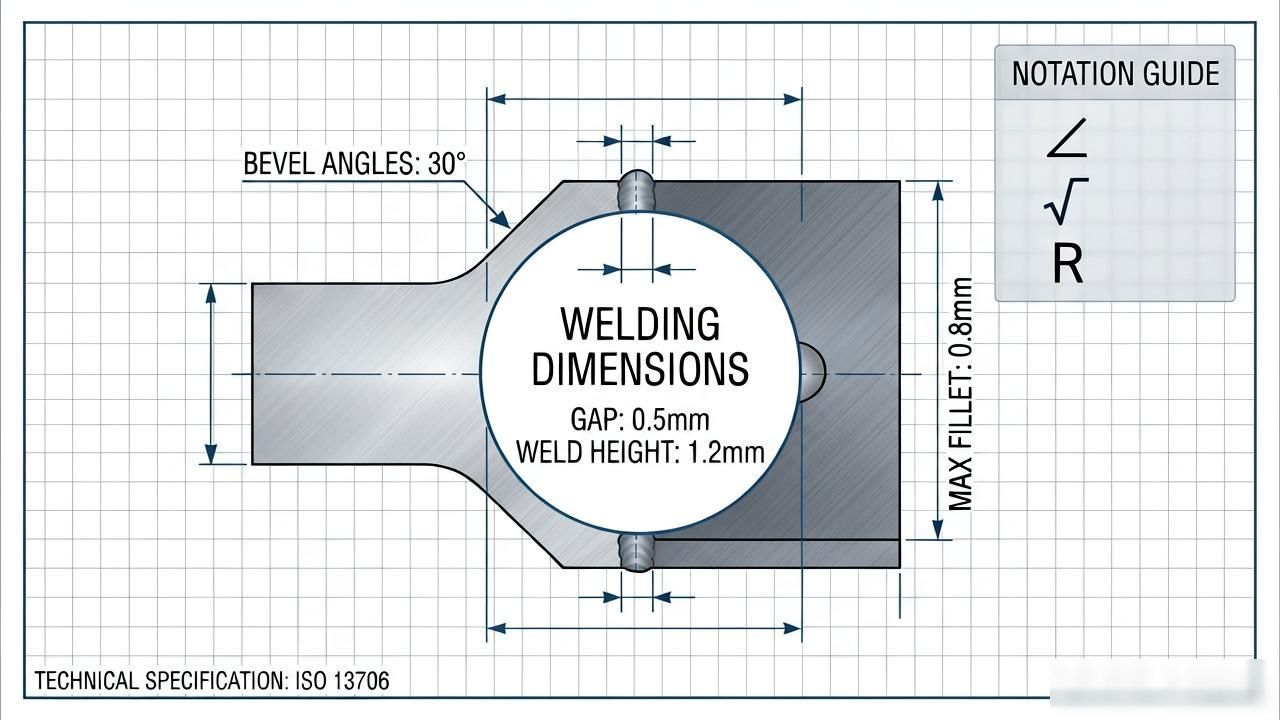
横截面上的焊缝尺寸, 被标注于基本符号的左侧, 长度方向的尺寸, 则标在右侧。
尺寸, 比如坡口角度, 还有坡口面角度以及根部间隙等, 它们被标注在基本符号的上侧, 或者是下侧。
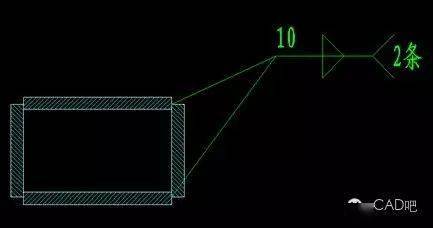
相同焊缝数量的符号标在尾部。
在基本符号右边, 没有任何标注, 并且也没有其他说明的情况下, 这就意味着, 焊缝在工件的整个长度范围之内, 是连续不断的。
若无任何标注于基本符号左侧, 且又不存在其他说明, 此时表示对接焊缝需完全焊透。
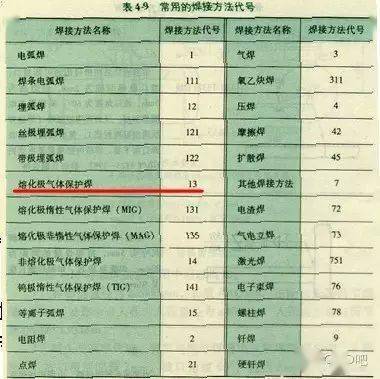
6、焊接方法代号
图示对接接头周边焊缝, 焊条电弧焊(111)于非箭头侧进行打底操作, 其表面需保持齐平状态;埋弧焊(12)所焊成的V形焊缝位于箭头侧, 该焊缝表面同样要求达到齐平标准。
7、焊接标注说明
(1)坡口尺寸的标注
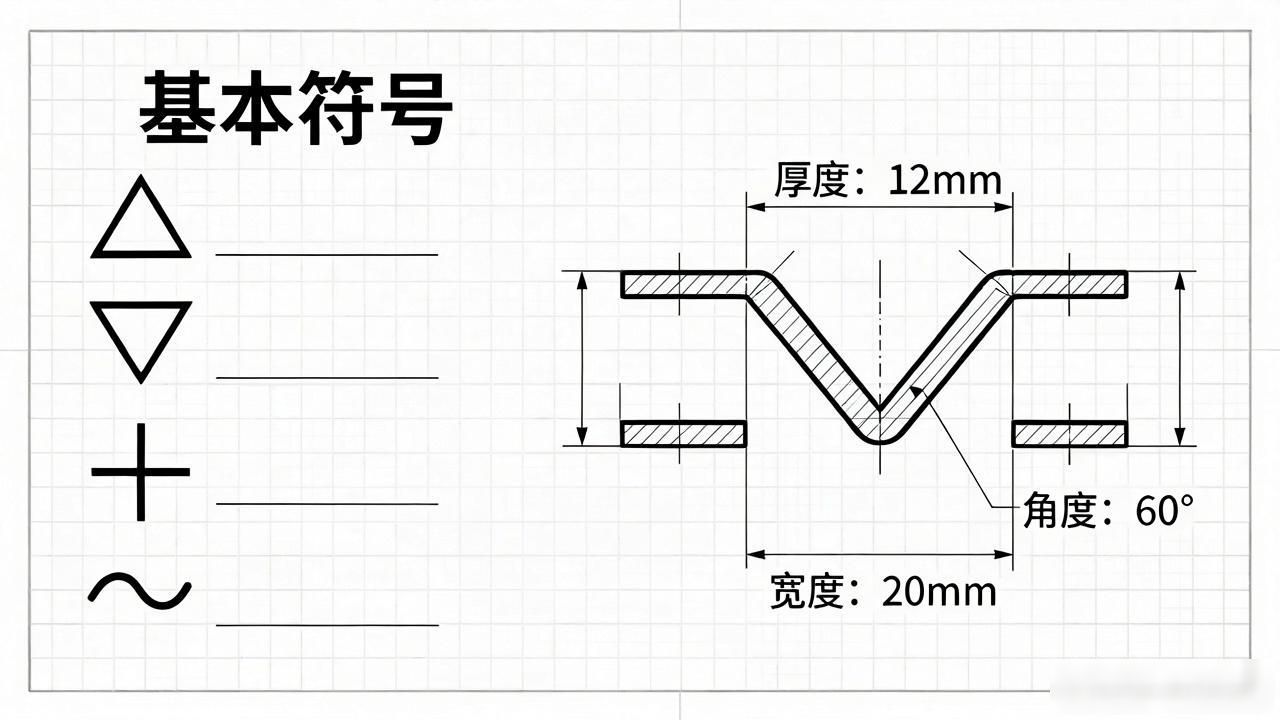
对于一般的焊缝而言, 那么仅仅是去标注基本的符号, 而不会去标注缺口的尺寸, 缺口尺寸是由工艺来加以决定的;针对于那些有着强度、气密性等方面要求的焊缝或者是受到结构限定的特殊坡口, 是应当去标注坡口尺寸的, 在必要的情况之下, 要采用图示法来绘制坡口的结构图。
(2)对接焊缝, 其有效厚度为S, 此由工艺予以保证, 焊后是无法进行测量的, 一般情况下是不会标注的。
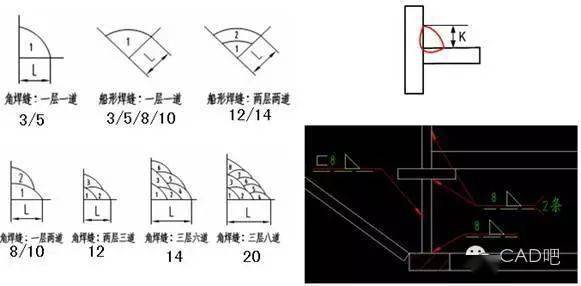
(3)一般而言, 焊脚尺寸K的大小是这样的, 有3, 还有5, 另外还有8, 再者是10, 接着是12, 随后是14, 最后是20。
(4)断续焊缝的标注
如下图:
n表示焊缝段数;
表示焊缝长度(不计弧坑);
e表示焊缝间距。
(5)常见的焊缝标注错误
(5)常见的焊缝标注错误









暂无评论内容