
22
置和温度。方法如下:
包钢科技第34卷
3.3 附加机械力的确定
火焰矫正之际, 附加机械力能够提升矫正效果。是否要附加机械力, 得依据构件的刚度以及变形状况来确定, 一般情形下, 若矫正刚度不大, 且变形也较小, 那么仅采用火焰加热方法就行, 无需附加机械力, 而矫正刚度和变形较大的构件时, 在运用火焰加热的同时, 应当附加机械力。对于薄板而言, 在矫正过程中常常也需要锤击来辅助火焰矫正。锤击之时, 采用木锤, 千万不要用铁锤, 以免产生新的凹坑变形。
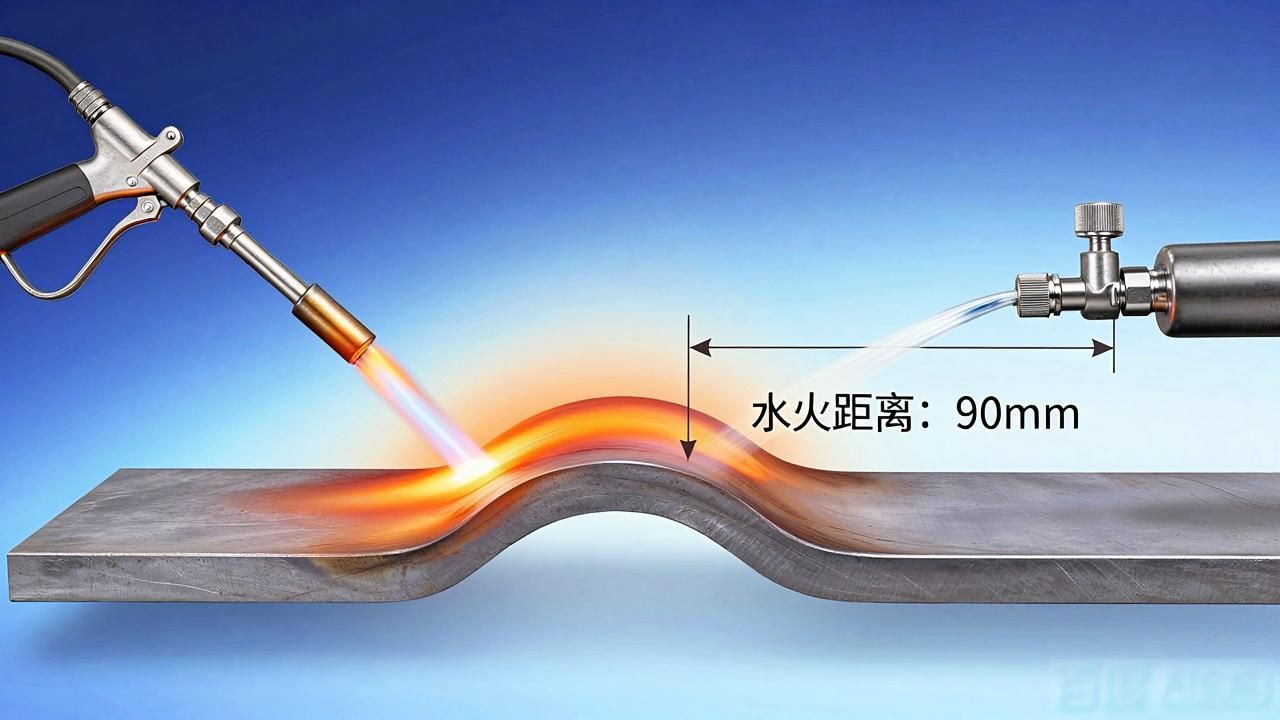
3.4 水火矫正的应用

为了让火焰矫正速度得以提升, 在火焰加热完成之后能够采用浇水冷却的方式。冷却的方式存在着两种情况, 分别是背面跟踪水冷以及正面跟踪水冷。水火之间的距离对火焰成形的温度场以及拘束度起到了决定作用, 其要是过大或者过小的话, 均会对成形效果产生影响。当水火之间的距离过小的时候, 热量会被水过多地带走, 致使温度场过低, 进而让横向收缩量大幅减少。当水火之间的距离过大的时候, 拘束度会下降, 加热过程当中的压缩作用变小, 同样会使成形效果降低。多数情况下, 当运用正面跟踪水冷方式时, 水火二者中间的距离大概为90mm会比较好, 而要是采用背面跟踪水冷方式, 水火之间所相隔的距离以120mm为适宜, 与此同时, 水流量的大小, 决定了冷却作用的强弱程度, 以及水流前沿与火焰中心之间的距离。通常加热温度处于500至800之间, 不可以大于800, 要是大于800的话, 就会对焊件金属组织的变化产生影响。
(1)针对构件所出现的弯曲变形, 以及波浪变形, 还有角变形, 通常情况下能够运用直尺, 或者采用拉钢丝的方式来开展检测。
(2)构件进行扭曲变形的测量时, 通常要把构件放置在平台之上开展, 借此利用直角尺实施检测, 要是处于水平位置的话, 还能够借助线坠来进行检测。
2.2 加热位置和方式的确定
依据结构之为状, 其厚度, 以及变形的方向, 还有变形的程度, 按照火焰矫正的基本原理来确定加热的位置, 以及加热的方式。火焰矫正主要存在3种加热的方式, 在应用之时, 能够根据下述的情况予以选择。
(1)点状加热, 它是这样的情况, 其依据结构特点还有变形情况, 能够加热一点或者数点。它主要被应用于这样的状况, 变形钢板的厚度处于4mm以下, 以及圆形零件有着较小的弯曲变形的矫正工作。加热点直径应当不小于15mm, 当变形量比较大的时候, 点与点之间的距离通常情况下是50至100mm。

(2)线状加热(带状加热), 火焰沿直线移动, 或者同时在宽度方向外作横向摆动, 其摆动宽度是钢板厚度的0.5至2.0倍, 它主要用以矫正变形量或刚度较大的构件, 这种加热方法存在3种, 分别是直线加热、链状加热以及带状加热。
(3)三角形加热属于面状加热, 其加热区域呈三角形, 因加热面积较大所以收缩量也较大, 用于矫正厚度较大、刚性较强且存在弯曲变形的构件, 加热时可使用两只或多只焊矩进行操作。为提高矫正效率, 常用急冷加热区法, 该方法的效率比单一火焰加热法提高了3倍以上。水火矫正时, 加热温度和水火之间的距离会随板厚增加而适当增加, 不过加热温度要控制在600至800之间, 水火之间的距离为10至30mm。
4 箱形立柱焊接后变形的矫正
冶炼厂一车间的萃取厂房里, 有箱形立柱, 由于焊接的时候方式不恰当, 焊完之后立柱出现了上拱、旁弯以及扭曲这三种复杂的变形情况, 其中残余变形的值全都超出了技术所要求的范围, 所以需要进行矫正。箱形立柱采用的材料是低碳钢钢板, 鉴于此采用火焰以及附加机械力进行矫正。矫正总共分为3个步骤, 第1个步骤是矫正扭曲变形, 第2个步骤是矫正上拱变形, 第3个步骤是矫正旁弯变形, 具体情况可见图1。
4.1 扭曲变形的矫正(见图1(a))
(1)对于扭曲变形进行矫正, 在尚未进行矫正之时, 首先要对扭曲变形的状况予以检查, 使用直角尺去测量得出上翼板与角尺垂直边之间的距离是18mm, 鉴于部件刚度比较大担心仅仅依靠火焰矫正无法达成, 为此, 需要采用附加机械能来助力火焰矫正。

(2)工件尺寸较大, 存在无法于室内开展作业的情况, 再者对精度的要求并非很高, 于是将场地选定为置于室外平台之上进行。
(3)选用两把H01-20型焊炬,4#焊嘴,火焰为中性焰。
(4)开始的时候, 把工件借助压板固定设置在平台之上, 并且在扭曲3火焰矫正之前, 存在应该留意关注的问题。
3.1 矫正场地的选择
把结构变形的矫正, 因矫正场地周围的温度差, 而带来一定影响, 改变一下。夏天于室外矫正时, 因日照的影响, 会出现中午矫正准确, 可到第二天清晨测量时却不准确的状况。所以夏天采用火焰矫正时要在室内开展, 且留意矫正场地周围温度应保持均恒一致。这一点对于已进行精加工后的零件矫正时格外重要。3.2矫正步骤的确定。
应对复杂变形进行矫正,要将矫正步骤确定好。先对主要变形予以矫正, 之后再去矫正其他变形, 而且在对后面的变形展开矫正时。












暂无评论内容