
有种螺母, 也就是焊接螺母, 在如今的市面上运用得极为广泛,不过呢, 好多人于使用这种焊接螺母的时候, 会遇上形形色色的问题, 接下来就引领大家前去知晓一下焊接螺母的正确操作方式。
焊接螺母正确的操作方法

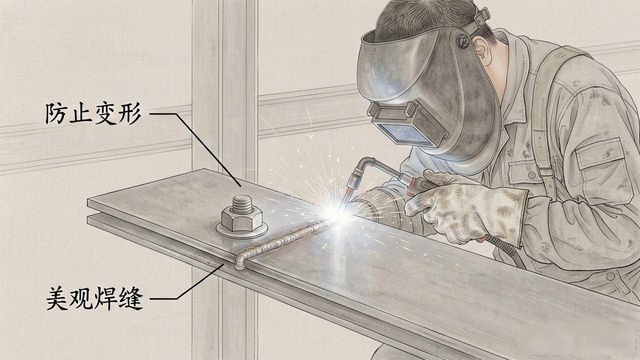
1.通常情况下, 螺母的使用范围在于, 焊接于大概6mm厚的薄板之上, 如此便可防止焊接之时出现较大程度的变形, 并且, 在经过焊接以后, 能够拥有较为美观的焊缝。
2.在焊接时应该使用直流电,负极接在焊丝一头。
3.焊接之前, 要清除焊接部位存在的油渍, 以及铁锈这类污垢, 如此方可避免出现焊接气孔。

4.保护气体应采用纯度为99.99%的氩气, 当电流处于50至150A这个范围之时, 氩气流量需要达到8至10升每分钟, 而当电流处于150至250A这个范围之际, 氩气流量得达到12至15升每分钟。
5.在进行焊接之时, 要维持工作环境具备通风条件, 于室内的情况下, 需要留意进行换气操作, 而与此同时, 在展开焊接之际, 一定要运用挡网来实施保护。
6.当开展焊接工作之际, 焊接的那个部位以及钨极中心线所形成的角度, 得维持在80度至85度的范围之内, 之所以要这样去做, 好处是能够对焊接熔池给予更好的保护。

7.填充焊丝与焊接表面的夹角应当保持在10°以内。
8.钨极从气体喷嘴突出向外凸起的长度大概是5mm左右, 在角的位置或者是其他相对较为暴露显眼的地方, 其长度要把控为2 – 3mm左右, 处于深处的长度应当要更长一些, 大概在6mm左右。
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END








暂无评论内容