
孙战雄
钣金件具备结构紧凑的特性, 有着外形美观的样子, 呈现牢固可靠的状态, 完成周期短, 成本较为低, 还便于使用模具进行加工等特点, 在电子产品的机箱、机柜以及操作台等领域当中, 获得了极为广泛的应用。折弯属于钣金件最典型也是最主要的成形工序了。展开料长度是否准确跟钣金折弯件的尺寸精度直接相关。准确计算展开料长度是钣金设计首要任务里的一项, 是制订钣金折弯件加工工艺方案的前提条件。
因产品外观造型愈发受重视, 且受制于空间、位置等因素情况, 致使简单直角折弯无法契合结构设计需求, 于是非90°折弯在科研及生产项目里出现得越来越多。然而, 有必要去研究一种针对钣金非90°折弯展开长度的计算方法, 并且制作出相应计算工具, 以供钣金工艺师使用。
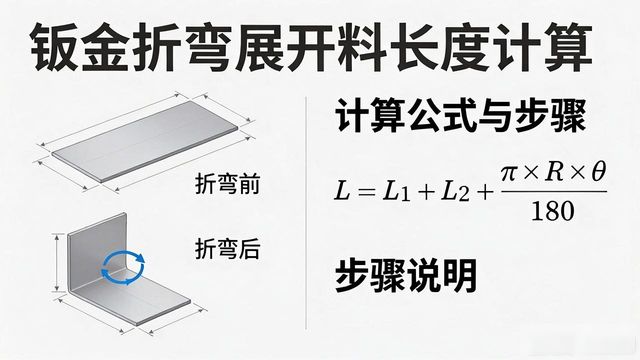
度维持不变, 这单独的一层便是我们所界定的变形中性层, 计算钣金折弯展开料的长度实际上就是去计算变形中性层的长度。
不过, 变形中性层所处位置, 会受到材料种类、材料厚度、折弯半径以及加工方式等好多因素的作用, 并且它潜藏在折弯的断面之中, 没办法直接予以测量。因而, 钣金折弯展开料长度要借助其他办法来开展计算。
2.钣金直角折弯展开料长度的计算方法
直角折弯这种特殊情形, 不同的钣金工艺师, 都有着基于各自经验得出的算法, 通常能够归纳成3种, 包括折弯扣除法, 以及折弯修正法, 还有折弯补偿法。
(1)折弯扣除法 图1中
1、B1的和始终是大于展开展度的, 因而采用1与B1的和去表述展开展度。
也可能是0)来进行修正。展开长度L可以描述为:
L=2+B2-2 (2)
(3)折弯补偿法 图3中
3、B3加起来的总数一直都比展开的长度小, 因而在拿3与B3加起来的总和去形容展开长度之际, 要添加折弯补偿系数3才行。展开长度L能够这样讲:
L=3+B3-3 (3)
因为折弯前后两平直段的长度A3和B3没有发生变化,所以,
1.钣金折弯展开料长度的
计算原理
钣金折弯展开料的长度, 是依据折弯件变形中性层在折弯前后长度保持不变这一原则而求得的。板料在折弯之后, 断面的外层纤维会被拉伸从而变长, 内层纤维则会被压缩进而变短, 所以, 必定存在一层纤维在折弯前后长度是不变的。
度时需要减去折弯扣除系数1。展开长度L可以描述为:
折弯扣除法
折弯修正法
折弯补偿法
)L=1+B1-1 (1)
(2)折弯修正法 图2中
2、B2的和, 存在大于展开长度的可能性, 也同样可能小于展开长度, 还有等于展开长度的情形, 故而在运用2与B2相加之和去描述展开长度的时候, 是需要进行折弯修正的。
系数2(可能是正数或者负数,
钣金
折弯变形部分的展开长度就是折弯补偿系数3的数值。
(4)折弯系数的推导 虽
然而, 在国内以及国外, 有非常多的钣金所对应的相关工具书, 还有三维机械造型软件, 已提供了处于默认状态的折弯扣除、修正以及补偿系数表, 可是在进行实际生产期间, 是没有办法依照这些内容原封不动地照搬照用的。原因在于, 板料的弯曲变形状况极其复杂。
了自己需要的钣金直角折弯的折弯系数。
3.钣金非90°折弯展开料长度的计算方法
究竟非90°折弯的折弯系数能不能借助上述办法来得到呢? 很明显这是不切实际的。首先。
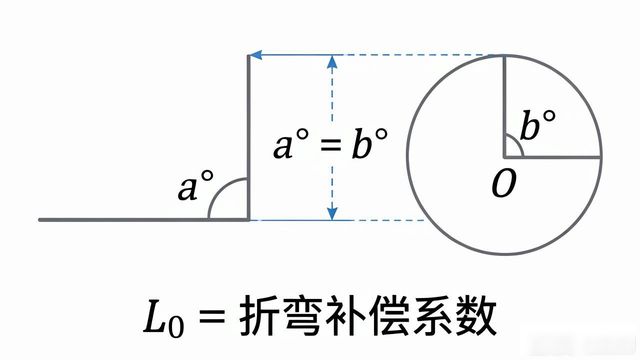
看那图4呈现的样子, 依据两边垂直且夹角相等能够知道, 折弯角a°跟折弯变形部分所对应的圆心角b°是相等的, 凭借上文讲述的那种折弯补偿法可得, 直角折弯的折弯变形部分的展开长度L0等同于折弯补偿系数。
3,所以,非90°折弯的折弯
变形部分的展开长度L0可以描述
折弯系数与钣金件的材料种类和力学性能、材料厚度、折弯半
90°只是一个值,而非90°则是 为:
一系列的值,理论上是无限的,
L0=
3×a/90 (6)
它与径、折弯角度, 还有加工设备、加工成形速度等因素紧密关联。那么, 要怎样才能够得出实际生产当中所需的折弯系数呢?
不可能逐一试验测量;其次,直
角对折弯的那两条直边长度, 能够十分便利地做到精准测量, 然而并非90°对折弯的那两条直边长度, 却极为困难地难以直接去测量, 并且容易。
因其在实际生产里应用最为广泛, 所以大部分钣金工艺师所拥有的, 是适合自身设备的折弯修正, 并且大部分钣金企业所拥有的, 也是适合自身材料的折弯修正。
综上折弯扣除法、折弯修
产生较大的偏差。所以,如果有
系数2
。为扩大应用范围,将式
正法和折弯补偿法的式(1)、
一种方法能够将直角折弯的折弯
(4)代入式(5),即可用折弯
表达式(2), 表达式(3), 鉴于2等于1减去t, B2等于B1减去t, 3等于1减去t再减去r, B3等于B1减去t减去r, 于是折弯修正系数2。
系数转换成非90°折弯的折弯系
数,那么计算非90°折弯的展开长度将非常方便。
如图4所示,钣金折弯件的
修正系数
3:
2来描述折弯补偿系数
L0=2+2r (7)
和折弯补偿系数3都可以用折弯
再将式(7)代入式(6),
扣除系数1来描述:
三种折弯角类型(锐角、直角和
钝角),由于三者的两平直段长
即可用折弯修正系数
2来描述非
2=2×2t-1 (4)
3=2×t+2×r-1 (5)
度在折弯前后没有变化,所以计
90°折弯的折弯变形部分展开长
度L0:
只要能够得到折弯扣除系数
算展开料长度,其实就是计算折
弯变形部分的展开长度L0。
L0=(
2+2r)a/90(8)
1,就可以得出其他两种折弯系
数。
现今折弯机加工过程的速度
综上各式,钣金非90°折弯
展开料长度L可以描述为:
在实际生产中,一般都是通
和压力都是均匀的,所以可以认
L=3
+B3+(
2+2r)a/90(9)
运用逆向倒推这种方式, 来推导折弯扣除系数 1。首先呢, 采用保持一致的折弯内圆角 r, 针对若干件, 其厚度是 t, 长度是。
对度为L的标准板料试件开展直角折弯加工, 从而得到若干个折弯工件, 接着测量每个工件两条直角边的长度A1和B1, 随后把L、A1和B1的数值代入式(1)里, 进而计算出若干个1的数值, 这些数值的平均值便是折弯扣除系数, 最后通过式(4)、式(5)计算出折弯修正系数与折弯补偿系数。
一般的钣金工艺师和钣金加工企业都已经通过上述方法获得
为折弯变形部分的成形过程是均
是均匀的那样, 也就是折弯变形之后形成的形状部分去成形以后的尺寸, 跟它展开的长度L0呈现出成正比的关系。并且折弯变形部分所具有的尺寸, 又和其相互对应的。
钣金折弯的弯曲变形
)的圆心角成正比。
推导得出计算式之后, 借由若干组试验予以验证, 式(9)的计算结果跟试验数据彻底相符, 能够应用于实际生产里。
热处理
锻压
铸造
2014
11
热加工
ww
.metal
or
.
om
67
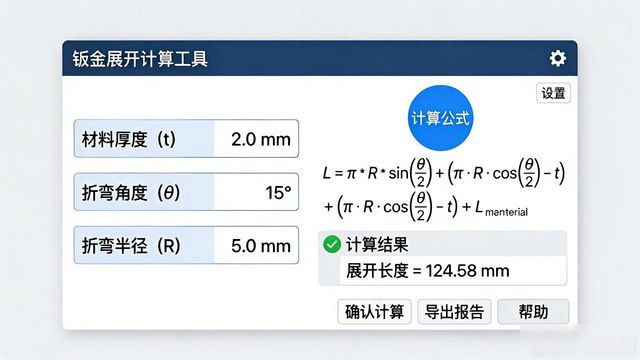
4. 钣金非90°折弯展开料 长度计算工具
为了让实际生产使用变得便利, 还需要借助式(9), 去制作出那种方便且快捷的计算工具。
把式(9)代入办公软件Excel的公式计算里, 不同的材料种类以及料厚能够制作成系列的工作表, 并且输入已有的折弯修正系数。为了便于输入折弯修正系数与折弯内圆角, 可以进行“数据有效性”中“序列”的设置, 输入的时候能够直接从下拉列表中选取, 防止手工输入可能出现的错误。
如图5所示, 以冷轧钢板展开料长度计算为例, 该冷轧钢板厚度为1.5mm, 要进行多角度和多折弯内圆角的计算, 只需输入各平直段的长度尺寸, 还要选择每道折弯的内圆角和相应的折弯修正系数, 如此便可直接得出展开料长度尺寸L。
若是在实际加工里头, 还存在需要钣金工艺师去标注折弯线位置尺寸的情况, 那么只要把平直段的长度尺寸都输入成为0, 所得到的数值L就是折弯变形部分的展开长度, 而这个数值的一半就是该道折弯的折弯线和平直段端点之间的距离。
在进行测量时, 是一定得绘制辅助线才行的, 特别是针对三维机械造型软件而言。倘若要绘制辅助线并测量, 难度是比较大的。要是这个折弯方向存在差异, 那么难度就更高了。
办公软件Excel应用广泛, 它使用起来简单, 其开放的公式编辑, 以及数据源, 都能够依据设备的实际加工数据, 还有折弯系数类型, 方便地去进行编辑。
三维机械造型软件里的钣金模块, 给众多从事钣金设计与加工工作的工程技术人员, 提供了直观的设计方式, 然而其钣金模块对使用者的要求比较高。并且在进行钣金“展开”操作时, 常常会出现因“数据超出范围”, 而没办法生成折弯模型或者展开视图的状况, 对自带折弯系数表的编辑也不方便。而且Solid Works钣金展开操作, 在设定折弯内圆角以及相应的折弯系数后, 折弯角度不会对展开料的长度产生影响。
发出声响, 这与实际的加工状况全然不相符。也就是说, 钣金的展开功能对于并非90°的折弯实际加工而言, 仅仅起到大致的参考功效, 对开展出来的料实际长度的计算而言, 并没有什么意义。
6. 结语
在对钣金折弯展开料长度计算原理予以分析, 以及对直角折弯系数展开研究后, 推导出非90°折弯系数的计算式, 还进行了验证, 进而为钣金工艺师以及钣金加工企业提供了一种方便又实用的计算工具。此工具借助已有数据直接开展计算, 极大地减少了钣金工艺师前期的数据准备工作, 并且所需数据都能够方便地进行准确测量,切实提高了计算钣金折弯, 特别是非90°折弯展开料长度的效率。
5. 与其他计算方法、工具 比较
用上述工具所需输入的数据, 乃平直段的长度尺寸, 然而一般其他计算工具所需输入的, 却是每两段相邻平直段内表面或者外表面延伸相交之后的长度尺寸。所有的计算机辅助机械制图软件, 均可直接测量出平直段的尺寸, 若是要测量两平直段内表面或者外表面延伸相交后的长度尺寸, 那么。
图5 钣金非90°折弯展开料长度计算工具
作者简介如下, 孙战雄男士是吧, 其于1982年6月在河北省邯郸县出生, 在2004年6月从河北科技大学材料科学与工程学院金属材料工程专业顺利毕业, 进而获取了工学学士学位, 自2004年8月开始直至如今孙战雄就职于河北远东通信系统工程有限公司, 该项工作是从事电子设备结构设计方面的, 在2005年12月的时候孙战雄获得了助理工程师职称。
68
2014
11
热处理
锻压
铸造
ww
.metal
or
.
om
热加工












暂无评论内容