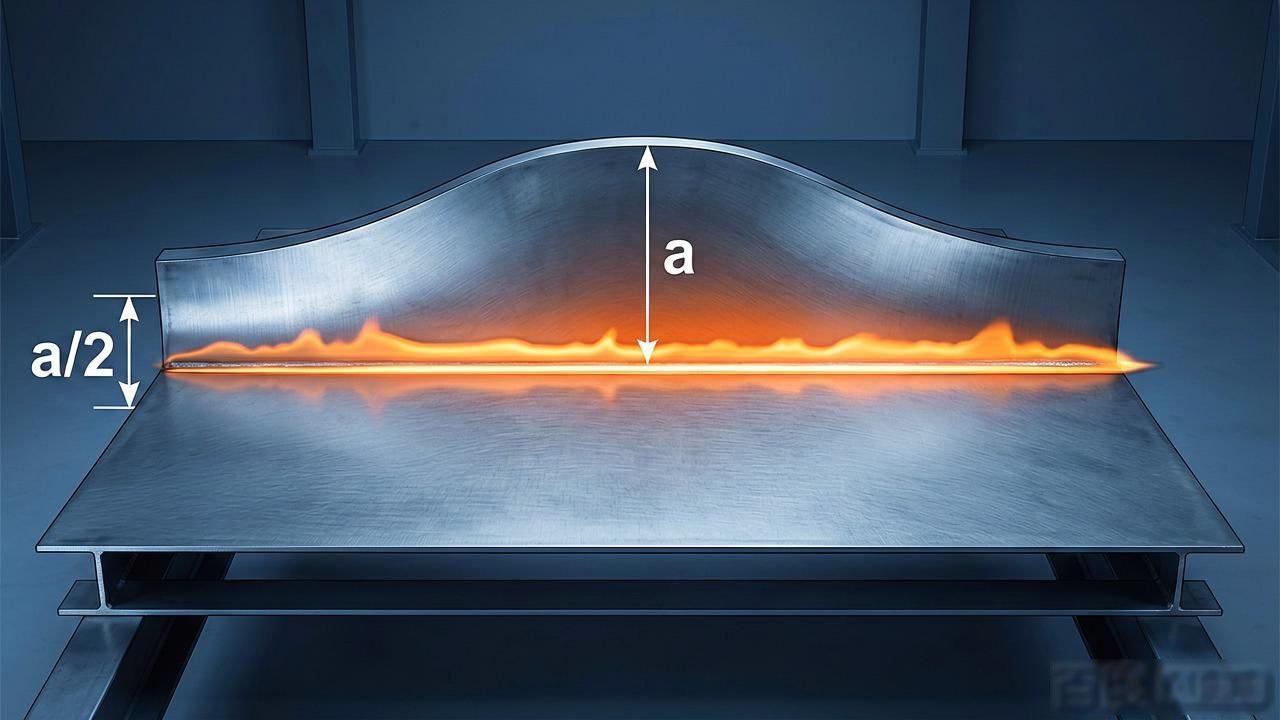

摘要部分, 钢结构焊接变形的火焰矫正方法概述要点, 火焰矫正是钢结构制作进程里解决焊接变形常运用的一种办法, 本文着重介绍了钢结构焊接变形火焰矫正方法的施工工艺情况。关键词为钢结构、焊接、变形、矫正。1前言部分, 在XXX三期炼钢板坯, 轨梁精整等厂房钢结构制作项目当中, 大部分是由宽翼缘焊接H型钢构成梁、柱等构件, 这些构件在加工过程会出现焊接变形问题, 这些焊接变形若不矫正, 对结构的整体安装以及工程的安全可靠性都有着极大的影响, 为此我主要采用了火焰矫正方法, 让这些梁柱的焊接变形得到了良好矫正。2气体火焰矫正原理部分, 金属具备热胀冷缩的特性, 机械性能也会随温度而变化, 低碳钢(以Q235钢为例)的屈服极限σs与温度的关系如图1虚线所示, 一般可简化为实线所示情况, 即当温度在500οC以下时, 屈服极限基本没有发生变化, 温度高于600οC时, 屈服极限接近于零, 温度在500—600οC之间时呈线性变化, 当金属结构局部加热时, 加热区的金属热膨胀受到周围冷金属的阻挡, 无法自由变形, 某些部位的金属被塑性压缩, 冷却后, 残留的局部收缩使结构获取所需要的变形。σS/MPa2.1线状加热法部分, 线状加热法的原理如图2所示, 钢板表面被加热后, 离加热点最近的表面温度上升的速度最快, 膨胀也最快, 周围所受热影响比较小, 膨胀也很小, 加热停止后, 温度向周围扩散, 被加热部分开始冷却, 形状也逐渐恢复, 但是又因为钢板表面与空气接触后, 热散较快, 因而使得被加热部分还没有恢复原状就已经固定下来。

待冷却状态持续下去, 图2展现冷却过程, 中性轴上侧高温逐步有收缩态势, 收缩力致使板向上弯曲, 弯曲结束后,钢板两端各自缩短a/2, 中间部位却凸起a, 如此总体积保持不变, 重量也没有变化, 火焰依钢板直线方向做移动, 与此同时, 为让加热线变宽, 还能够进行横向摆动, 进而形成长条形加热, 2.2点状加热法针对薄板予以加热时, 鉴于板比较薄, 表面热量迅速向内侧传递, 高温部分贯穿至整块板的横剖面, 冷却之际, 上下表面冷却状况相同, 中性轴上下侧的冷却收缩力同样相同, 所以加热之时上下表面膨胀开来部分存留下来, 进而造成板整体出现缩短情况, 然而并没有产生弯曲, 像图3呈现的那般出现缩短, 加工时加热点位置处于相对固定状态, 这种方法通常用于矫正薄板波浪变形, 2.3加热温度同与冷却介质, 火焰矫正所采用的氧—乙炔混合比处于1: 1.05—1: 1.25之间的中性焰或者氧化焰较为适宜, 依据火焰矫正的加热温度能够划分成低温矫正、中温矫正以及高温矫正这三种, 对应的加热温度以及冷却介质见表1所示, 表1: 火焰矫正加工温度分类, 加热温度/℃, 低碳钢颜色, 冷却介质低温矫正500 – 600℃, 亮处呈红色, 水中温矫正600 – 700℃, 暗红色, 空气和水高温矫正700 – 800℃, 浅桃红色, 空气, 2.3.1低温矫正低碳钢, 依据图1当中加热到500—600οC时的情形, 低碳钢的屈服极限已然大幅度降低, 加热到这个温度区间, 能够达成火焰矫正的目标, 并且金相组织以及机械性能没有改变。

1. 因为喷水、冷却速度快,火焰矫正效率高, 所以这种方法在我们实际生产中, 采用较少。2. 2.3.2中温矫正。中温矫正时, 金属的加热温度在600—700οC, 屈服极限σs更接近零值, 加热温度仍在相变温度以下, 金属组织没有相变, 所以金属的机械性能也变化不大。中温矫正, 在我们实际生产中经常使用。3. 2.3.3高温矫正。这一温度范围内, 虽然存在金属组织的相变, 但是由于Q235、Q235F和Q345等钢材在空气中冷却后, 依然可以得到退火组织, 其机械性能变化也不大。不过, 如果加热温度过高, 会引起奥氏体晶粒长大, 冷却中得不到细化, 就会增加金属的脆性, 降低冲击韧性。应注意, 对Q345钢加热至相变温度的情况下, 不得使用水冷, 否则将产生低碳马氏体, 影响冲击韧性。对加热温度, 还应注意线状加热应限制在650οC以下, 点状加热时应限制在750οC以下。4. 3钢结构焊接变形的种类及火焰矫正。钢结构中的主要构件为焊接H型钢梁、柱。其焊接变形经常采用的三种火焰矫正法为: (1)线状加热法;(2)点状加热法;(3)三角形加热法。以下具体介绍在攀钢三期钢构制造中解决不同部位变形的施工方法。5. 3.1翼缘板的角变形矫正。H型钢梁、柱焊接角变形, 在翼缘板上面(对着韩焊缝外)纵向线状加热, 注意加热范围不能超过两焊脚所控制的范围, 可以不用水冷却, 见图4。
线状加热时需留意, 其一, 不应在一处反复加热;其二, 加热过程中要浇水, 这两点属于火焰矫正的一般原则。梁、柱的上拱或下挠弯曲, 方法一为在翼缘板上, 对着纵长焊缝, 由中间朝两端作线状加热, 如此便能矫正弯曲变形, 为防止产生旁弯以及扭曲变形, 两条加热带要同步进行, 可采用低温矫正或者中温矫正法, 此方法利于减小焊接内应力, 然而这种方法在纵向收缩之际会有较大的横向收缩, 较难把控。方法二是在翼板上作线状加热, 在腹板上三角形加热, 见图5, 用这种方式矫正梁、柱的弯曲变形, 效果显著, 横向线状加热宽度一般取20至90mm, 板厚较小时, 加热带要窄些, 加热过程应由宽度中间向两边扩展,线状加热最好由两人操作完成, 再分别加热三角形, 三角形的宽度应不超过板厚的2倍, 三角形的底与对应的翼板上线状加热宽度相等, 加热三角形应由顶部开始, 接着从中心向两侧扩展, 一层层加热直至三角形的底为止, 加热腹板时温度不能过高, 否则会造成凹陷变形, 难以修复。梁、柱的旁弯变形, 采取对翼板边进行三角形加热, 如图6, 具体方法和要求同3.2中方法二所述, 采用中温矫正, 浇水要少, 如淋浴程度即可, 另外还得注意对厚度较大或淬硬倾向较大的钢材, 不能采用水冷, 为提高矫正效果和质量, 在加热过程中用夹具把翼缘板向凹侧夹固。

4结语, 火焰矫正引致的应力, 跟焊接内应力相同, 皆是内应力, 因不恰当矫正而生出的内应力, 与焊接内应力以及负载应力相迭加, 会致使梁柱的总应力超出许用应力, 进而降低承载安全系数, 所以在钢结构制造过程中务必要慎重, 极力采用合理的工艺举措来减小变形, 在确定需要火焰矫正时应留意以下几点: (1)烤火位置不能在主梁最大应力截面靠近之处;(2)矫正处烤火面积于一个截面上不可过大, 能够多选几个截面;(3)适宜采用点状加热方式, 用以改良加热区的应力状态;(4)加热温度最好别超过700οC。












暂无评论内容