
1、钢结构矫正呢, 是借助外力或者加热作用, 来达成这样的效果: 让钢材当中较短部分的纤维得以伸长, 又或者是使较长部分的纤维实现缩短, 最终迫使钢材产生反变形, 进而让材料或者构件能够达到平直的状态以及满足一定几何形状的要求, 并且还要契合技术标准的工艺方法。矫正存在着不同的分类 , 按照加工工序来划分有: 原材料矫正 、成型矫正 、焊后矫正等等之类。按照矫正时外因的来源来分有: 机械矫正 、火焰矫正 、高频热点矫正 、手工矫正 、热矫正乃至其他。按照矫正时的温度来分有: 冷矫正 、热矫正等情况。火焰矫正所蕴含的原理。钢材受热, 其线膨胀率为1.210 – 5(摄氏度), 会朝着各个方向伸长。因周围物体对受热处物体存在限制, 受热物体遭受到压缩, 在冷却的时候, 就会比原来的长度有所减小, 所以收缩后的长度相较于未受热之前有所缩短。这种特性为火焰矫正提供了可能。使用此法进行矫正时, 在适当位置对构 (这里原内容后接的不完整, 请补充完整后继续追问, 当前文本仅做按规则转换后的处理)
2、对构件进行火焰加热时, 构件冷却之际会产生很大的冷缩应力, 依此达到矫正变形的目的。此为火焰矫正常用的方法以及温度控制。火焰矫正常用的加热方法有种。其一是点状加热, 依据结构特点以及变形状况, 能够加热一点, 亦可加热数点。其二是线状加热, 火焰加热时可能沿直线动作。或是与此同时在宽度方向作横向摆动。其宽度通常大概是钢材厚度的0.52倍。多用于变形量较大或者刚性较大的结构 , 还有三角加热。常常被用于矫正那种厚度比较大、刚性颇为强的构件的弯曲变形的, 是三角形加热, 其收缩量存在较大情况。有着火焰矫正工艺规程。要进行火焰的正确操作, 那就得遵守一定的工艺规程, 一般而言可依照如下工艺规程来展开操作: 第一, 做好矫正之前的准备工作, 去检查氧、乙炔、工具以及设备的情况, 挑选出合适的焊炬、焊嘴。第二, 了解矫正所涉及的材质, 以及其塑性、结构特性、刚性。

3、从技术条件以及装配关系等方面, 探寻出变形引发缘由, 3运用目测或者借助直尺、粉线等去度量变形的尺寸, 辨明变形到底有多大, 进一步来剖析变形所归属的类别, 4明确加热所处的位置以及加热的先后顺序, 思索是不是需要增添外力, 通常来讲先针对刚性较大之处以及发生变形的部位着手去矫正, 5确定加热所涵盖的范围、加热的温度以及深度, 一般而言针对发生变形的工件, 其加热温度是摄氏度, 焊接件矫正时那加热温度是摄氏度, 6查验矫正所达成的质量, 针对那些没能达到质量标准要求的范畴展开再次的火焰矫正, 矫正量过大的应当朝着相反方向实施火焰矫正, 一直到契合技术的规定要求。注意, 此方案所参考的资料, 乃是那本建筑钢结构施工手册, 由中国钢结构协会编著, 经由中国计划出版社出版。当下, 钢结构在厂房建筑里已经得到十分广泛的应用。并且, 钢结构厂房的主要构件, 即为焊接h型钢柱, 以及梁, 和撑。这些构件在制造的时候。
4、生产过程里, 都存在焊接变形这一情况, 要是焊接变形不加以矫正, 那不但会影响结构整体安装, 还会减弱工程的安全可靠性。焊接钢结构所产生的变形超出技术设计允许的变形范围, 就得想办法进行矫正, 让其达到符合产品质量要求的状态。实践证实, 多数变形的构件能够被矫正, 矫正方法皆是想办法制造出新的变形来实现抵消业已发生的变形。生产过程中普遍运用的矫正方法, 主要包含机械矫正、火焰矫正以及综合矫正。但火焰矫正是一项操控起来颇具难度的工作, 要是方法的掌握以及温度的控制出现不当情况 , 还将会致使构件产生新的且更为巨大的变形。所以 , 火焰矫正需要拥有丰富的实践经验。本文针对钢结构焊接变形的种类 、矫正方法展开了一次大致的剖析。一 、钢结构焊接变形的种类与火焰矫正 , 钢结构的主要构件涉及焊接h型钢柱 、梁 、撑。焊接。
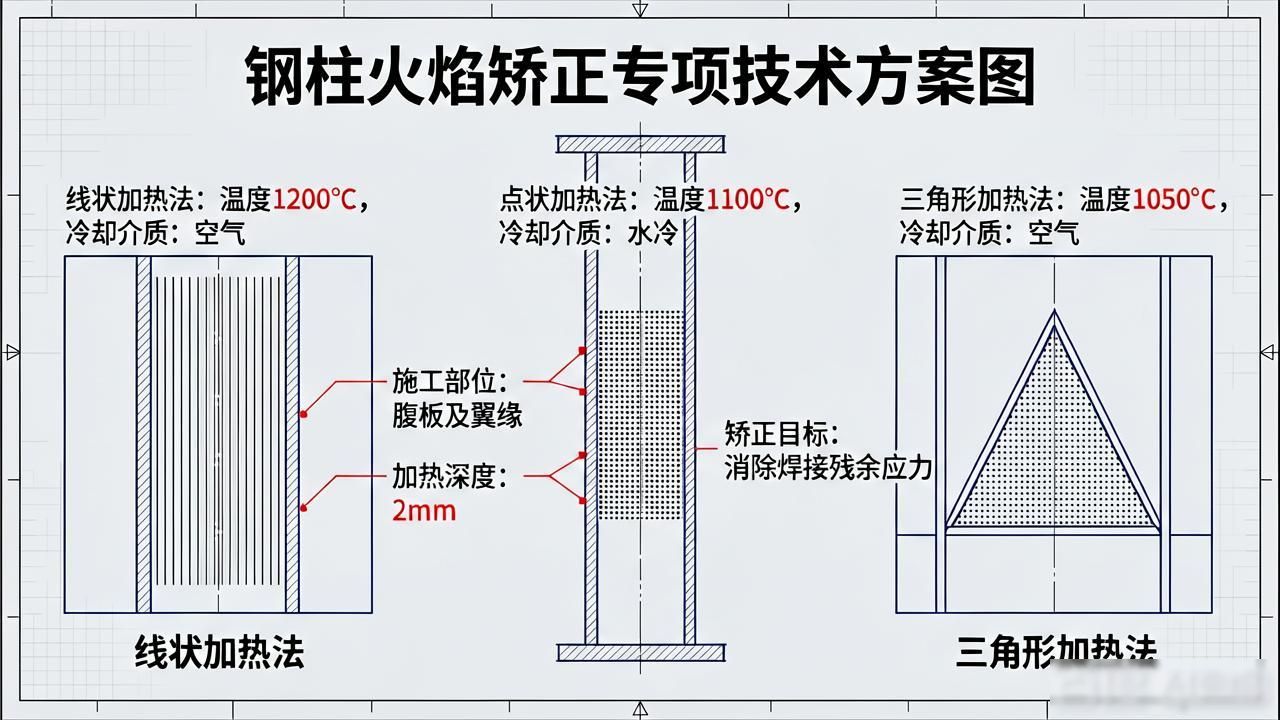
5、经常采用的变形火焰矫正方法有以下三种, 分别是: (1)线状加热法;(2)点状加热法;(3)三角形加热法。下面要介绍解决不同部位的施工方法。火焰矫正时的加热温度如下(材质是低碳钢), 低温矫正的温度是500度到600度, 冷却方式为水中;温矫正的温度是600度到700度, 冷却方式是空气和水;高温矫正的温度是700度到800度, 冷却方式为空气。注意事项是: 火焰矫正时加热温度不宜过高, 过高会致使金属变脆、影响冲击韧性。包括厚度或淬硬倾向较大的钢材在内, 16mn 在高温矫正时是不可以用水冷却的。h 型钢柱、梁、撑角变形, 其翼缘板的角变形矫正时, 在翼缘板上面(对准焊缝外)进行纵向线状加热(加热温度要控制在 650 度以下), 要注意加热范围不能够超过两焊脚所控制的范围, 因而不用水冷却。
6、线状加热之际需留意: 其一,不可在同一个位置反复进行加热;其二, 于加热过程当中切勿施行浇水操作。这两方面乃是火焰矫正的通常准则。在柱、梁、撑的上拱与下挠以及弯曲的情形下, 于翼缘板之上, 朝着纵长焊缝的方向, 从中间朝着两端开展线状加热, 如此便能矫正弯曲变形。为防止产生弯曲以及扭曲变形, 两条加热带应当同步予以推行。能够采用低温矫正或者中温矫正法。此种方法有益于降低焊接内应力, 然而此种方法在纵向收缩的同时伴有较大的横向收缩, 较难以掌控。二、在翼缘板之上进行线状加热, 于腹板之上实施三角形加热, 借助这种方式来矫正柱、梁、撑的弯曲变形, 效果相当显著, 通常横向线状加热宽度加以选取, 当板厚较小时, 用于加热的宽度应当窄一些, 加热过程需从宽度中间朝着两边去扩展, 线状加热最好经由两人同时开展操作, 随后再各自分别进行加热。
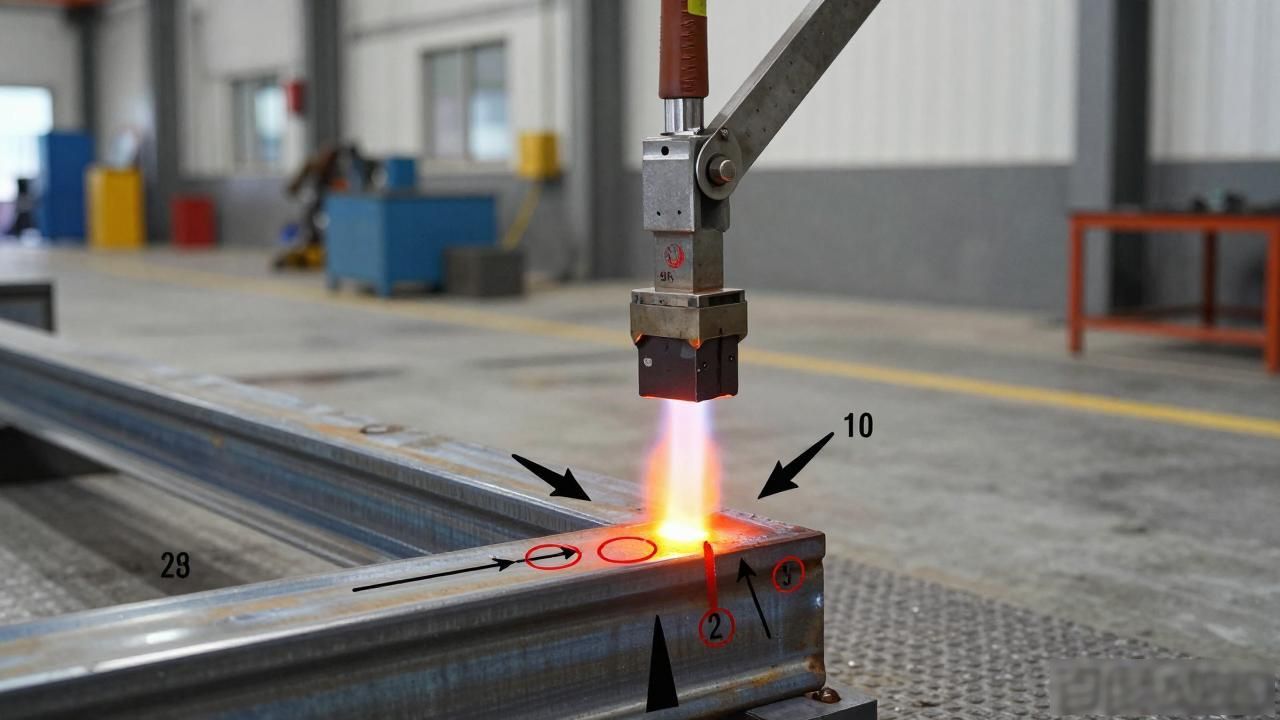
7、三棱形的宽度不可超出板厚的两倍, 三棱形的底部跟相应的翼板上的线状加热宽度是一样的。加热三棱形是从顶部起步的, 接着从中心朝着两侧延展, 一层一层地加热直至到达三棱形的底部之处。加热腹板的时候温度不能够过高, 不然就会导致凹陷变形, 修复起来极为困难。注意: 上述三棱形加热方式同样适用于构件的旁弯矫正这方面。加热之际应当采用中温矫正, 浇水要少。1.3柱、梁、撑腹板的波浪变形矫正, 波浪变形首先得找出凸起的波峰, 使用圆点加热法并配合手锤进行矫正。加热圆点之所的直径通常是这样, 当钢板的厚度或者波浪形面积比较大的情形下直径同样是要进行放大的, 能够依据d(410)mm(其中d是针对加热点直径而言;是针对板厚而论)来依循计算得出的数值去进行加热。烤嘴是始自波峰开始做螺旋形状的移动, 运用中温状况下的矫正方式。当温度达到相应度数的时候, 把手锤放置在加热区域。
8、边缘的地方, 再使用大锤击打手锤, 致使加热区域的金属受到挤压, 冷却收缩之后被拉平。矫正进行的时候, 应当防止产生过大的收缩应力。矫正完一个圆点后, 再去加热第二个波峰点, 方式跟上面相同。为了加快冷却的速度, 可以给q235钢材进行加水冷却。这种矫正的方法属于点状加热法, 加热点的分布能够呈现梅花形或者链式密点形。要留意温度不要超过750度。2结语火焰矫正所引发的应力与焊接内应力一样都是内应力。因不恰当矫正所产生的内应力, 与焊接内应力以及负载应力互相迭加, 致使柱、梁、撑的纵应力超出允许应力, 进而造成承载安全系数降低。所以在钢结构制造期间务必要慎重, 尽可能采用合理工艺措施去减少变形, 施行矫正时尽可能采用机械矫正工艺。当没办法避免要采用火焰矫正之时, 应当留意下面这些要点: 其一, 烤火的位置不能位于主梁最大应力截面的附近;其二, 矫正的地方烤火面积在一个截面上不能过大, 要多选择几个截面;其三, 适宜采用点状加热这种方式, 以此来改善加热区的应力状态;其四, 加热的温度最好是不超过700度。












暂无评论内容