
当号超过矫正机负荷能力, 或者构件形式不适于采用机械校正时, 便采用火焰矫正。
(1)由于钢材受热会以12×103(℃)的线影胀率向各方向伸长, 所以因周围受热处物体的限制, 受热物体受到压缩, 当冷却时比原来长度减少, 故收缩后的长度比未受热时有所缩短。而这种特性提供了火焰矫正的可能。用此法矫正时, 在适当位置对构件进行火焰加热, 构件冷却时会产生很大冷缩应力, 从而达到矫正变形的目的。
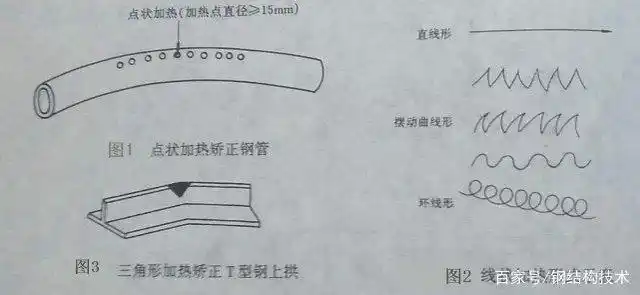
(2)火焰矫正常用的方法是什么, 温度又该如何控制呢, 火焰矫正常用的加热方法包含点状加热、线状加热以及三角形加热这三种。点状加热是依据结构特点和变形情况来操作的, 可以加热一点或者数点。线状加热的时候, 火焰要沿着直线移动, 或者同时在宽度方向进行横向摆动, 其宽度一般大概是钢材厚度的0.5到2倍左右, 此种方式多用于变形量较大或者刚性较大的结构的矫正。三角形加热的收缩量比较大, 常常会用来矫正厚度较大、刚性比较强的构件的弯曲变形。点状加热矫正的实例及示意图, 是图1, 线状加热矫正的实例及示意图, 是图2, 三角形加热矫正的实例及示意图, 是图3。

低碳钢以及普通低合金钢热矫正的加热温度通常是600至900℃, 800到900℃属于热塑性变形的理想温度, 然而不得超过900℃, 要是加热温度再高, 将会使钢材内部组织发生改变, 晶粒长大, 材质变差, 低碳钢塑性优秀, 收缩应力超过屈服点之时随即产生变形进而引发应力重分配, 不会出现大问题, 但是中碳钢却会因变形而产生裂纹, 所以中碳钢一般不采用火焰娇正, 普通低合金结构钢在经过加热矫正后应当缓慢冷却。
(3)用于火焰矫正的工具, 具备火焰娇正用烤枪的技术, 烤枪能够加长混合管, 以此来改善劳动条件。
K – 73H 自动线状加热机, 起到运用成效在于通过用于焊接之后处理钢板出现的各类变形, 还涉及钢板的向两侧折弯加工。其与从前的人工操作相互比较来讲, 更能够获取到在各类应用情形下都保持一致的加工特性表现, 极大程度将工作所需耗用的时间进行了缩减。
(4)有三种火焰, 其各自有着最高温度。怎样是射吸式焊矩呢, 它会利用氧跟乙炔混合而成的气体, 将其点燃之后, 气体就会燃烧从而产生火焰。通过调节氧跟乙炔的混合比例, 能够获取三种不一样性质的火焰, 这三种火焰, 氧、乙炔的体积比以及可以达到的最高温度, 都在(表一)中有呈现。
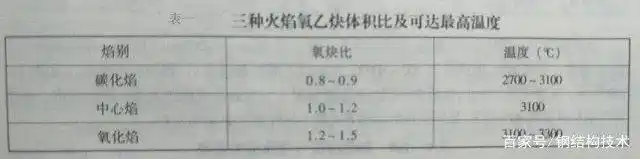
因乙炔未完全燃烧而形成的碳化焰, 容易致使钢材发生碳化, 尤其是对于处于熔化状态的钢材而言, 有着增添碳质的作用, 这种火焰在正常情况下应当尽可能避免被 使用。
要对变形较大这些部位实现矫正的话, 这里所要面对的要求呢, 便是加热下去的深度得大于5mm才行, 与此同时需要的是那种速度比较放慢的加热, 在这样的时刻, 选用中心焰来进行矫正, 如此才较为恰当。

对于那些变形程度较小的部位开展矫正工作, 要求加热的深度要小于5mm, 这种情况下就需要具备较快那般的加热速度, 在这个时候要用氧化焰去进行矫正操作。
(5)影响火焰矫正效果的因素里有火焰加热位置, 那火焰矫正加热状态对矫正效果有着怎样的影响呢, 火焰矫正关键在于火焰对钢材局部加热后钢材的变形规律, 加热形状、宽度、长度、大小、温度等也会影响火焰矫正效果, 加热位置的确定要选在钢材弯曲处其纤维需缩短的部位, 一般是在弯曲处向外凸的地方。
加热面积有着诸多方面, 比如加热线的宽度, 点的直径, 三角形的面积大小等, 会对矫正变形能力产生显著影响, 侧加热能让弯曲趋向于变直, 同一厚度的钢板, 加热线越宽, 钢板弯曲量越大, 一般而言, 加热线宽度与弯曲量呈现出成正比的关系, 加热线宽度处于板厚的0.5至2倍左右。
钢材用于要加热的温度, 处于火焰矫正所许可的温度范围以内, 关于烯正的变形能力, 通常来讲标点符号。
温度越高的时候, 矫正变形的能力就越大。针对100mm(直径)的圆钢, 在其处于中间位置的情况下, 以不同温度展开加热, 其加热温度跟冷却之后的圆钢有关 , 加热温度与矫正变形能力呈现出正比关系。

火焰矫正控制效果的重要一环是加热深度, 对于10mm厚的钢板, 在中间给20mm宽度作直线加热, 加热温度70℃, 在采取不同加热深度后, 钢板与弯曲量在不同加热深度情况下成曲线关系, 加热深度通常控制在钢材厚度的4%以下, 若用三角形加热方式则为构件宽度的44%左右, 加热深度一般很难测量, 大多靠经验判断。
若一次加热没能达成矫正效果, 那就得进行第二次加热, 这里第二次加热的温度应当稍微高于前一次加热的温度, 不然同样不会有效果。热矫正时, 加温的次数跟升温是成正比例关系的, 每重复进行一次加热就必须提升一次温度才会有成效, 然而当钢材的温度超过900℃以后, 材料的性能就会变脆, 进而影响到使用性能, 所以, 对于同一部位而言加热矫正不能超过两次。
热矫正过后的冷却方式同样是相当重要的, 比如说在空气中采用缓慢冷却的方式, 被加热区域的钢材其韧性几乎不会下降, 然而要是使用浇水这样的骤冷方式, 那么被加热区域就会出现明显的脆化现象。所以呀, 热矫正以后应当进行缓慢冷却, 不许用水进行骤冷。

(6)要遵守一定的工艺规程来进行火焰矫正操作的规程, 火焰矫正操作需依据这特定的工艺, 按此工艺规程去进行操作。
事先做好矫正之前的准备工作, 查看氧气、乙炔以及工具、设备的状况, 挑选那些合适的焊矩, 选择恰当的焊嘴。

②知晓矫正件的材质, 认识其塑性, 明白其结构特性, 清楚其刚性, 掌握技术条件, 熟悉装配关系等, 探寻出变形原因。
③通过用眼睛进行目测的方式, 或者借助直尺、粉线等工具来测量变形尺寸, 以此确定变形大小, 进而分析变形的类别。
④明确加热的位置以及加热的顺序, 思量是不是需要添加外力, 通常而言, 先对刚性大的方向予以纠正, 以及对变形大的部位进行处理。
⑤要确定加热范围, 以及加热温度, 还有加热深度。通常来说, 针对于变形情况较大的较为大型的工件而言, 其加热温度处于600至800℃这个区间, 而焊接件的矫正加热温度乃是700至800℃。
⑥对矫正质量予以检查, 挑选出未达质量要求的范围, 针对该范围再一次开展火焰矫正工作。要是矫正量过大, 那就得在反方向实施火焰矫正, 一直到契合技术要求为止。
一般件, 经矫正之后, 不需要做退火处理, 可是, 对于有专门技术规定的矫正件, 是需要做退火处理的,目的在于消除矫正应力。焊接件的退火温度, 一般是为650℃。
(7)火焰矫正实例。
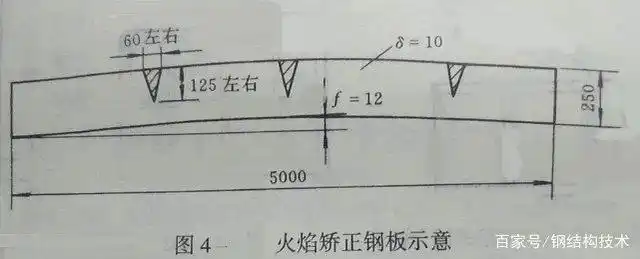
1)一钢板弯曲情况如(图4)所示,试用火焰矫正。
方法1: 对3个三角形进行集中加热, 加热的范围需要抵达铜板宽度的中心, 每一处边缘的地方都要取值。
宽度为60mmn, 加热的温度选取9O℃, 冷却之后进行观察, 要是存在不足, 在两个间距的中间又再次加热2处 , 依据残余变形量的大小对加热区的宽度予以调节。
方法2: 在中间, 3至4米的长度范围以内, 均匀地加热其凸出的边缘, 烤枪按照螺旋形的走向运作, 宽度大约为30毫米, 见到就离开。此时, 因为受热的面积小, 冷却比较快速, 可以很快看到矫正的效果。但是, 由于钢板容易产生平面外的挠曲, 适宜在反面同样烤1次。

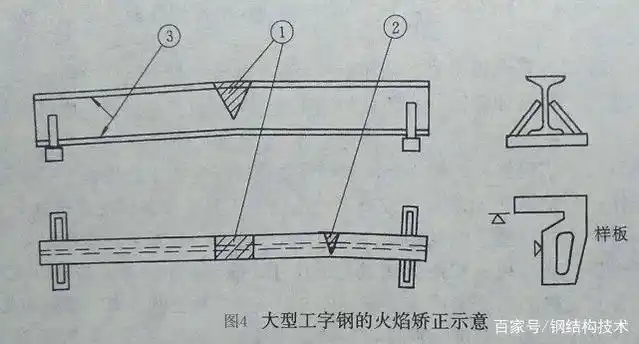
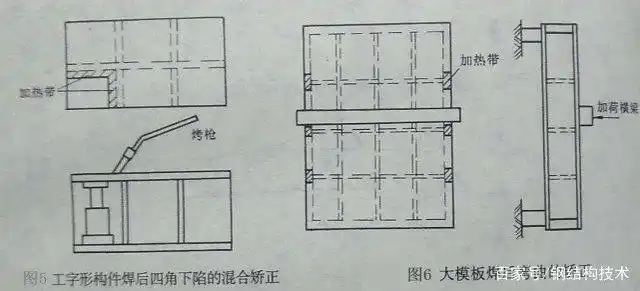
2)对大型工字钢60d进行火焰矫正, 它长达6m, 要矫正其上下方向的弯曲, 还有左右方向的弯曲, 以及上下翼缘与腹板的不垂直情况。
矫正的办法是, 先把两端架起来, 对①处进行烘烤, 以此来校正它上下的弯曲状况。在这个时候, 最少得使用两支烤枪, 让整个。
使与垂直(以图5为准)的阴影部分全部加热升温至700℃以上范围, 待冷却之后查看其变形状况是否达成要求, 要是未达到要求, 那就再次进行烘烤一次。等待达到要求后对②处作烘烤处理, 目的在于矫正其水平弯曲状态。等到水平以及垂直弯曲矫正完成之后, 才能够对③处进行烘烤, 以此矫正其翼板不垂直于腹板的情况, 其方法是一旦见红便向前行进, 对全长(或者局部)进行烘烤, 冷却之后对其加以观察, 并且使用样板展开检查, 只要间隙不超过规定便可以了。
3)工字形构件焊后四角下陷的混合矫正(图6)。
4)大模板焊后弯曲的矫正(图7)
5)对斗轮机的斗轮臂进行矫正, 参照图7 , 焊接之后, 右端出现向内收缩的情况, 收缩幅度大约为30mm , 采用左右旋丝杠将其顶出。
以后,在影线部分烤红,冷却后即达到要求。
6)进行模拟吊车梁焊后失稳、整体翘曲的矫正(图8), 焊后整个翘曲超过80mm。剖析原因, 是腹板较薄, 焊缝数量较多, 相对而言翼缘板的收缩量较少, 所以产生较大内应力。
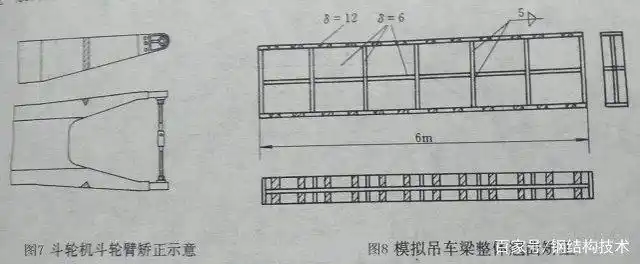
首先, 矫正方法是把梁放平, 接着, 要将上、下翼缘的影线部分烤红, 之后, 待其冷却, 此时内应力降低, 进而变得平整。













暂无评论内容