

..
一、焊缝的基本符号
;.
..
二、表示焊缝的辅助符号
辅助符号, 是用来表示焊缝表面形状特征的符号, 它并不需确切地去说明焊缝的表面。
形状时,可以不用辅助符号。
;.
..
三、表示焊缝的补充符号
补充符号是为了补充说明焊缝的某些特征而采用的符号,共5个。
;.
..
四、表示焊缝的特殊符号
特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
五、表示焊缝的尺寸符号
;.
..
六、焊接符号标注中的指引线
①指引线, 它是用来表示指引焊缝位置的符号, 它是由带箭头的指引线以及两条基准线构成的(其中一条是)。
一部分是由实线构成, 另一部分是由虚线构造形成。指引线它朝着有关焊缝的地方指向并且延伸, 而基准线通常情况下应当是水平的线条。
焊缝符号, 以及尺寸标注, 是在基准线上的, 要是有必要的情况下, 基准线的末端会加一个尾部, 这个尾部是用来作其它说明用的。
(如焊接方法等)。
;.
..
②基准线的虚线, 能够画在基准线实线的上面一侧, 也能够画在其下面一侧, 基准线通常应该。
与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3, 在进行标注箭头线的时候, 存在两种情况, 一种是能够指向焊缝, 另一种是不指向焊缝。要是焊缝处于接头的箭头那一侧, 那么基。
本符号标注于基准线的实线那一侧,要是焊缝处于接头的并非箭头所指的那个侧面, 那么基本符号进行标注。
在基准线的虚线侧,如图1-34。
;.
..
焊缝尺寸符号及数据的标注原则如下:
1、在基本特号的左边, 做这样的标注, 标注钝边高度为p, 标注坡口高度为H, 标注焊角高度为K, 并标注焊缝余高。
h,熔透深度s,根部半径R,焊缝宽度C,焊角直径d。
2、标注在基本符号的右边, 其中包括焊缝的长度 l, 还有焊缝的间隙 e, 以及相同焊缝的数量 n。
3、在基本特号上边标注:坡口角度a,根部间隙b。
;.
..
七、焊接符号标注实例及方法
在焊接结构图样上,焊接方法可按国家标准-85的规定用阿拉
用阿拉伯数字进行表示, 将其标注于指引线的尾部。常用焊接方法的代号呈现于表3-9之中。要是属于这种情况的话, 标点符号。
将组合焊接方法, 以“/”进行分开, 左侧所呈现的是正面(或者盖面)的焊接工序, 右侧表明的是。
于背面(或者打底)而言的焊接方法, 举例来说, V形焊缝先是运用钨极氢弧焊进行打底操作, 随后利用手工电。
弧焊盖面,则表示为141/111。
标注示例, 关于焊缝符号以及焊接方法代号, 呈现于此, 见图3-21。此图所表达的是, V形坡口相对应。
承接焊缝, 于背面进行封底焊接, 正面的焊缝其表面要达到齐平的状态, 焊接所采用的方法是打底焊时运用手工钨极。
氮弧焊,盖面焊和封底焊用手工电弧焊。
;.
..
八、钢结构焊接符号及标注
1、表示基本符号、补充符号、有与基准线相交的情况, 有与之相切的情况, 存在同基准线重合的线段, 线段情况要用粗实线来表示。
示。
2、焊缝的基本符号, 是粗实线, 辅助符号, 同样按要求是粗实线, 补充符号(尾部符号除外)也都是粗实线, 尺寸数。
;.
..
字, 原则上同样是粗实线, 尾部符号是细实线, 尾部符号主要用于标注焊接工艺以及方法。
等内容。
3、当为双面对称焊缝时。基准线可不加虚线,如图1-35。
4、箭头线同焊缝相对的位置, 通常没什么特别要求, 然而在对单边形焊缝做标注的时候, 箭头线得指向。
向带有坡口一侧的工件,如图1-36。
5、在同一个图形那儿, 当焊缝的形式是一样的, 断面尺寸规格等同, 辅助要求也没差异的时候, 能够只挑选一处进行标注。
标注焊缝的符号,以及尺寸, 并且还要加注, “相同焊缝的符号”, 这个相同焊缝符号是3/4圆弧, 它要进行绘制。
如图1-37(a)所示, 在引出线的转折之处, 于同一图形之上, 当存在数种相同焊缝之际, 可把焊缝。
;.
..
分类编号, 被标注于尾部符号之内, 其所采用的分类编号是A、B、C等等, 在同一类焊缝范围里能够进行选择。
一处标注代号,如图1-37(b)。
6、熔透角焊缝的符号不是随便标注的, 它得按照图1-38的那种方式来进行标注, 熔透角焊缝的符号呈现出来的样子是涂黑的圆圈。
画在引出线的转折处。
7、若采用形状之中相对较长的那种角焊缝, 像是用于焊接实腹钢梁翼缘的焊缝, 那么可以不借助引出线予以标注, 反而。
直接在角焊缝旁标注焊缝尺寸值K,如图1-39。
8、连接长度当中只要只是仅仅有局部区段存在焊缝的情况下 , 照图1-40进行标注。脚向着前方伸出的距离为角焊缝焊脚尺寸的K。
9、当焊缝分布呈现出不规则的状况时, 在对焊缝符号进行标注的那一刻。在焊缝所在的位置添加中实线用来表示能够看见。
焊缝,或加栅线表示不可见焊缝,标注方法如图1-41。
;.
..
10、两个构成相互焊接关系的焊件, 在其焊缝为进行了单面焊接且带有双边呈现不对称情况的坡口焊缝状况下, 引出线的箭头。
指向较大坡口的焊件,如图1-42。
11、位于工作件周边的围焊缝符号是以圆圈来进行表示的, 它被绘制于引出线的转折之处, 且做了标注。
其焊角尺寸K。如图1-43。
12、有三个或者超过三个的焊件彼此进行焊接时, 那焊缝不可以当作双面焊缝去标注, 焊缝。
符号和尺寸应分别标注,如图1-44。

13、于施工现场开展焊接操作的焊件, 那块焊件的焊缝要标记 “现场焊缝” 符号。“现场焊缝” 符号是这样的。
涂黑的三角形旗号,绘在引出线的转折处,如图1-45。
;.
..
14、带有坡口的焊件, 与另一个相互焊接的焊件中, 若只有此带坡口焊件为单面V形, 且是唯一带坡口情形, 那么引出。
线箭头是指向带坡口的焊件,如图1-46。
15、坡口尺寸的标注
对于普通的焊缝,仅仅标注基本符号, 并不标注坡口的尺寸, 而坡口尺寸是由工艺来决定的。
;.
..
针对具备强度要求、气密性要求等方面的焊缝, 以及受到结构限定的特殊坡口, 需要对坡口尺寸予以标注, 这是必然的。
要时用图示法绘制坡口结构图。
16、对接焊缝, 其有效厚度S, 是靠工艺予以保证的, 焊完之后, 是没法进行测量的, 通常情况下, 是不会进行标注的。
17、焊脚尺寸K的大小, 通常是这样的, 有3, 还有5, 接着是8, 然后是10, 之后是12, 继续是14, 这其中也包含20。
;.
..
18、断续焊缝的标注。
代表焊缝段数的那种符号是n, 意味焊缝长度(不把弧坑计算在内)的那个是l, 而表示焊缝间距的就是e。
;.
..
九、焊接接头形式选择
其中, 焊接接头形式能够分为, 对接接头, 搭接接头, T形接头, 角接接头, 不同。
的接头形式承载能力和应力分布情况不同。
1、对接接头:两焊件同在一个平面上焊接而成的接头。
特点是, 应力集中相对而言较小, 能够承受较大的静载荷, 以及较高的疲劳交变载荷。
意:板厚不同,应将厚板削薄后对接。L≥3(δ2-δ1)。
;.
..
2、搭接接头:两焊件相互错叠,在焊件端头进行焊接的接头。
特点是, 应力分布并非均匀, 疲劳强度相对较低, 焊前准备以及装配工作相较于对接接头。
它具有简单的特点, 其横向收缩量相较于对接接头而言更小, 它适用于被焊结构的狭小之处, 还适用于密闭的焊接结构。
构。
3、T形接头:两焊件相互垂直,在交角处进行焊接的接头。
其具有这样的特点, 应力分布并非均匀, 尽管承载能力不高, 然而却能够承受来自各个方向的力, 以及力。
矩, 属于比较理想之焊接接头形式哩。留意着, T形接头应当避免去采用单面角焊缝哟。
4、角接接头, 是那种两焊件边缘彼此相互垂直的接头, 并且是在顶端边缘之上进行焊接操作的接头, 角接接头常常会这样。
;.
..
用于箱形结构。
特点:承载能力低,但能承受各种方向的力和力矩。
常用的角接头如下:
;.
..
十、坡口的设计
1、坡口作用:主要是增大熔深,提高焊缝截面的有效厚度。
以对接Y形坡口为例:
把坡口角度α设定为从40°到60°, 要是α太大, 就会增加加工时所需的余量, 还会增加焊接时所产生的成本以及产生变形现象。
钝边高度p:需要熔透时一般为1~4mm;
根部间隙b, 其作用是保证钝边熔透, 它的数值一般在2到4mm之间, 倘若过大就容易形成虚焊。
坡口深度H:根据需要的焊缝厚度来设定。
2、坡口形式:
①对接焊缝的焊接边缘, 存在卷边这种情况, 还有平对的状况, 另外还能加工成V形, 能加工成X形, 能加工成K形, 能加工成U形。
等。
;.
..
方形对接, 无间隙的那种情形, 是适合于板厚小于3mm的情况;有间隙或者带垫板的对接方式, 则是适合于。
厚小于16mm。加工的经济性最好。
单面V型:适合于板厚在16mm左右;
双面V型:适合于板厚在在32mm以下;
单面U型:加工难度增加,但比单V型坡口节省焊接材料;
双面U型:加工难度增加,但比双V型坡口节省焊接材料;
② 角焊缝的坡口形式主要有以下3 种:
根据受力情况决定是否需要焊透:
图a 为不开坡口的焊缝,加工的经济性最好;
针对于比较厚的板而言, 能够采用用图b所展示的K形坡口, 如此这般去做的话, 相比而言是比不采用开坡口而使用大尺寸。
的角焊缝经济,而且疲劳强度高;
对于要求达到完全焊透状态的丁字接头, 采取半 V 形坡口的方式, 从一个面进行焊接, 焊接完成之后进行清根焊。
满,如图c,比采用K形坡口施焊可靠。
3、坡口设计原则:
a. 经济性原则, 需在满足强度要求这个前提条件之下, 去挑选合理的接头, 还要选择合理的坡口, 进而减少。
;.
..
焊材的填充量,提高焊接效率。
b. 先考量坡口加工, 要优先去选择那种利于加工的坡口, 像是会有V形的, 会有X形的, 有U形的, 还有双U形的。
坡口,加工相对困难。
c. 预防焊接缺陷, 应避免采用不恰当的坡口形式, 因为采用不适当的坡口形式极易产生焊接缺陷, 像坡口角这种情况。
致使度过大, 进而焊接热输入呈现出大的状况, 导致工件出现变形;钝边过高, 使得无法达成完全熔透的情况, 产生残。
留的钝边即成了缺陷源。
十一、焊缝大小的的设计
1、角焊缝的焊脚尺寸K的设计
;.
..
① 根据有效截面大小选择焊脚尺寸。
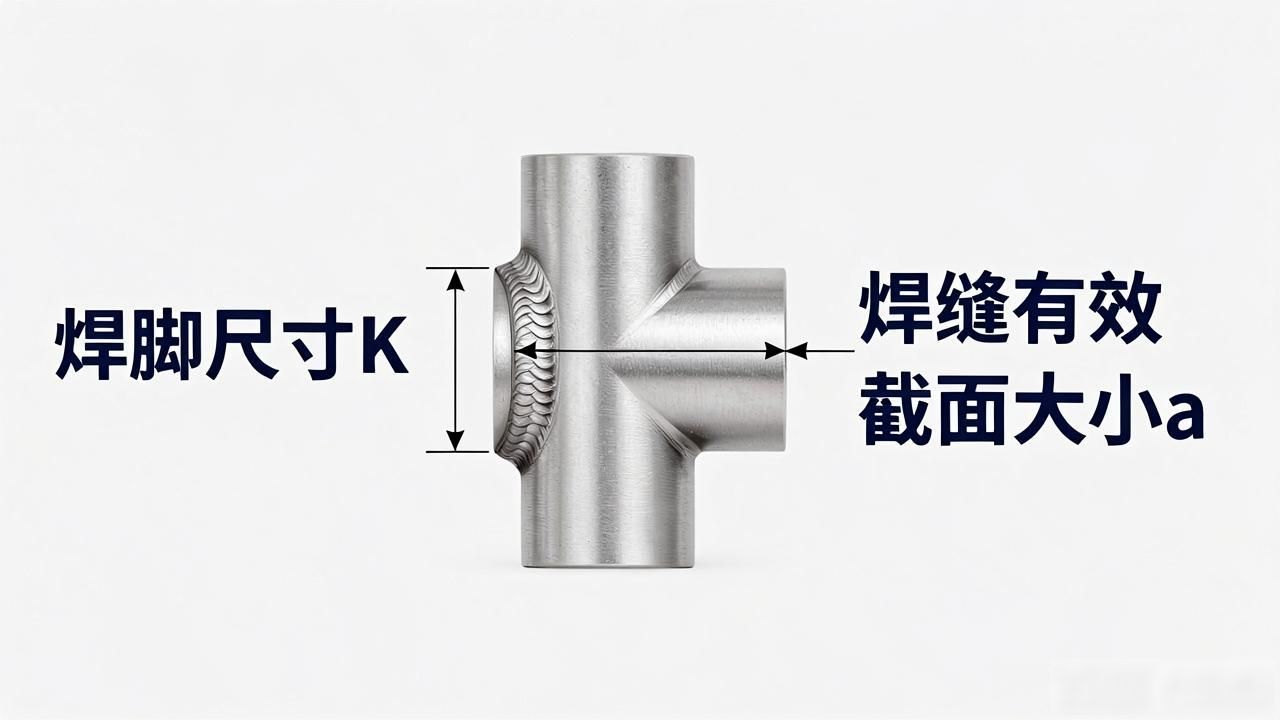
焊脚尺寸K与焊缝有效截面大小a 的关系如下图:
说明, 随着h与k的比率呈现出增加的态势, 焊缝对于横向应力的承受能力会相应地出现增加的情况, 一直持续到该比率达到某一数值。
2.75 为止。
② 焊脚尺寸K与板厚δ:
③ 美国钢结构学会AISC-1.17.6 规定:
材料的厚度, 要是小于四分之一寸, 也就是六点三五毫米, 那么从端边开始算, 最大K能够和材料的厚度相等。
尺寸上, 存在这样一种材料, 其厚度呈现为等于或者大于四分之一寸的情况, 沿着端边开始, 最大垂直方向的K值, 相较于这种材料的厚度而言, 是要小十六分之一寸的。
直径为1.6毫米, 在图纸之上, 除了特别规定要求焊缝能够获取全厚度焊缝高的情况之外。
④ 最小焊脚尺寸
美国焊接学会结构的焊接规程(D1.1-72)如下:
;.
..
十二、接头位置的设计考虑可操作性
接头的位置, 其设计存在不恰当之处, 致使焊工不能够进行操作, 或者使得点焊变得困难重重,不可避免地会引发焊接方面的不足。
为此设计时要考虑操作空间。
;.
..
钢结构焊接符号大全
;.
..
;.
..
;.
..
;.
..
;.
..
;.
..
钢结构焊接符号标注实例
常见的焊缝标注错误
;.
..
上帝把我创造出来之际, 它向我询问, 期望在这人世间成为怎样一种人, 我未作丝毫迟疑。
的说,我要做一个伟大的世人皆知的人。于是,我降临在了人间。
我诞生于一个有着官僚身份的知识分子家庭之中, 父亲于朝廷里担任官职, 对诗书进行精细研读, 母亲知晓。
书答礼,温柔体贴,父母给我去了一个好听的名字:李清照。
小时候, 我受到父母的影响这个情况之下, 饱读了诗书, 从而变得聪明且伶俐, 在朝中拥有了“神童”这样的称号。
小时候, 我天真且活泼, 才思还敏捷, 在小河畔, 在花丛边, 洒满了我的诗, 洒满了我的笑, 无。
可置疑,小时侯的我快乐无虑。
青春的我恰似这般, 兴致尽头才傍晚返舟, 却不小心闯入藕花繁茂的深处。奋力划桨, 奋力划桨, 惊起了那一片滩涂之上的鸥鹭。
朝阳之下有一只小鸟, 它处于自由自在的状态, 不存在任何约束, 少女拥有纯净的心灵, 流水自身也呈现出一种状态。
然接受洗礼之时, 那纤细的手指, 拈起了一束花, 而后轻轻抛入水中, 花儿就这样随波荡漾开去, 此时发髻之上沾着晶莹的露水。
水,双脚任水流轻抚。身影轻飘而过,留下一阵清风。
;.
..
然而到了晚年之时, 我却是在一片黑暗的状况里生活着, 家庭出现了衰败的情形, 社会发生了改变, 逐渐地被消磨。
牵动着我那颗十分柔弱的心, 我几乎快要对生活陷入绝望, 每一天都在痛苦之中慢慢消磨掉时光, 一切仿佛已然是。
灰暗的, “寻寻觅觅”, “冷冷清清”, 这千古叠词句, 是我当时心情的写照, “凄凄惨惨戚戚”。
照。
最后,香消玉殒,我在痛苦和哀怨中凄凉的死去。
位于天堂之中, 我再度瞧见了上帝。上帝询问我过得情形如何, 我先是摇了摇头, 而后又点了点头。
针对我的一生给出的评价, 我原本以为了, 身为一位有名的人, 一生应当是被欢乐以及荣誉给环绕着的。
可我发现我错了。于是在下一轮回中,我选择做一个平凡的人。
我降临于这个世间, 我身为一个平凡无奇之人, 我既未曾有名气, 也并非出众, 然而我却拥有着一切。
有着这样特别的幸福: 我拥有一个充满温馨氛围的家, 我存在着可亲且可爱的同学以及老师, 再者那便是我每日都处于平凡又能收获快乐的状态。
活着,这就够了。
天儿呈现出蓝色而那风儿是轻轻的, 暖和的春风携带着春的气息, 吹进了明亮的教室, 我坐在那儿。
在教室的窗前那个方位, 望着我所拥有的各项东西一切情况, 我露出了甜甜的笑意笑了起来。随后我拿起握在手中的那支书写工具笔, 不禁进而由此想起。
李清照曾作过诗, 我虽并无横溢才华, 可我依旧拿起手中之笔, 以最。
朴实的语言,写下了一时的感受:
人的一生并非一直都是尽善尽美的, 每一个人都存在着令人不满意的地方, 这便要求我们把内心沉静下来。
来阅读自己的人生,体会其中无尽的快乐和与众不同。
不读书的富人难长久富裕, 不读书的穷人终究会一直贫穷, 为何从古至今都这般重视拥有学识呢?
之人? 那是由于存在着有学识的人们能够为社会奉献出更为巨大的贡献, 那时是因为读书能够给予人。
带来快乐。
;.
..
自看过《丑小鸭》这则童话后, 我有了改变, 变得开朗, 变成乐意同。
与人交往,而后变得自信起来了……缘由在于我明白:即便当下我身为一只“丑小鸭”, 然而只要存有。
怀有自信, 终有一日我会转变成为“白天鹅”, 并且会成为存在于世界上最为美丽的那一只“白天鹅”。
……
我读完了这一美丽的童话故事, 深深地, 被丑小鸭那自信以及乐观给折服了, 并且。
把故事讲晓于外婆听闻, 外婆亦因童话所赋之于己心之意蕴而惊愕不止, 尚吵嚷着。
不停吵闹着要再多看几本名著, 于是我又给外婆买了几本名著故事, 最开始的时候她自己阅读, 阅读到。
若遇到我不认识的字, 我便会告知她, 要是这一面里生字数量较多的话, 我会将整个一面读给她听, 逐渐地。
自己的语文阅读能力, 也有了不少的提高, 与此同时, 我发现了一个人读书的乐趣。
相比起两个人读书所拥有的乐趣 其乐趣程度要远远超过趣远 然而全家一起读书所展现出的乐趣 又在程度上远远超过两个人读书的乐趣。
大, 于是, 我就开展“业务”, 带动全家一同读书, 如今, 每当碰到好书, 大家也。
不管是男性还是女性, 不论老人还是小孩, 全都一股脑地冲上去, 争着抢着去“抢书”, 当我表明自身是最小的因而应该让给我的时候。
然而, 并没有人对我予以理会。最终, 还将书给弄成了破损的状态, 我带着怒意哭泣起来, 妈妈在一旁一边抚慰我, 一边。
跟外婆讲: “小孩年纪小, 得让着些。”外婆却带着不服气表达: “我都这般大岁数了, ”。

可怎么就没有人给予我相让的机会呢? ”众人纷纷各抒己见, 你一句我一句地说着, 谁都不愿意做出任何相让的举动……读书这件事让我清晰地知晓了。
善与恶, 美和丑, 悲跟欢, 离以及合, 阅读一本好书籍, 恰似同智慧之人交流, 探讨理想, 教会你分辨善与恶。
令你去弘扬那正义, 阅读一本不错的书籍, 好似正在品味一杯散发着香气的茶, 那余下的香气不断地萦绕着, 去阅读一本出众的书, 能够让一个人。
心灵得以净化, 书身为我的老师, 将知识传递予我;书身为我的伙伴, 同我倾诉。
心里话, 书是一把能为我开启知识通道入口的钥匙, 书还是一艘绝不会沉没于浩瀚水域的船。
引领我于人生绵绵延长的河中展开航行。实际上读书真正所拥有的乐趣恰恰是在这个地方, 并非是单独的一个人。
低下头, 苦苦地读书, 并非是得到好处也不跟旁人分享, 自己一个人去慢慢地品味, 更不是独自一人像着了迷一般。
;.
..
沉迷于书的海洋, 达到如醉状态无法自拔, 然而, 却知晓要和朋友一起分享其中乐趣, 还要和家人共同分享里面的欢乐。
好玩。这实乃读书真切本来之趣味呀!这全部的种种, 难道不正是我于书籍之中所遭受的教益么。
因我进行阅读, 所以我呈现出美丽之态;因我展开思考, 所以我拥有存在之质。我于内心深处切实地觉到: 我自。
在读书期间, 从中获得了教益。当目睹有些同学, 宁愿去买玩具, 也不愿意买书的时候, 我就会想到培根。
以下是改写后的: 说的话语是, 那种人世间最庸俗之人乃是不读书的人, 而最吝啬之人亦为不买书之人, 最。
是与书没有缘分的人, 才是可怜的人。”极为众多大量的作家, 还有伟人, 都极其十分喜欢去看书, 就比如说毛泽东。
东主席,他半边床上都是书,一读起书来便进入忘我的境界。
书可是我生活里头的好伙伴, 是我人生路途上的指引标志, 去读书, 读优质的书, 这就是我。
无怨无悔的追求。
下午13:00—17:00
全体员工, 都得自觉遵守工作时间, 实行不定时工作制的员工, 不用打卡。
3.1.2.2 打卡的次数规定为一日有两次, 其中一次是在早上上班的时候进行打卡, 另一次是在下午下班的时候进行打卡。
3.打卡时间是上班到岗的那个时间, 也是下班离岗的那个时间, 分别为1且2且3的打卡时间。
3.因工作事务外出无法进行打卡操作, 这种情况下要填写《外勤登记表》, 详细注明外出的日期, 明确事由, 精确记录外勤开始以及结束的具体时间。因公外出必须要提前进行申请, 倘若由于特殊境况无法提前申请, 那应当在事情结束回到岗位的当天完成申请以及审核流程, 标点符号。
办批手续, 不然按旷工处置。因停电、卡钟也就是工卡出现故障而未打卡的员工, 上班之前、下班之后要赶忙到部门考勤员那里填写叫《未打卡补签申请表》的表格, 经由直接主管签字用于证明当日的出勤状况, 然后报给部门经理、人力。
资源部予以批准之后, 到了月底之时, 部门考勤员会依据此来上报考勤情况。而上述这般情况当中的考勤呀, 是由各个部门或者分公司以及项目文员去协助人力资源部来进行管理的。
3.1.2.5 手工考勤制度
3.对于手工考勤制申请, 具体针对于1.2.6, 鉴于工作性质的缘故, 员工没办法正常打卡, 像是外围人员、出差这种情况, 各部门可以提出人员名单,经过主管副总批准之后, 再报送人力资源部进行审批备案。
3.员工, 若参与手工考勤, 其考勤管理工作, 需由主管部门的部门考勤员(文员)来做, 或者由部门指定的人员负责, 并且要在每月26日前向上递交考勤报表给人力资源部。
3.参与手工考勤的员工, 要是出现请假状况, 那就得去遵守相应的请、休假制度, 依照实际情况去填报相关表单。
3.一点二九, 外派员工于外派工作之时的考勤, 要在外派公司进行打卡记录, 要是碰到中途出差的情况, 持有出差证明, 出差期间的考勤需在出差地所在公司打卡记录。
3.2 加班管理
3.2.1 定义
加班是指员工在节假日或公司规定的休息日仍照常工作的情况。
A.现场的管理人员以及劳务人员的加班, 应当进行严格的控制, 各个部门需要按照月工时标准, 合理地去安排工作的班次, 部门经理要严格地审批员工的排班表, 以此来保证员工的有效工时能够达到要求, 凡是达到月工时标准的, 就应当予以扣减。
员工自身的存休或者工资, 对于超过月工时标准的情形, 要把理由加以说明, 向主管副总以及人力资源部去申报批准。
B.由于员工月薪资里面的补贴涵盖了延时工作补贴, 故而延时工作时长在4小时(不包含)以下的, 不会再另外计算加班工资。鉴于工作存在需求, 普通员工延时工作时长处于4小时至8小时之间时能够申报加班半天, 要是超过8小。
彼时能够进行加班一天的申报。针对于主管(包含)以及以上级别的管理人员而言, 在通常的情形之下, 延时开展工作并不计算为加班, 然而要是因为特殊的状况, 经过总经理以及上边层级的领导批准之后所进行的延时工作, 是能够按照上述的标准来计算加班的。
3.2.2.2, 员工加班的时候, 这件事是需要提前去申请的, 要事先把《加班申请表》给填写好, 要是因为没办法确定加班工时的缘故, 那么就应该在本次加班完成以后的3个工作日之内补足填写《加班申请表》这件事, 《加班申请表》必须经过部门经理的同意, 然后主管副总经理审核之后上报。
经总经理批准方才具备有效性。《加班申请表》得在当月内于事前上报方为有效, 要是碰到特殊情形, 同样得在一周内上报给总经理予以批准。要是没履行上述程序之举, 那就视作乙方是自愿加班的。
3.员工加班时, 同样需要按照规定去打卡, 要是没有打卡记录的那种加班情况, 公司是不会予以承认的, 倘若存在有打卡记录, 然而却没有得到公司总经理批准的加班, 公司也不会承认这种情况下的加班。
3.原则上, 参加公司所组织的各类培训, 参加公司所组织的各样集体活动, 不计加班。
3.2.2.5, 对于加班工资的补偿有规定, 员工要是在排班休息日进行了加班, 那么可以采用倒休的形式来安排补休, 在原则方面, 要是员工加班是以倒休形式来补休的, 公司会依据工作需要, 统一安排在春节前后去补休, 加班按照1: 1的比例来冲。
;.
..
抵病、事假。
3.2.3 加班的申请、审批、确认流程
3.《加班申请表》于2.3.1处, 要在各部门文员那个地方才行去领取的, 加班统计的周期, 是在上月的26日开始, 经过一系列日期的延续, 一直到本月25日这样的范围。
3.员工加班, 同样需要依照规定进行打卡操作程序, 要是不存在打卡记录的那种加班情况, 公司是不会对此予以承认的。各个部门专门负责考勤工作的人员也就是文员, 承担着《加班申请表》的妥善保管以及加班申报相关事宜的职责。员工在加班之前, 应当提前进行申请, 要事先去填写《加班申请表》。
从部门考勤员也就是文员那里领取《加班申请表》, 《加班申请表》要经过项目管理中心或者部门经理同意才行, 还要主管副总审核, 最后总经理签字批准后才有效。填好各项并做完审批手续后交给部门考勤员也就是文员保管。
3.由2.3.3部门的考勤员, 也就是文员, 负责去检查, 还要进行复核, 以此来确认考勤记录是真实有效的, 并且要在每月27日这一天进行汇总, 然后交给人力资源部, 要是逾期没有交的加班记录, 公司是不会予以承认的。
;.
..
平日行走之际, 常常看到废品回收之人在市井中四处奔波, 偶尔有空时便与他们进行一些交易, 听他们讲自己非常辛苦, 所挣的钱却很少, 对此有所感触, 特意在这里赋诗。
一一题记
骑着三轮的脚仿如轱辘
在大街小巷村镇游走
高亢嗓音呐喊悦耳
废品回收擦亮每一村落
不啻每一春夏秋冬
匆促步履浪迹江湖
只要有废品回收约我
第一时间到达场所
无论纸箱废铁电脑⋯⋯
不用废品都能回收
多多少少没有关系
;.
..
变废为宝亮堂新簇
;.
..
;.
..
;.
..
;.
..
;.
..
;.
..
;.
..
;.









暂无评论内容