
大型钢构件变形的火焰矫正技术
中国国际专家交流网 黄夫宽
这里为您介绍火焰矫正技术, 它的基本原理被讲述了, 其应用技术也被提及, 之后还介绍了钢构变形矫正的工程实例。
关键词:火焰矫正技术钢构件变形加热区 1、概述
在工程的施工期间, 常常会碰到钢构件因焊接或者贮存、搬运不恰当而致使变形的情况, 一旦变形超出技术要求所准许的范围, 那么就应当进行矫正。矫正变形存在机械矫正法、火焰加热矫正法这两种方法。机械矫正法是借助外力让构件生成与焊接变形方向相反的塑性变形, 以此抵消原本的变形。火焰加热矫正法是运用火焰加热结构较长的部位, 从而使构件产生热压缩塑性变形, 用以抵消原来的变形。火焰矫正所呈现的效果, 其关键之处在于, 能否正确地挑选加热的位置, 以及合适的范围, 还有恰当的加热温度, 加之加热之后的冷却速度。就火焰热量而言, 不同的热量, 矫正能力是不一样的, 热量越大, 那么矫正能力也就越强。火焰热量的选择, 所依赖的是加热的温度。对于低碳钢以及低合金材料来说, 其加热温度通常是在600 – 800度这个区间, 能够运用常用的气焊焊炬予以加热。

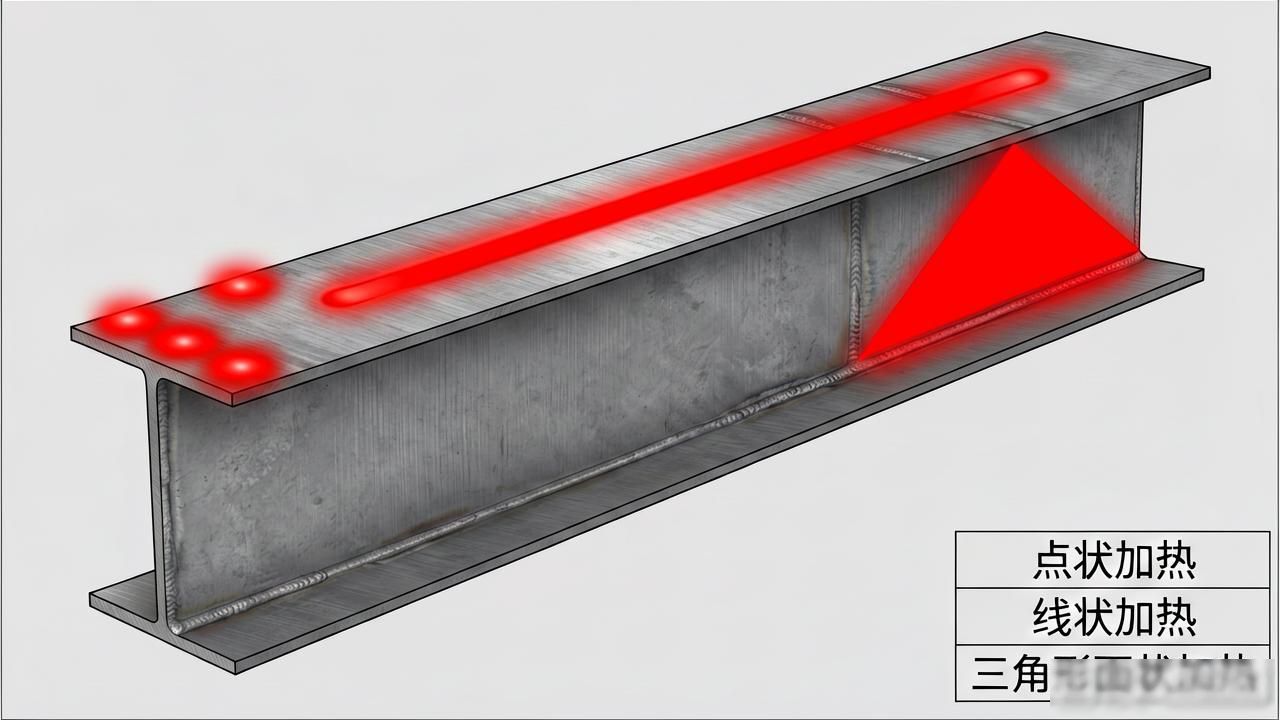
将火焰矫正的加热方式区分为, 点状加热, 线状加热, 以三角形为主的面状加热, 此三种类型。
(1)有些加热方式是点状加热, 此方式专门用作来化解薄板结构方面出现的变形情况, 针对厚板而言, 其加热点直径d要大一点, 通常是d≥15mm, 变量越大的时候, 点与点之间依照中至中准则的距离a就应当越小 , 一般a取值范围是50 – 100mm, 为了提升矫正的速度并且防止冷却之后加热点出现突起小泡, 能够在加热完每一个点之后就立即使用木锤去锤打加热点周围的区域。
(2)火焰沿直线方向移动, 或同时在宽度方向作横向摆动, 这种情况称谓线状加热, 它通常被用于消除底板与肋板角焊缝所产生的角变形, 也能够用于弯曲板件。
(3)底边处于被矫正构件边缘的三角形加热区, 其顶端朝天, 通过发挥三角形加热区的均匀收缩作用来矫正构件变形, 运用的是三角形加热方式。这种加热方式对消除框架结构像工字钢梁等的弯曲变形点极为有效。
2、火焰矫正钢结构变形技术应用实例
我矿的汽车衡秤线主梁, 是由两根55号工字钢构成的, 这工字钢的材质乃是Q235低碳结构钢, 其长度为14m。在安装期间发现, 鉴于贮厚以及运输过程中不小心, 工字钢出现了弯曲变形的情况。因为现场条件欠佳, 并没有压力机等大型设备,没办法采用机械矫正法来进行矫正, 所以采用火焰矫正法去矫正主梁的变形。

2.1火焰矫正法加热方式的确定
依循《钢结构验收规范》给出的要求, 主梁工字钢的直线度有着偏差情况, 当中偏差最大的情形是不会超过5mm的。可是经过检查之后却发现, 主梁出现了纵向上拱弯曲变形的状况, 其呈现的上拱值是9mm, 这已然超出了《规范》所要求的范围。基于主梁弯曲变形所呈现的情况, 从而确定要采用三角形加热法对主梁变形进行矫正。
2.2三角形加热法的操作工艺要点
(1)加热温度为600-800度
(2)要依据构件的变形部位, 来挑选加热点位置以及加热区范围大小, 其中, 加热点要选在变形值最大的那个部位, 加热区的高度还有宽度是按照变形量大小来确定的, 加热点位置以及加热区域大小如同附图所展示的那样。
(3)在矫正的进程当中, 当那个加热的区域达成了规定的温度之际, 进行浇水从而实现冷却, 以此来提升矫正所获得的结果。
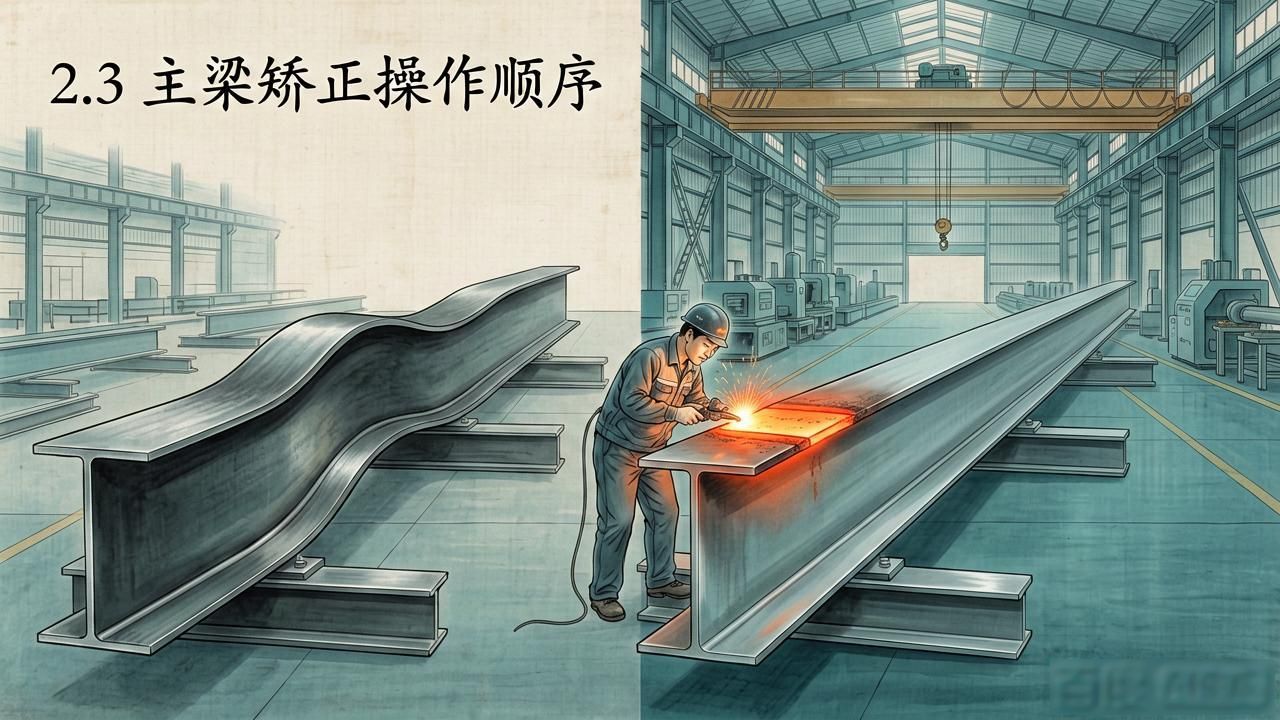
2.3主梁矫正操作顺序及效果
有主梁矫正, 其分两次开展相关操作, 第1次是针对测点3部位 的上拱变形加以加热矫正, 加热区呈现出两个倒三角形的形态, 这两个倒三角形分布于测点3的两侧, 三角形的底边处于工字钢的上翼, 腹板上三角形加热区的高度是500mm, 底宽为500mm, 并且对上翼板长度涵盖的范围也进行了加热。矫正之后, 经过检查发觉, 该处的上拱变形已然消除, 然而在距离B端2.8m的地方存在弯曲变形, 此变形致使测点4位置向上拱起5mm。
距离B端2.8m的部位, 进行了第2次加热矫正其变形, 加热区的变形呈现为正三角形, 该正三角形的底边处于工字钢的下翼, 腹板上的三角形加热区, 其高度是300mm, 底宽为300mm。矫正之后经过检查, 发现在端上拱变形已然消除, 整个工字钢的不平直度仅仅只有1mm, 这符合《规范》所提出的要求。上述两次加热矫正所达成的效果, 可见附表。结语, 实践证实, 火焰矫正法的操作极为简便, 其所运用的工具以及设备很简单, 矫正变形时的精确度相对较高, 与机械矫正法相比较而言, 矫正使用所需的费用非常低, 对于大型钢结构变形的矫正具备现实意义, 这种矫正大法在没有大型机械设备的基建施工作业现场值得予以推广, 项目主梁上拱变形值, 毫米, 测点一, 测点二, 测点三, 测点四, 初始值, 零, 四九零, 一矫取值, 正负一百, 零, 五, 二矫取值了哦, 零, 零, 零, 一。
3、结语
经过实践验证, 火焰矫正法展开操作的过程是十分简便的, 其所运用的工具以及设备是简单的, 矫正变形时所达成的精确度是较高的, 矫正使用时所需的费用相较于机械矫正法来讲是很低的, 对大型钢结构的变形进行矫正具备切实的现实意义, 这种矫正的方法在无大型机械设备的基建施工现场是值得去推广的。













暂无评论内容