
钣金加工领域里, 图纸展开身为一个极其关键重要的环节, 它关联到将繁复复杂的钣金件结构转变化为易于进行加工的平面图纸, 为了助力协助工程师们更为高效地达成完成这一任务事情, 本文会对一种简化钣金件图纸展开的工作流程予以介绍说明, 通过依照遵循这一流程, 工程师们能够迅速马上上手。提高工作效率。
二、展开图绘制步骤:
仔细审查原始图纸, 以确保能理解其那个设计意图以及要求, 这是审图, 为展开图建立具备便于管理与查阅功能的专门文档, 此为建立文档, 依据需要去选择能够确保图纸比例和格式统一的合适图框, 这叫确定图框, 把钣金件的结构转变成平面图纸之时要注意保持结构的完整性, 这是图面展开, 按照实际所需去调整图纸比例以使尺寸准确, 此为调整比例, 把调整好了的图纸打印出来以便后续加工与使用于的打印出图, 对打印出来的图纸做仔细检查以确保不存在错误和遗漏, 这便是检查。加以额外说明: 按照所需增添必要的阐释以及标注, 以此做到便于理解与加工。进行标注尺寸: 针对图纸里头的关键尺寸予以详尽标注, 保证在加工进程当中能够精准把控尺寸。
三、展开图绘制方法:

利用专业软件PRO/E来进行自动展开, 以此提高效率, 这是一种方式。拼凑法是通过拼接多个简单图形, 从而近似表示复杂结构的办法。中性层法是以中性层为基础去进行展开, 这种方法适用于弯曲或拉伸等变形情况。对称法是利用对称性来简化展开图的绘制过程。特征点法是通过找出关键特征点, 进而进行展开图的绘制。
四、展开图注意事项:
图纸展开方式得在合理之下做到简洁, 以此减少没必要的工序, 还要顾及到加工的便捷程度。要合理去挑选公差范围, 同时得考虑喷粉以及烤漆等工艺对尺寸所产生的影响。要保证毛刺的方向是向下的, 从而方便后续的加工以及处理。要挑选适宜的刀具来做切割以及加工。对于有抽牙、压铆、冲凸或者冲桥等操作的部位, 要明确其位置以及方向, 必要的时候还得绘制剖视图加以说明。对于门板和盒体之类的料件, 要合理地选择包边关系并且确保包边间隙处于适中状态。在一个料件分成数量不止一个的部件之时, 要开设用于焊接的定位口, 还要绘制出折弯的示意图形, 其目的在于方便进行加工以及组装。要是碰到折弯复杂的工件, 就得绘制详尽的折弯线, 或者画出示意图形, 以此确保加工具备准确性。在标注尺寸这个操作过程中, 需要全方位、精确无误地把全部关键尺寸标记出来, 尤其是重点检验的尺寸以及定位尺寸, 以此防止出现遗漏或者产生误解。
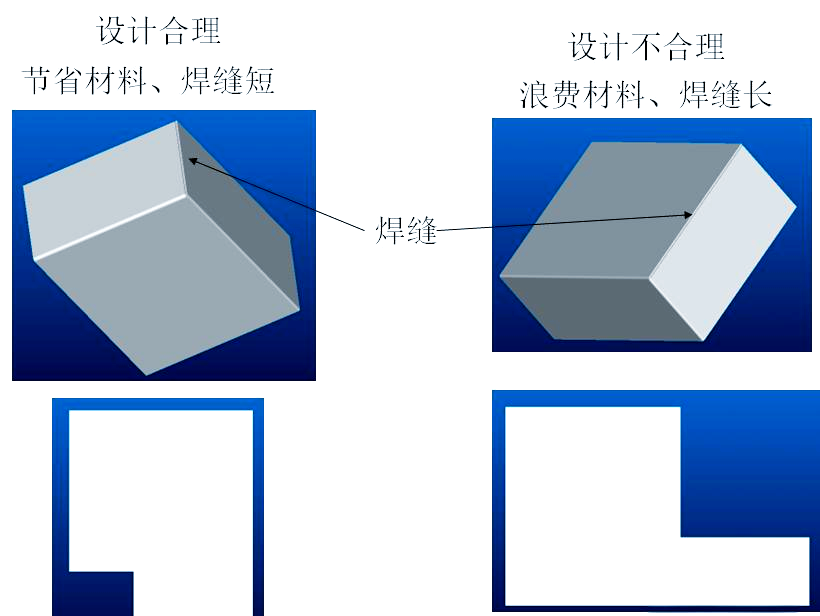
在钣金件建模进程中, 我们还要思索折弯角的工艺缺口事宜, 合理的工艺缺口设计能够进一步提高产品的外观质量, 与此同时, 为了节省材料以及削减焊缝, 降低成本, 建模时也得对此予以综合考量, 另外, 压铆底孔和螺纹底孔的准确性亦是建模过程里不可轻视的一点, 最终, 我们还得从整体层面考虑钣金件的可制造性与可装配性, 确保各个环节都能顺利开展。

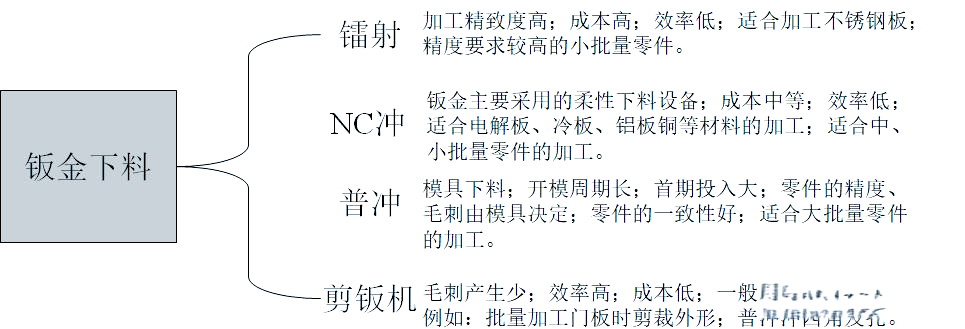
被称作工艺路线的工艺流程, 是指导零件加工的细致蓝图, 它妥善规划了各工序的先后次序, 这一过程不光决定了零件怎样制造, 还为操作人员给予了明晰的作业指引, 在钣金加工范畴, 该流程包含了诸多工序, 像下料、去毛刺、校平、拉丝、钳工、折弯、冲压、压铆、拉铆、焊接, 以及表面处理(例如电镀、氧化、喷涂)和装配等等。
在对工艺流程展开深入探究的时候, 我们要去分辨工序跟工步的概念, 处在同一工序之中, 有可能涵盖多个工步, 像是冲压工序也许会划分成工步1冲凸包, 工步2冲翻边, 以及工步3冲滑道等等, 另外, 把工序图制作出来也是领会工艺流程的关键的一个环节, 它借助图形化的形式给操作人员予以直观可见的作业指引。
与此同时, 我们必需把控设计基准跟工艺基准的转变, 以及尺寸链的换算方式。这些知识对保证工艺流程的精确性与高效性起着关键作用。
最后,让我们进一步深入探讨各个主要工序的细节和要求。
五、折弯工序详解

第一步, 我们务必要深深通透数控折弯机的运行原理。除此之外, 面对不一样厚度的板材, 应当灵动更替适配的V型槽下模, 以此保障加工质量。与此同时熟知折弯机上模的形状以及其R角特性,对于把控折弯技巧来讲十分关键。弄清楚折弯机怎样达成圆弧折弯, 以及所需的专门工具, 同样是不可缺少的一个方面。
操作之时, 我们得留意折弯机诸多限制条件, 像不同板厚对应的最小折弯尺寸, 还要留意之。与此同时, 要仔细考虑折弯孔与边缘最小距离, 以此避免孔洞变形。此外, 熟悉折弯机X、Y、Z轴行程范围, 对确保加工精度及效率很关键。最后, 掌握折弯过程中压段差, 以及压线和压死边处理方法, 会让我们操作更顺手。












暂无评论内容