
1、简析火焰校正, 搞清楚总结部分, 因为材料、设备、运输等方面因素带来的影响, 致使原材料出现变形情况, 并且在制造进程当中存在切割变形、焊接变形、运输变形以及吊装变形;针对这些变形, 经由实践以及初步的理论剖析, 对校正的工序予以探讨, 还对校正的温度、加热时间、加热范围展开研究, 对校正的位置进行一般性讨论。关键词为火焰校正、位置、时间、温度、加热工序, 于钢结构制造进程里, 因材料、设备、运输的影响, 造成原材料变形。制造过程里, 存在切割变形,焊接变形, 运输变形以及吊装变形等情况。这些变形当中, 对于原材料的变形, 能够采用平板机或者卷板机去消除变形, 然而对于翼板小于六十毫米的“H、T”等规则物体所产生的焊接变形, 却能够借助翼缘校直机来矫正。
2、对于背, 以及其它呈现变形状态且尺寸较大的工件而言, 是没办法借助校直机来进行校正操作的, 特别是那些焊接之后具备复杂外形的工件, 更是根本无法运用校直机来校正, 而是通常会采用火焰校正的方式。导致出现这些变形情况的原因在于, 构件或者原材料受到了外力或者内力的作用, 进而会引发拉伸现象, 还会产生压缩、弯曲、扭曲或者呈现复合变形。各种变形产生原因的分析情况如下: 原材料出现变形 , 生产期间 , 当轧辊发生变曲 , 或者间隙以及速度的分布并非一致时 , 便会在宽度方向产生机械应力 , 进而引起变形 ;存放时出现不当情况从而引起变形 , 在存放数量较多 , 并且堆放时间较长时 , 物体因其自身重量而引发朔性变形 , 运输与吊装若存在不正确情形 , 则会致使物体出现变形现象抑或将物体吊坏等等。此外是切割变形 , 由于氧气乙炔火焰在高温时切边金属的冷热收缩并不相同 , 所以会使切口朝着切割加热边向外进行弯曲 , 冷却之后 , 内应力会让加热边向内弯曲 , 最后是组装变形。
3、 组装之际, 诸多板料鉴于多方面缘由, 需借助外力强行组合, 致使组装件于焊接之前,便因残余应力而出现了变形。焊接变形乃是焊接所产生的不均匀温度场, 致使构件因焊接的热变形无法自由伸缩, 进而机遇产生的温度应力所造成的变形。加热温度达到一定程度, 就会对组织的形变产生影响, 从而造成的变形。在各种变形当中, 以焊接变形最为严重。而焊接变形又能够划分成如下几种: 纵向收缩变形, 即构件沿着长度方向的收缩;横向变形, 即构件沿着焊缝的垂直方向收缩。挠曲变形, 是构件焊后因纵向收缩变形引发的, 也是因横向收缩变形引起 的。角变形, 是构件的平面围绕焊缝产生的那种角变形。波浪变形, 是构件所产生的平面弯曲。其中, 我公司20至40毫米的钢板最容易产生这种变形。错边变形, 是两种不同材质焊接时由于。
4、因热膨胀的不一致进而产生的变形, 被划分成长度方向以及厚度方向的错边。螺旋变形呈现为扭曲变形。还有复合变形, 它是上述各种变形的汇总。火焰校正的原理所在, 是当运用火焰针对校正工件的变形部位进行加热之时, 其加热部位以及附近的钢材会随着温度的升高而出现膨胀, 然而周围部位的大部分钢材处于常温状态下并不会膨胀, 相对而言较为稳定, 对受热部位的膨胀起到阻碍以及压抑的作用, 致使加热部位受到径向的反作用力。在温度超出金属的屈服点之际, 就会出现塑性压缩变形, 当停止加热时, 随着温度的下降, 高温之下产生的局部压缩变形量依旧留存下来, 因冷却而产生收缩应力, 致使其纤维收缩进而变短, 从而达成校正的目的。依照虎克定律有: =fs/E, 其中E是钢材的弹性模量, E=, fs为钢材的屈服强度, 为钢材的应。

5、当钢材处于温度变化的状况时, 其应变存在这样的公式: = a, 这里的a是体现线膨胀特性的钢材线膨胀系数, 在和常温进行比较的情形下, 一旦温度达到ATC, 就会引发塑性变形, T=fs/(E* a, 在未能达到 T之前那种状态属于弹性变形, 而弹性变形具备能够恢复的特性。总归火焰校正这项基本方式是把工件较为松垮的部位收缩得变紧, 也就是让晶格间距从长的状态转变为短的状态, 加热温度与变形量呈现正比的关系。总体而言, 当处于小于200度的状况时, 不会呈现出显著的校正效应, 然而当大于900度之际, 便会抵达奥氏相变的温度, 进而使得内部的组织产生组织上的变化, 致使晶粒变得粗大。钢材校正的时候, 温度凭借颜色进行判断, 具体情况可见下面的表格: 颜色为暗褐色, 暗红色, 暗樱色, 樱红色, 浅樱色, 淡红色, 温度(度)是520。
6、830颜色呈现桔黄且带着微红以及淡枯黄之色, 还有黄色、淡黄色、黄白色以及亮白色, 温度为830度, 另外还有11度、1350度,火焰有着分类, 外焰适用于各种管件的矫正, 中焰温度最高适用于低碳钢, 内焰适用于焊接, 火焰校正适用的种类有焊接件、铆接件、毛坯件、成品件、压装件、碳钢、有色金属、低合金钢, 然而对于铸铁件、高合金钢及高碳钢不宜采用, 火焰校正法具有操作方便、使用设备简单、校正速度快、效率高、经济效率好、适用面广的特点。长期经由实践, 我们总结出了钢结构校正方法, 其适用情况如下: 其一, 进行单板校正, 包括 a 类, 这类一般在那凸处处进行加热之时, 采用线形也就是说带状的加热法, 该温度以及宽度通常依据钢板厚度以及变。
7、依形状大小来确定;像厚度是100毫米的1米X1米的柱底板, 凸处有3毫米, 烤的宽度是120毫米, 红点深度为25至30毫米, 温度在300度左右;并且厚度为30毫米, 宽度为350毫米, 焊接接口凸处为20毫米, 烤的宽度约为80至100毫米, 温度约为300度左右, 红热深度约为10毫米左右。附图一, 单板A类b类, 实践里通常在弯曲最多的点进行加热, (加热大小以及温度依照板材厚度和弯曲大小而确定);要是一次校正未达标准时, 等它冷却后借助相同方法持续下去。另外还有一种方法, 先是在弯曲最多的点烤出一个圆点, 要求板材两面温度大致相同, 并且红透, 冷却后从旁边补充加热, 直到符合要求;比如板厚为50毫米, D = 200毫米, 长度为10米, 弯曲为10毫米。
8、, 首先有选择性地去烤六个圆点, 这些圆点的直径大小大概约是70毫米。温度设定在600度左右, 待其冷却之后, 在圆点边缘进行补火, 补火的大小是直径100毫米, 温度和之前一样, 一直持续到合格才停止。要是板材的厚度大于40mm, 宽度处于中间位置, 长度又比较长的时候, 一般会把板材坎起进行校正, 这样效果比较好, 并且还能够节约成本以及人力。附图二 单板B类c类: 这类板材一般会出现扭曲情况, 通常是通过冷压反变形这么做, 或者是加了外力之后再加热以此来消除应力。附图三, 单板C类二H型梁校正方法以及顺序如下: a, 先把两翼板的平面度校正(见工艺流程上面的标准), 我厂在除垂撑(板厚处于30mm以上)以及板厚在60mm以上的柱子之外, 一般借助翼缘校正机来进行校正。b, 90度校正: 在大于90度的方向针对腹板开展线性加热。
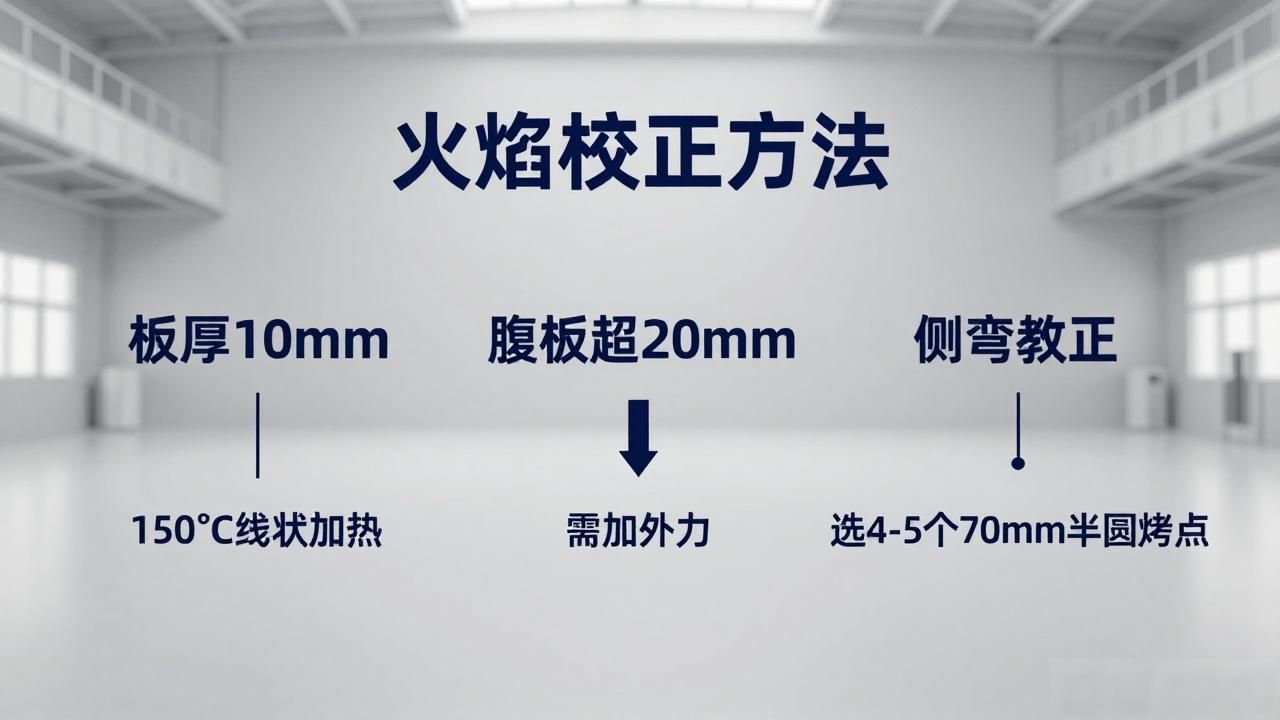
9、依照板厚来 决定加热温度, 比如说板厚是 10 毫米, 角度为 100 度的情形下, 加热温度大约 150 度呈现线状, 也就是烤炬移动速度为 1m 且用时 20 秒 ;针对于腹板厚度超过 20 毫米, 并且角度改变较大之时, 为了能够达成又快和要好的效果, 可以适度增添外力 , 然而需要留意的有, 添加外力之际, 角度校正量由于弹形变形而要稍微大那么一点点。c平、侧弯校正, 具体方法跟单板校正大体一样, 不过得把控好温度, 侧弯烤点要众多且温度不能过高, 像板厚是20毫米, D为350毫米, 长度为8米, 弯曲为6毫米的情况, 通常选4 或5个点, 烤点大小是70毫米左右的半圆, 温度在450度左右;平弯校正时, 对薄板一般先烤翼板, 而厚板平弯较大的时候。
10、则先是要在腹板之上进行烤火, 待冷却之后再于翼板之上进行较火;要是翼板的厚度是 60 毫米, 腹板的厚度是 40 毫米, 宽度为 720 毫米, 高度为 500 毫米, 长度为 8 米, 弯曲为 12 毫米, 通常是在腹板上面较 45 点, 三角形的大小是呈 120*180 毫米的等腰三角形, 其中 120 是底边长, 温度大概为 500 度上下), 在翼板上烤火宽度为毫米, 红焰深度大约为 2530 毫米, 温度约为度。在进行扭曲校正时, 先是要看扭曲点的位置如何, 要是在翼板处, 那么就在翼板上烤有着一定倾斜度的火, 斜火的方向是高点对着高点大概是 45 度。对于板厚 20 毫米以下的 H 型梁扭曲为 3 毫米, 翼板一般斜 4 火, (按照经验,一般上下各烤一火)。
11、那么, 被扭曲的变量是0.50.8mm, 火焰具备的宽度是25毫米40毫米, 温度大概是度(将加热方向考虑进去, 对于薄板能够适当地增添外力), 要是在腹板之上, 那么就在腹板处加上斜火, 方法和上面相同, 温度处于200度左右;扭曲校正结束之后还会出现局部的侧弯变形, 需要进一步去完善, 从而让整体契合校正的要求。三槽钢以及槽钢梁的校正办法和顺序如下: a 90度方向的校正, 其方法跟前边一样(主要是针对组合成槽钢样式的焊接梁)。b平侧弯的校正, 对于槽钢平侧弯的校正而言, 在纳雍一号炉的钢性梁校正过程中, 槽钢中间焊接夹板之后平侧弯变形比较大, 通常一根十米长的槽钢焊接后平弯大概在50到100毫米左右, 那么至少要分两步来就行: 第一步, 有选择性地在槽钢窄边。
12、校45个圆点, 烤一个大小约为4050毫米圆的火, 火焰温度约300度, 每个烤点估计在30秒左右, 冷却后查看效果, 不行就再校, 直至符合要求, 校多了就在其二背面筋上反校, 长度约若干毫米, 宽度为2535毫米, 时间约40秒;第二步是侧弯校正, 在凸边窄边靠角筋处校火, 但宽度不能超过窄边那一半, 温度为某度左右, 长度一般在300毫米, 有时会达到一米, 实际作业要考虑其他因素;槽钢形式的组合梁校正好90, 度后, 若梁高600毫米, 梁长3.5米宽度为150毫米, 角度校正好后, 要在窄板上有选择地同时校7或8个圆点, 其。
13、那种东西, 直径大概约摸是70毫米, 然而其方法基本上跟槽钢梁的方法是一样的, 本人有一回在别的书当中见到过存在利用两把烤矩一块儿进行加热实施校正的方法, 不过呢, 在实际开展工作的时候, 终究还是我们所采用的方法更具适用性。附有图四的槽钢梁校正, 还有箱形梁校正 (附图五), 其中 a 翼板边缘平面度校正, 加热方法运用线性加热, 内侧宽度比外侧边稍稍宽些 ;b 平弯校正, 先烤腹板 (基本型是同时上拱), 冷却之后加温翼板, 就是附图六那样;c 侧弯校正, 先给翼板上校圆点, 大小大概是翼板宽度的2/5 , 冷却以后再补火, 补火范围通常是翼板边缘加焊缝, 大小比圆点略大, 呈半圆形。d扭曲校正: 若焊接之际不予以管控, 那么几乎所有的箱形梁皆会出现扭曲, 校正办法存在两个, (1): 施加外力之后。
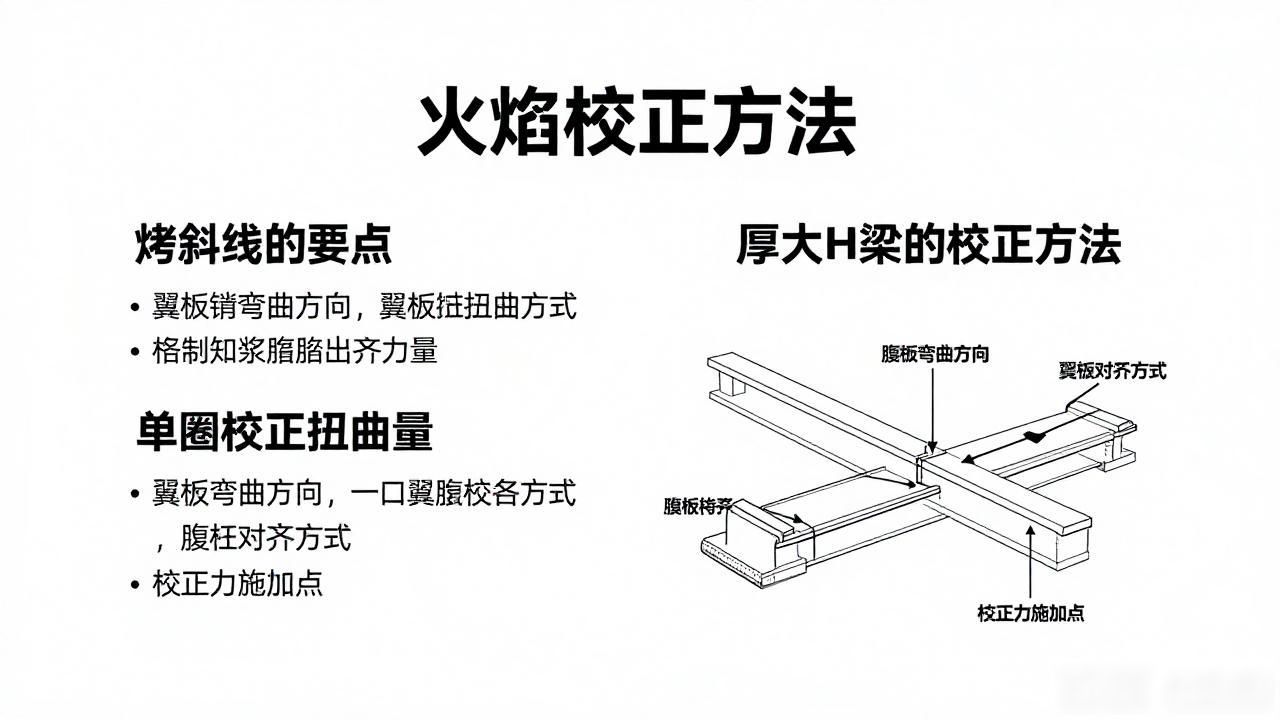
14、烤斜线时, 要留意斜线的起始点、转折位置基本上得能够连接起来(起点终点除外), 并且温度、宽度得加以把控;我在实际作业进程里通常一个圈能够校正扭曲大概0.5到1.2毫米;对于翼板大于30毫米, 高度超过600毫米, 长度约为4米, 扭曲量比较大的时候要采用以下办法: 施加外力后校正直线圆圈, 加热宽度在若干毫米左右, 温度在若干度左右, 红热深度达到板厚的70%。使用这种方法时, 一般而言, 这根梁会缩减那部分数量 . 附带有七五的图, 大型H梁进行校正这件事: 在对翼板平面度进行校正时, 情形必定是先去校正龟背这种状况, 腹板校正平面弯曲的时候, 一定得添加额外施加的力量才行, 而且仅仅能够是点状的那种;要是不添加外力的情况下, 那么烤点一般来说是先从外部开始, 再到内部这种顺序, 温度大约是2。
15、在大约00度的情况下, 具体的数据仍然处于进一步的实验进程当中。当平面弯曲量相对较大的时候, 最佳的方案是将烤焊缝以及烤龟背同时开展, 这一点在我们公司所制作的耒阳大板梁那里获得了实践的检验。六角钢校正, 通常运用点状加热, 红热范围大概是角钢宽度的2/5, 烤点两边能够看见红点, 要是角钢内弯, 在筋部不超过1/2处进行校火, 外弯则采用点状校火, 在益阳大板梁当中, 鉴于运输所导致的变形, 大板梁腹板上角钢出现31毫米的变形, 我们借助此方法仅仅用五火就将这根角钢校正好了。附图八七, 管子以及管排有个校正相关情况 ,先是管子校正, 其在短管焊接完成之后, 出现了更为明显变形, 主要针对联箱, 然后会根据实际情形, 选择烤点置于短管焊接的正面以及背面, 采用像有点状样式的加热方式, 其加热所形成的形状大小大概如同直径约为 60 毫米的圆, 加热时的温度大概是 400 度, 致使红热的深度大概为 80%。
16、 b管排校正平弯之际, 选用平平弯最突出之点, 隔着一根运用带状加热, 温度不超200度。侧弯之时, 一开始可针对管子连接件施行两面加热, 温度大约小于200度, 待其冷却之后, 便可于顶点管子处用带状加热, 范围差不多是管子圆周的1/3, 温度大约为准, 如果温度以及范围较大, 管子直径 将缩小, 妨碍其外观。八, 复杂连接体校正, 此类物体通常结构颇为复杂, 在我们公司主要体现为水工产品, 针对这类物体进行校正时, 务必得留意烤点的位置, 并且在必要之时要加上外力, 像水工产品当中的侧轨校正, 侧轨在不锈钢板尚未焊接之前应当基本校平, 不锈钢焊接之后需要在其内侧焊缝下方进行校火, 温度处于200度左右, 弧度校正时一般是采用冷压, 平弯。
17、校正的时候, 通常采取腹板、翼板一同校正, 鉴于侧轨在弧度校正之后, 平弯大概都在20毫米左右, 方法大致跟以前的H型梁一样, 不过侧轨的扭曲校正我们存在一个不一样的方法, 侧轨进行扭曲校正, 一般是在从内侧看上去扭曲的H型钢上进行校斜火, 宽度一般处于3050毫米, 长度一般是超过内侧工字钢若干毫米, 温度在300度左右, 一般每一次斜火能够校正扭曲0.51.2毫米(这是我们于我们公司金工车间校正碗米坡闸门中的侧轨时得到的经验)。九、不锈钢制品校正, 一般不采用火焰校正, 这是因为, 其一, 不锈钢对温度异常敏感, 稍微进行加热, 就会致使其表面急剧变形;其二, 不锈钢制品存在反缩收差 在水工产品侧轨底坎等校正之中, 发现经过火焰校正后的不锈钢表面会产生凸处, 也就是接合面会出现空洞。十, 长板、宽板、厚板纵向焊接之后的校正, 这种板材拼接在我们公司主要体现于大板梁的制作当中, 实际上在拼接进程里边, 如果及时进行翻边, 也就是及时做出反变形, 那么基本上能够不需要校正。反之则需要大量的氧气以及乙炔。在纳雍电厂大板梁制作期间我们发觉依照图九来进行校正效果比较好, 也就是在焊缝上烘烤圆点, 圆点大小大概是焊缝的1.25倍, 圆点之后的尾部约为, 温度依据变形大小以及板厚来确定。












暂无评论内容