

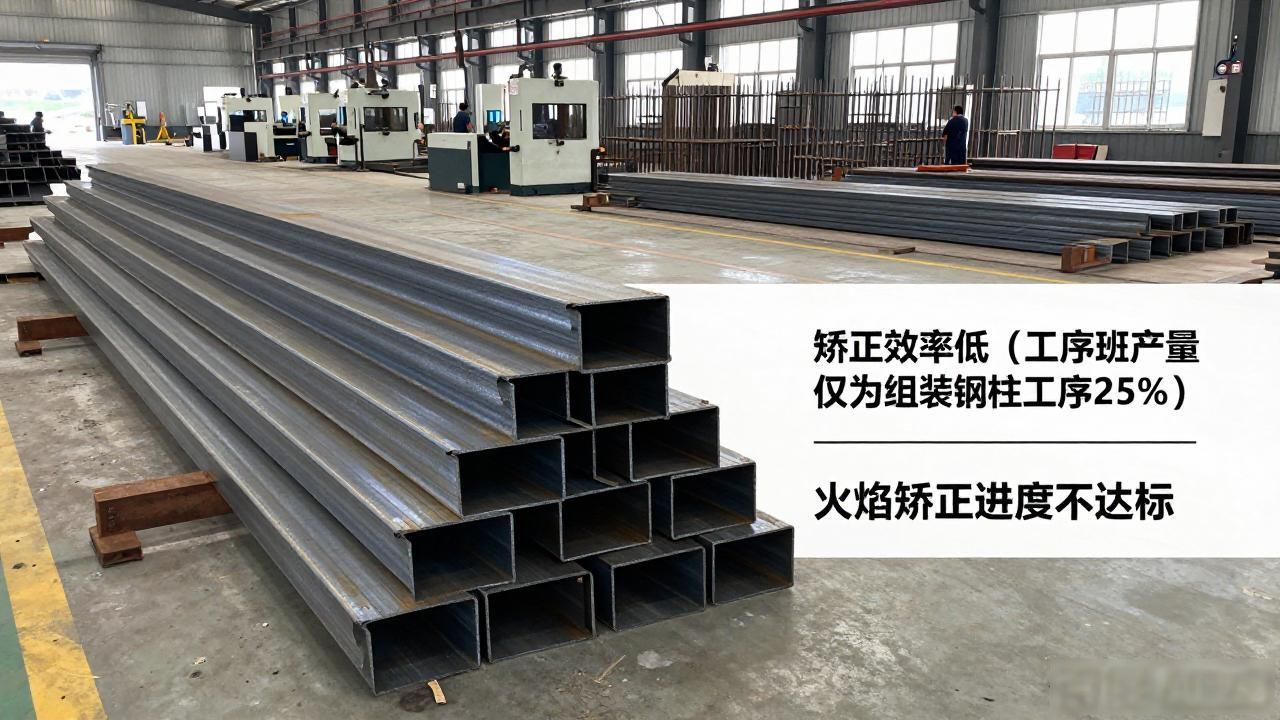
把金属进行加工时, 焊接变形是一个没办法避开的话题, 特别是细长的构件, 像这根长度为10米、由好多块钢板组合焊接成的立柱, 焊接完成后去测量, 直线度偏差达到了20多毫米, 直接当作废品处理太过可惜, 强行校正又容易出现裂缝, 在这个时候我们通常会选择火焰矫正。
l 第一步:找准“弯”在哪儿

将立柱放置于平台之上, 或者是支墩之上, 借助拉线, 或者说是水准仪, 找寻出弯曲的顶点, 以及走向。此根柱子乃是典型的因“焊接收缩”所引发的侧弯情况, 而凸起的那一侧, 恰恰就是我们所需要进行加热的位置。
l 第二步:选点加热,控制火候
火焰矫正并不需要那种特别极其高端的设备, 仅仅一把平平常常的气焊枪便可以了。针对于此, 采用的是中性焰, 加热的位置是选在凸起一侧的筋板或者腹板之上, 加热区域形状呈现为带状或者点状, 温度被控制在600℃至800℃这个范围左右(也就是钢材呈现暗红色状态那时候)。这一步骤的关键在于看经验, 要是火候没达到, 矫正量是不够的;假如烧得超过热度, 母材的性能会受到影响的。

l 第三步:冷却收缩,自然“拉直”
周围冷金属在加热区域膨胀之际对其进行挤压, 加热区域冷却(无论是自然空冷还是水冷)之后收缩开来, 进而把立柱缓缓地“拉”了回来, 这属于一个物理过程, 并不需要外力强行顶, 完全依靠热胀冷缩的巧妙力量。
l 第四步:边矫边量,避免矫正过量

每达成数个加热点之后, 便让工件进行冷却,接着再重新测量一次直线度, 如此多次重复,直至偏差被控制在3毫米以内, 从而完全符合使用要求。

#金属加工#
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END











暂无评论内容