
钢构件焊接变形与火焰矫正工艺初探
林毅俊
在这儿得有个摘要,它是这样的: 本文呢, 是依据笔者历经多年积攒下来的经验, 再结合相关的技术资料, 去阐述焊接变形的成因, 火焰矫正的原理等这些项目的内容, 进而对矫正工艺展开了初步的探讨。
关键词:焊接变形 温度应力 火焰矫正
0 引言
此刻, 钢结构于各种各样的建筑里头已然获得了广泛的运用。并且钢构件在制造进程当中大量运用了焊接工艺。这些构件于制作进程里全都存在焊接变形问题。若焊接变形不加以矫正的话, 那么不但会影响结构整体安装, 还会致使工程的安全可靠性降低。实践表明, 多数变形的构件是能够借助矫正工艺使其达成产品质量要求的。构件在生产进程中普遍采用的矫正办法, 主要存在机械矫正、火焰矫正以及综合矫正。然而火焰矫正是现场制作的钢构件进程中运用数量最多、并且颇具难度进行操作的矫正工艺。方法掌握若不当, 温度控制若不够精准, 还将会致使构件产生新的、更为严重的变形。所以, 火焰矫正这一操作, 是需要具备丰富实践经验的。火焰矫正所呈现效果的优劣, 其关键之处在于能否正确地挑选加热位置以及精准把控加热温度。本文恰恰是针对钢结构焊接变形的各类别以及火焰矫正工艺所展开的初步探究。
1 焊接应力的成因

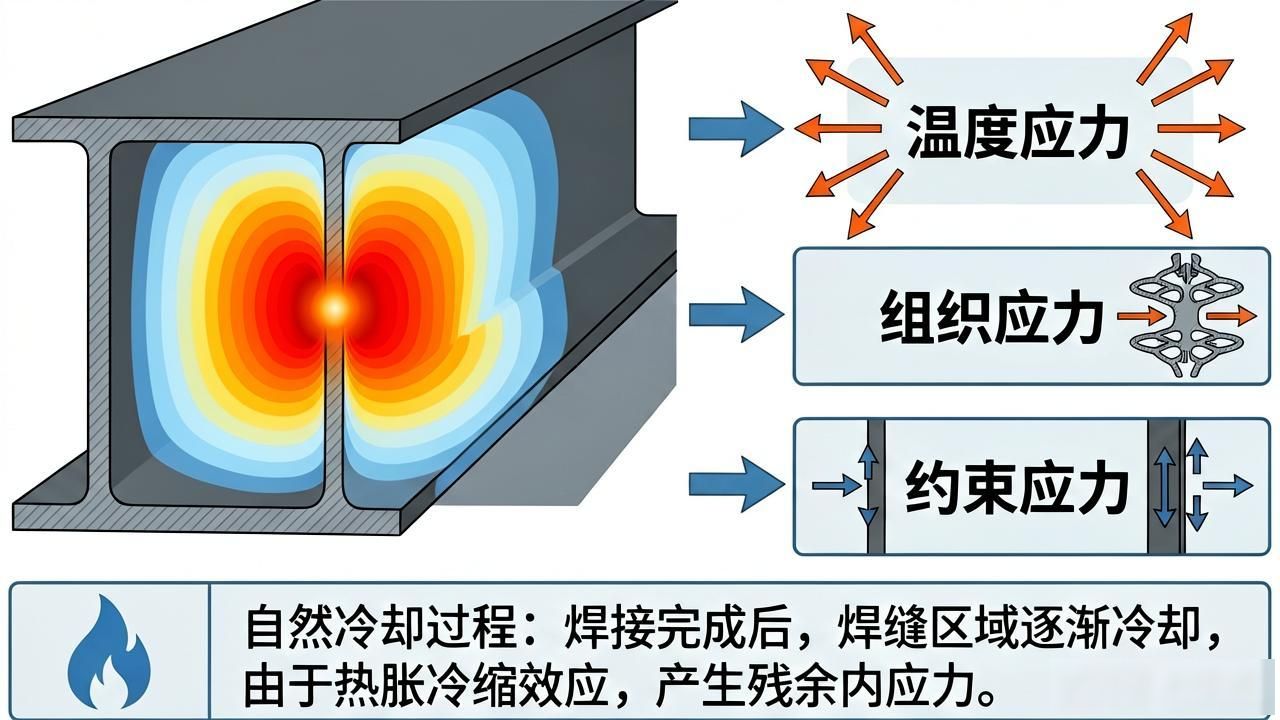
焊接钢构件时, 焊接区温度变化会产生三种内应力, 分别是温度应力, 组织应力, 还有构件自身受约束产生的约束应力。要是温度应力比材料屈服极限低, 焊后变形能消失;若大于屈服极限, 焊后接头局部区域就会出现塑性变形。自然冷却过程中, 处于弹性状态这部分的收缩会被塑性变形部分阻拦, 进而产生残余应力。
2 火焰矫正的原理
钢坯轧制后形成钢材, 钢材在长度方向能视作由众多纤维构成, 任何变形都是因其内部纤维长短不一导致的, 矫正原理是让纤维较短部分伸长或者使纤维较长部分缩短, 直到各层纤维长度趋向一致, 焊件内应力中总会伴随拉伸应力与压缩应力, 应力和弹性变形同时存在, 钢材温度升高, 屈服强度降低, 原有的弹性应变会变为塑性应变, 进而使应力松弛, 在一定温度范围里, 加热温度越高, 内应力消除越彻底。
3 焊接变形的种类与火焰矫正工艺
焊接变形所具备的基本形式包含角变形、弯曲变形、波浪变形。针对焊接变形常常会运用以下三种火焰矫正方法: 其一为线状加热法, 针对矫正变形量较大以及刚性较大的焊接结构之时, 能够开展线状加热, 在这个时候, 火焰沿着直线方向进行移动, 也能够同时在宽度方向进行横向摆动, 其宽度一般大概是钢材厚度的0.5至2倍。其二是点状加热法, 在通过火焰加热进行矫正时, 能够依据不同的情形加热一点或者数点, 倘若焊件相对较厚, 那么加热点的直径就要大一些, 要是焊件相对较薄,加热点直径就要小一点, 一般加热点直径不小于20至30mm。对于焊件而言, 变形量极大, 因此加热点之间的间距需要很小, 通常其间距处于50至100mm的范围。在进行矫正的过程当中, 当每加热一点完成之后, 就应当马上对加热点进行捶打。而在针对薄板发生的波浪变形进行矫正时, 最好是在加热点的周围实施浇水冷却之举之外, 还要进行锤击等操作。还有三角形加热法, 这种加热方式所产生的收缩量相对较大, 常常会被应用于厚度比较大、刚性较为强劲的焊接件所出现的弯曲变形情况。接下来要说的, 是以应用最为广泛的H型钢构件当作例子所介绍的解决不同部位特定施工方法的相关内容。
3.1 火焰矫正时的加热温度(材质为低碳钢)
种类 温度 冷却方式
低温矫正 500度~600度 水
中温矫正 600度~700度 空气和水
高温矫正 700度~800度 空气
3.2 注意事项

火焰矫正之际, 加热的温度不太宜于过高, 一旦过高那便必然会促使金属变得脆化, 进而对冲击韧性造成影响。对于16Mn而言, 于高温矫正时可绝对不要用水进行冷却, 像那些涉及厚度或者淬硬倾向较大的钢材也是如此这般。
3.3 翼缘板的角变形
于翼缘板之上, 在所对准焊缝之外的地方, 进行纵向线状加热, 此加热温度需要控制于650度之下, 注意下加热范围不可超过两焊脚所控制的范围, 因而不用水冷却。线状加热之际要注意这些: 其一, 不应于同一位置反复进行加热;其二, 加热过程当中不要去浇水。这两点乃是火焰矫正普遍遵循的原则。
3.4 H型钢构件上拱与下挠及弯曲
在翼缘板之上, 朝着与纵长焊缝相对之处, 从中间朝着两端进行线状加热, 如此便能够矫正弯曲变形, 为防止产生弯曲以及扭曲变形, 两条加热带需同步开展, 能够采用低温矫正或者中温矫正法, 此种方法有益于减少焊接内应力, 然而此种方法在纵向收缩之际有着较大的横向收缩, 比较难以掌控, 在翼缘板上实施线状加热, 在腹板上开展三角形加热。采用这样的办法去矫正柱、梁、撑的弯曲产生的变形, 成效十分显著, 横向呈现线状的加热宽度通常选取20至90mm, 当板厚比较小时, 加热的宽度应当窄上一些, 加热的过程是要从宽度的中间朝着两边去扩展的。线状加热最为适宜由两人同时开展操作, 接着再分别进行加热, 三角形的宽度是不可以超过板厚的2倍的, 三角形的底跟对应的翼板上线状加热的宽度是相等的。加热三角形是从顶部为起始点, 而后从中心朝着两侧去扩展, 一层一层地加热一直到三角形的底结束。加热腹板的时候温度是不能太高的, 不然就会造成凹陷变形, 而且很难修复。三角形加热的方法, 像上面所说的那样, 同样是适用于构件旁弯矫正的, 加热的时候, 采用的是中温矫正方式, 浇水的量是比较少的。
3.5 柱、梁、撑腹板的波浪变形

先要找出凸起的波峰, 这是矫正波浪变形的首要步骤, 接着用圆点加热法配合手锤开展矫正, 加热圆点的直径通常在50至90mm之间, 要是钢板厚度或者波浪形面积比较大, 那么直径也得放大, 可依据d=(4δ+10)mm(其中d是加热点直径, δ是板厚)计算得出的值来加热, 烤嘴从波峰开始作螺旋形移动, 采用中温矫正, 当温度达到600至700度时, 把手锤放置在加热区边缘处, 然后用大锤击打手锤, 让加热区金属受到挤压, 冷却收缩后能被拉平, 矫正的时候要防止产生过大的收缩应力。矫正完一个圆点之后, 再开展加热第二个波峰点的操作, 其方法与之前相同。为了加快冷却的速度, 可以针对Q235钢材实施加水冷却的举措。这种矫正的方法属于点状加热法, 加热点的分布能够呈现为梅花形或者链式密点形。需要注意温度千万别超过750度。
4 结语
火焰矫正并非绝对有好处, 一般情形下, 焊后进行热处理有助于缓和残余应力了, 然而, 试件所做的冲击韧性试验显示, 火焰矫正对于熔敷金属以及焊接热影响区的韧性提升没有益处, 有时在焊接热影响区的晶粒粗化范围之内还可能出现晶间开裂现象。火焰矫正是借助高温下材料强度的下降来达成消除应力的目的, 所以, 在进行火焰矫正时, 结构存在失去刚性的可能性, 对于采用整体或者局部火焰矫正的结构而言, 务必要考虑焊件自身在高温状态下的自支承能力, 依据构件的具体结构以及承载状态挑选适宜的热处理温度与时间。另外, 火焰矫正引发的应力跟焊接内应力一样均为内应力。不恰当的矫正所产生的内应力与焊接内应力以及负载应力叠加, 会致使构件超出允许承载范围, 进而造成承载安全系数的降低。因此, 进行研究, 去应用合理的焊接工艺, 这对于减小焊接应力而言, 对于提高钢构件制作质量来说, 更具备重要性。













暂无评论内容