
火焰矫正的规范
一、火焰矫正的基本参数
基本的火焰矫正参数主要涵盖这些, 有加热的温度, 有氧气跟丙烷火焰的燃烧比例, 有加热的速度, 有冷却的速度, 还有火焰能率等等。
㈠ 火焰加热温度
要按照材质、板厚, 以及加热方法等不一样的情况, 来选取不同的加热温度, 火焰矫正如此, 它还能够被划分成低温加热、中温加热以及高温加热, 这几种类型。
⒈低温加热
加热的温度处于500℃至600℃这个范围, 适合加热的钢板厚度是小于6mm的那种, 适合进行火焰矫正操作的是含碳量大于0.25%的碳素钢以及低合金高强度钢。
低温加热允许浇水(清水)冷却。
⒉中温加热
加热的温度处于600℃至700℃之间时, 适宜对厚度在6mm至12mm之间的钢板进行加热。对于那些碳素含量大于百分之零点三五的碳素钢以及低合金高强度钢而言, 其加热温度需要精准控制, 应当运用测温笔或者测温仪器来测量, 温度不得超过723℃。
⒊高温加热
将温度加热到723℃至850℃, 这适用于大厚板的加热, 对于板厚在14mm至16mm的情况, 其加热温度是750℃至800℃, 而对于厚度大于20mm的厚板, 加热温度为850℃。含碳量超过0.35%的钢以及合金高强度钢, 不能运用高温加热来进行矫正。
火焰矫正时, 加热温度须进行控制, 对于低碳钢而言, 因为其加热温度范围较为宽泛, 所以能够近似地凭借观察钢材的加热颜色来对加热温度加以估计。
钢材表面颜色及其相应的温度
颜色 温度/℃ 颜色 温度/℃
薄褐色 500 橘黄色 900
赤褐色 600 淡橘色 950
暗赤色 650 黄色 1000
暗樱红 700 淡黄色 1100
樱红色 750 白微黄 1200
淡撄红 800 亮白 1300
橘黄微红 850
㈡ 加热火焰氧与丙烷燃烧比
混合气体内氧气体积与丙烷体积的比值a被称作氧与丙烷燃烧比, 该比值a的大小, 会将氧丙烷焰划分成三种, 当a处于1至1.2这个范围时, 被称为中性焰, 当a大于1.2时, 被称作氧化焰, 当a小于1时, 则为碳化焰。
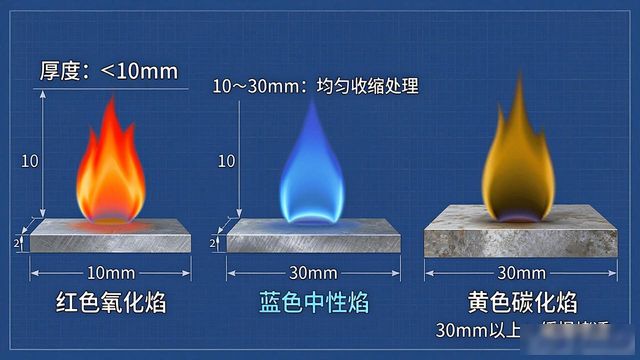
对于厚度处于10mm以下的钢板, 采用的是氧化焰。要是想让钢材均匀收缩, 一般而言可采用中性焰。中性焰适用于矫正10~30mm这片厚度范围的钢板。对于厚度超过30mm以上的钢板, 采用碳化焰进行缓慢加热, 以此来烤透钢板, 防止出现钢材表面温度偏高, 而内部温度相对较低的那种现象。
㈢ 火焰矫正的加热速度和冷却速度
⒈火焰矫正加热速度
火焰矫正加热速度与板厚关系
板厚/mm
加热速
度 (mm/s)
气体
种类, 是二至四, 是六至八, 是十至十二, 是十四至十六, 是十八至二十二, 是大于二十五。
氧丙烷, 其数值范围分别为, 十三至二十, 十一至十三, 六至十一, 七至九, 五至七, 小于四。
⒉冷却速度
火烧矫正存在着两种冷却速率情形, 其一为空冷方式, 这种方式近乎等同于热处理里的正火情况, 其二是通过喷水来达成冷却, 此情形近似于淬火这类热处理操作。
⑴ 空冷
对于含碳量大于百分之零点二五的钢, 或者合金钢, 要是加热超过七百二十三摄氏度, 那就必须进行空冷。
⑵ 喷水冷却
水冷被运用在低温矫正以及中温矫正方面, 对于含碳量小于0.25%的低碳钢而言, 高温矫正同样能够采用喷水冷却的方式。然而, 对于含碳量大于0.25%的碳素钢以及低合金高碳钢来说, 中温加热和高温加热是不可以采用喷水冷却这种做法的。
㈣火焰能率和烤嘴角度
⒈火焰能率
根据每小时丙烷的消耗量(L/h)来确定火焰能率, 气体消耗量跟烤嘴大小有关。所以一般论, 火焰能率大小由烤嘴大小表示。只有具备适当的火焰能率, 才能够给予足够热量烤透构件, 进而达到火焰矫正的目的。
⒉烤嘴角度
烤嘴跟构件所形成的夹角称作烤嘴角度, 烤嘴倾斜角度的大小和火焰的利用率存在直接关联。烤嘴与加热构件达到90°也就是垂直的时候, 火焰利用率高。通常火焰矫正的角度a处于80°至90°范围, 然而有时会发觉加热不存在穿透情况的板件出现翘曲变形, 为了降低温度能够把a角减小。
二、火焰矫正的加热方法
㈠圆点加热法
⒈圆点加热的面积
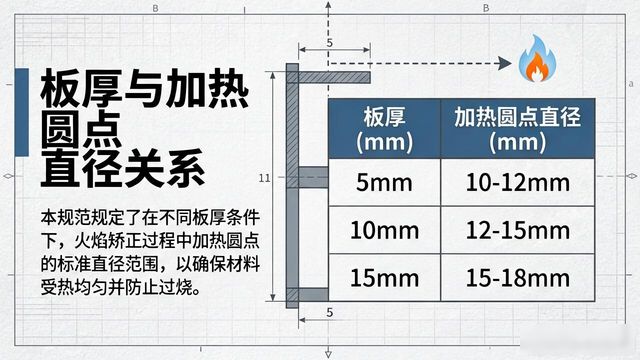
板厚与加热圆点直径关系
直径为板材可取值, 其值分别为, 一, 二, 三, 四, 五, 六, 八, 十, 十二, 十四, 十六, 十八, 二十, 二十二。
⒉圆点加热法的应用
主要是对构件板面波浪那样的变形, 也就是不平度方面进行矫正, 同时呢, 也是用于构件弯曲的那种变形的矫正。
⑴ 圆点加热构件板面波浪变形的矫正方法
1) 锤击矫正法
把即将出现凸起的部位, 以及凹陷的地方顶起来, 或者将鼻子部位焊接后揪成凸起外形, 呈现为如图样子。利用火焰加热圆点, 趁着热用锤子击打捶平。
板件变形凸起状态
加热圆点彼此之间的距离处于80到150毫米的范围。加热圆点的顺序是, 先对凸起之处进行矫正, 随后再对顶起或者揪起的凹处开展矫正。加热圆点的温度是650至750℃, 趁着热的时候使用大锤在加热圆点的周边进行锤击, 一直到平整为止, 并且与此同时进行喷水冷却。
加以留意: 锤击矫正法适用于对修理构件板面质量要求并非很高的结构, 该板面容易留下疤痕, 且表面呈现坑凹不平 的状况。
2) 板面调平定位矫正法
具体操作如下:
① 根据构件波浪变形的技术要求,使用平尺测量划出矫正范围。
② 在矫正区划出行格图和加热圆点面积。
三号, 先将凸凹处加外力调平, 在火焰加热之前, 把凸起处压平, 将凹处顶成平面, 然后使用平尺检测对调平处并在之后方可按照划出的圆点进行火焰加热。
④ 对于调平的地方, 采用的是中性火焰, 而厚板则采用碳化焰进行加热,其温度处于600至800℃这个范围, 之后要马上采取浇水冷却的操作。
3) 夹板矫正法
适用厚度≤12mm的板
办法: 运用附带孔洞且具备充足强度的平板用作胎具, 像是带有孔洞的烤板座那般。把带有波浪状变形的板件放置于平台之上, 以此压平波浪状形变, 或者借助烤板夹胎把板件的波浪状变形夹紧变平。而后透过胎具上的孔洞进行火焰加热操作, 再实施喷水冷却举动, 最终将板件的波浪状变形矫正平整。
㈡线状加热法
1. 线状加热操作方法
线状加热分为直线加热、环形加热和曲线加热
⑴直线加热

一种对构件进行火焰矫正的方式, 是让火焰于该构件之上沿着直线形状展开加热, 此火焰矫正中加热的区域宽度相对较窄, 并且其加热的速度比较快, 这种方式适用于对厚度小于10mm的钢板结构件开展加热。
⑵环形加热
适合用于那种厚度比10mm更大的中厚板进行加热, 而加热的宽度是不可以超过40mm的。
⑶曲线加热
适用于厚板当作火焰矫正加热的对象, 线状加热矫正构件弯曲变形时加热应当烤透, 然而矫正角变形是火焰矫正。
⒉线状加热的应用
⑴构件的角变形和翘曲变形的矫正
1)用于焊接工字钢上下盖板角变形修复的,是角变形, 同时, 它还用于构件焊有格形板角变形的矫正。
将格形板角处的变形予以矫正, 对两板对接时所形成焊缝的角变形开展矫正。
2)针对于板件呈现出的波浪变形状况进行矫正, 焊接过程当中因有格板而致使形成的波浪变形这种情况, 能够采用短线加热的方式来处理, 其加热线和骨架之间所形成的夹角处于35°至45°这个范围之内。
短线加热对板件波浪变形的矫正
⑵构件弯曲变形的矫正
主要用于构件梁、柱等弯曲变形的矫正
1)利用加热线横向收缩矫正弯曲变形
在进行构件矫正时, 采用构件中性轴一侧火焰, 以垂直于中性轴的方式进行横向线状加热, 如此一来, 加热冷却后形成的横向压缩塑性收缩变形会致使构件朝着另一侧弯曲。针对这种情况, 可在梁、柱外存在内筋板腹板焊缝的位置以及中性轴下方实施横向火焰加热, 与此同时, 在盖板对应的地方也开展横向加热, 通过这样子的操作能够矫正构件的弯曲变形。另外一方面而言, 如此这般还能够矫正由构件内筋板横向焊缝所引发的角变形以及波浪变形。
2)利用线状加热纵向收缩矫正构件弯曲变形
梁出现向下挠曲的情况, 或者柱呈现向下挠曲的状况, 能够在下盖板之上沿着二条纵向角焊缝的方向进行线状加热, 进而使得梁向上产生拱曲。
㈢三角形加热法
⒈三角形加热法操作方法
三种形式:直线加热、环形加热和曲线加热排列形成加热面积。
要让三角形形状的加热构件把热量传导得透彻且分布均匀, 不然很容易引发像翘曲那样的变形情况。采用火焰加热这种方式时, 得遵循板材的厚度, 去挑选与之适配的恰当的火焰矫正基础参数。
⒉三角形加热应用
⑴用于矫正构件的弯曲变形。












暂无评论内容