
提醒:点上方↑↑↑“钣金学习网”免费关注
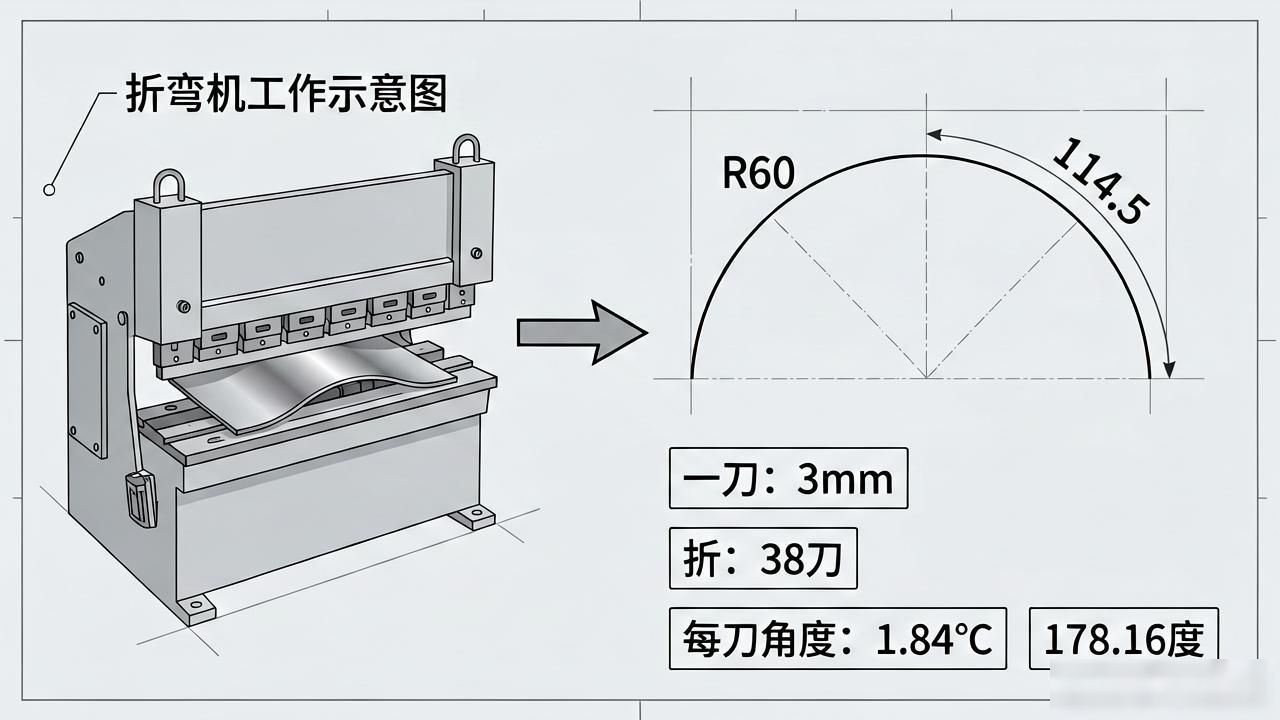
图纸呈现的是这样的, 板的厚度为1.5mm, 我要折这个圆弧, 我第一次折它, 根本就不会, 角度没交代, 是R60, 我不知道多少度, 我若折R60那个角的话, 要怎么算, 我是295.43加上114.45等于410, 在这里折吗, 多少刀, 每刀多少度, 折到295, 还有那个R40, 我从141.6加上49.3等于191, 在这里折对吗, 折多少刀能到141.6, 同时折多少刀能是这个角度, 我现在就是瞎蒙着折, 弯度浅了就使劲掰, 板长就算900mm。

角度为110度以及70度, 我依据70度来讲情况了, 弧长已经标注为114.5 , 针对这个114.5的圆弧, 你要去折多少刀呢, 假设一刀是3㎜ , 那么就是114.5除以3等于38刀, 用夹角70℃除以38刀, 这样就得出每刀的角度是1.84℃ , 180减去1.84等于178.16度。
二: 起始地方是这条, 圆弧折弯线, 295.4加上114.5之后, 再减去3 , 按照三四毫米的间隔, 一刀一刀去进行计算, 算出总共需要多少刀, 然后把这些刀数进行平均分配就可以了, 找一块废料, 去进行调试, 这样是最为方便的。
那个折弯起始线呢, 是边长加上弧长之后, 再扣掉两三个毫米得到的, 圆弧主要是调整角度比较麻烦, 而且它越长就越难以调整。
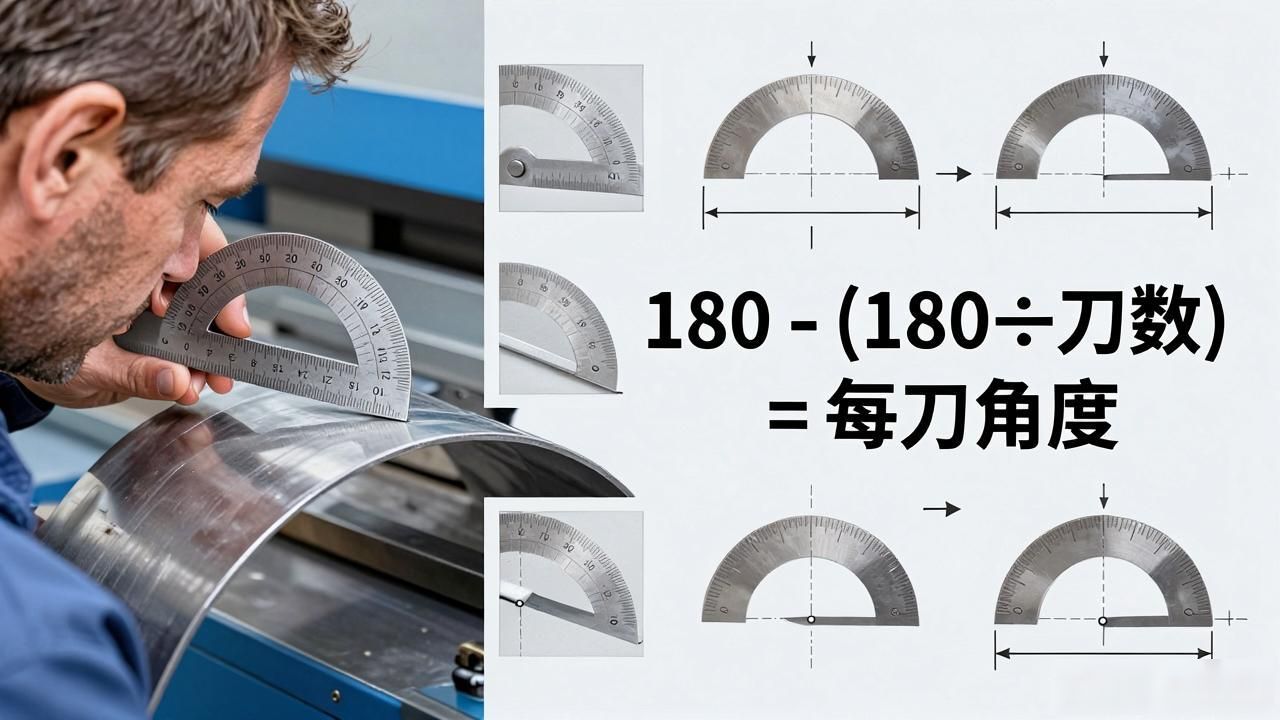
其一, 要先去踩那180毫米的直角。其二, 圆弧的间隔差不多就是3毫米左右。其三, 弧长要是给了的话, 就要先计算究竟要折多少刀。其四, 要是没给角度, 那就用角度尺在图纸上去比划一下, 因为角度实际上是能够比划出来的。其五, 大概的公式是180减去(180除以刀数)等于每刀的角度, 这样应该问题不大。
进钣金招聘求职交流群
激光自动排版软件,SW钣金设计展开教程
激光切割岗位教程,钣金折弯教程,钣金资料

CREO钣金设计展开教程,铝单板犀牛教程
手机版三维看图软件,1400多套钣金图纸
以上资料












暂无评论内容