

1、以火焰矫正法来对钢结构构件变形进行矫正, 张健良摘 要, 着重去论述火焰矫正法的工作原理, 以及其不同加热方式所适用的不同变形矫正情况, 以及控制矫正效果的主要因素。关键词为钢结构构件变形、火焰矫正法、加热, 钢结构工程的施工一般能够分成两个主要施工步骤: 首先是结构各类部件的预制加工, 接着是钢构件的现场拼接安装。在钢结构施工进程里头, 重要基础部分是钢构件的预制加工工作, 此项工作完成质量对后续现场安装施工起着决定性影响。然而, 钢结构加工阶段构件变形屡见不鲜, 其起因涵盖钢结构材料自身变形、焊接时产生的变形以及构件移动堆放招致碰撞致使的变形等。针对不同变形, 存在不同。
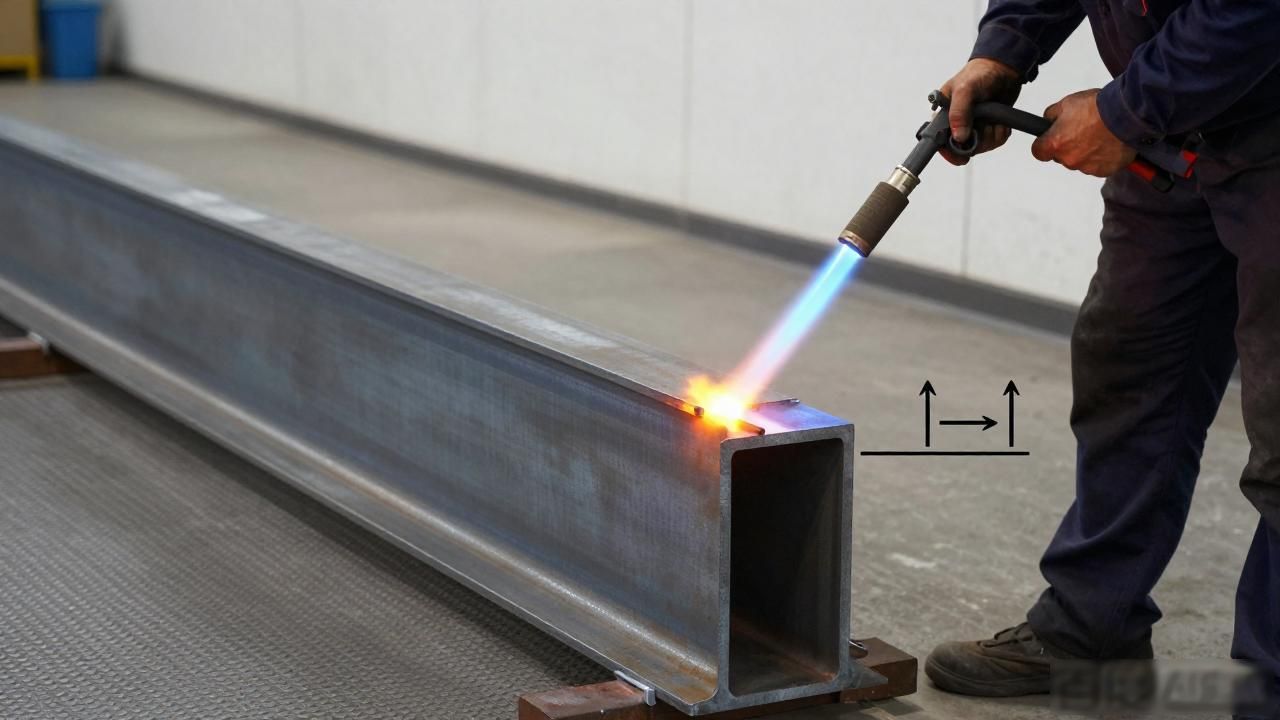
2、矫正方法有, 像人工矫正、机械矫正、火焰矫正以及混合矫正等方式。于实际施工里若是能恰当地采用这些办法, 会对提升工作效率、保障钢结构加工质量有着关键的作用。本人自从参加工作以后, 始终从事钢结构方面的项目, 历经多年的实践, 发现火焰矫正法是各矫正方法之中操作要求最优、工艺最为繁杂的方法, 还是施工中所运用的主要矫正手段。需对加工里焊接成型的工字钢与角钢这类的变形, 以及薄板、中板因为焊接收缩而出现的凸凹变形进行矫正, 都运用了火焰矫正法, 火焰矫正变形通常仅用于低碳钢。其基本操作的过程是, 先于钢构件变形地方用火焰加热让温度上升, 之后借助缓慢冷却或者采用大锤敲打去矫正变形。依据火焰加热方式的不一样, 能够分成三种形式, 即点状加热、线状加热以及三角加热。
3、绝不可将其应用于矫正各种各样不同形式的变形。其矫正的原理是这样的: 依据金属热胀冷缩这种物理性能, 当钢材受热的时候, 就会依据1.2×105的线膨胀率朝着各个方向伸长, 当冷却到原来的温度时, 除了收缩到未加热时的长度之外, 钢材还会按照1.48×106的收缩率进一步收缩一部分, 进而致使收缩后的长度比加热之前有所缩短。因而, 对变形的凸面处, 于适当位置, 进行火焰加热升温, 借助冷却时, 产生的内部强大冷缩应力, 促使材料的内部纤维, 受拉生塑性收缩, 进而矫正变形。实际工作里, 本人针对不同的构件变形, 以及不同的变形种类, 分别选用点状加热、线状加热和三角加热, 这三种形式, 进行矫正工作, 取得了良好的效果。对于钢梁腹板的局部弯曲, 和凹凸不平变形, 以及一些薄板的。

4、变形, 运用了点状加热矫正法, 加热点呈圆形, 其大小跟需矫正的板料厚度相关, 板料厚度越大, 点的直径相应越大, 此通过依照板板厚度的6倍再加上10mm去计算, 加热点的布置如下情况如同呈现的图: 为了达成良好的矫正效果, 加热点应呈梅花状布局, 外围点基本在同在一个圆上, 如此当冷却收缩将变形指向中心点时, 能够保障应力的均匀性, 避免产生多余的收缩变形对矫正效果造成影响, 加热点进行布置时候, 其间距应当尽力保持均匀一样, 并控制在此之内还要小点更小些。凭着板料变形范围大小这个依据, 去判定加热点从内往外的圈数, 依据变形幅度, 把控加热温度的高低。针对较厚钢梁翼缘的角变形以及局部弯曲变形, 运用了线状加热矫正法。线状加热存有单线加热与双线加热之分。就像下图显示这样: 采用线状矫正。
5、对构件进行法事加热之后, 板料因上下两面有着较大的温差, 在加热带长度方向产生的收缩量比较小, 而横向收缩量比较大, 借助加热带横向收缩所产生的强大拉应力, 把因焊接造成的翼缘弯曲变形拉平。在矫正施工期间, 加热带的宽度需依据板材的厚度来选取, 一般控制在翼缘厚度的0.52倍以内。运用线状加热之际, 依规务必要确保, 红区的深度绝对不可以超出板厚的一半, 其背后的缘由能够像下面这样去领会: 红热区的温度是最高的, 所以冷却之际产生的应力便会越大, 当它的厚度未曾超出钢板厚度二分之一时, 收缩应力对于钢板产生的作用相应地会降下来, 进而致使矫正效果非常不理想。对于翼缘比较厚的钢梁以及变形程度较大的构件, 采用双线加热方式, 借此谋求收缩平衡以提升质量;对于翼缘相对较薄的钢梁以及一些变形比较小的构件, 则采用单线加热法, 这样做是期望。
6、在实际矫正工作里, 针对个别钢梁以及一些型钢材料滋生的拱变形与旁弯变形, 将采用三角形加热法予以矫正, 目的在于提高工作效率。像图中所示那般, 加热面呈等腰三角形, 加热面的高度以及底边宽度通常被控制在型材高度的1523范围之内。加热位置应当处在工件凸起的那一侧, 三角形顶部位于工件内侧且指向变形中心, 底边处于工件外侧边缘处。将工件凸起处选择数处进行加热, 这之后的散热之际, 收缩量是从三角形顶点开始, 沿着等腰三角形的两边逐步增大的, 等到冷却之时, 凸起部分就会出现收缩情况从而保障工件能够被矫正。加热面的数量是依据变形的幅度、板材的厚度来决定的, 幅度越大、厚度越大, 那么需求的加热面也就会越多。针对钢梁拱变形这项情况, 要对钢梁拱形上部的翼缘以及腹板予以加热, 借助上部翼缘和腹板的收缩把钢梁给拉直;对于钢梁旁变形情况而言, 则要对钢梁旁。
7、对弯外侧上下翼缘边处实施加热, 借助上下翼缘外边的收缩把钢梁拉直。几种火焰加热矫正法在操作方式上存有差异之处, 然而其基本原理皆是运用加热后的温度应力致使板材内部纤维生成与原变形相反方向的收缩以此让构件的变形得以矫正。为确保矫正工作能顺利开展, 务必要对会对矫正效果产生影响的各方面因素展开分析了解, 并且把握这些因素与矫正结果的紧密关联。唯有如此才能够预先知晓钢构件加热后的变形规律, 且依据此规律达成矫正工作。主要影响矫正效果掌控方面主要存在加热之温度、加热之速率、加热区域之大小以及位置等。其一、加热温度于矫正工作所带来的影响, 加热以后降温之际所产生的收缩应力能够依据公式=1.48×106Et予以计算(当中E=2.1×105N/m m2)。
8、t为温度变化值)。从公式能够知道, 当加热温度分别是700以及800的时候, 经过计算得出的应力是: 对于700这种情况, 等于1.48×106×2.1×105×700, 结果是217.56N/并且等于1.48×106×2.1×105×800等于248.64N/mm2 , 依据以上这些结果能够明确, 当加热到700时节所产生的应力是, 恰好超过了Q235钢材的弹性极限215 Nmm2 , 然而当加热到800时节应力又是, 却没有超过钢材的塑性极限, 所以在这个温度范围当中钢材的变形处于弹塑以及塑性变形。所以在矫正过程中加热温度7 00和800之间,不应超达90
9、0, 且加热当均匀, 不可有过热、过烧之现象, 同一加热点的加热, 次数不宜超3次。如此方能确保既可达矫正目的, 又不会令钢材进入应力硬化状态致使钢材承载力降低。对于厚度较大的板材, 加热后不可用冷水冷却, 因冷水冷却会使厚钢材内部温差过大进而易产生裂纹。 7、加热速度对。矫正工作的影响, 鉴于钢材具良好的导热性, 因而若加热速度较慢, 便会造成构件受热区范围扩大。温度一般是通过调整火焰来控制加热的速度得以实现的, 若温度不高, 钢的加热的时间就会被延长, 这样会使受热的区范围扩大, 进而就会导致达不到良好的矫正效果。因而在实际操作当中需要用高温火焰去烤烧加热的部位, 让热量充分集中起来从而快速地使加热区到达红热状况。3、加热区的大小以及位置对于矫正的影响处在进。

10、进行火焰矫正之际, 对于加热区范围的大小, 必须要严格加以控制, 因为一旦加热区过大, 那么就会致使冷缩之后变形幅度过度大, 在矫正了原本的变形之后, 还会产生负变形;而要是过小, 又会使得收缩幅度不足从而达不到矫正的目的, 进而降低工作效率。在实际工作当中, 大多数情况是经由专业操作人员的经验来对加热区的大小予以选取的。但有时候为了做到精确, 本人也运用计算的方式来进行选取。在钢梁加工的进程中, 鉴于翼缘与腹板之间采用通长焊缝, 所以部分钢梁出现的拱形变形超出了规范所规定的要求。针对这些钢梁进行矫正, 在本人这儿, 乃是依靠计算去明确加热的宽度。比如说, 钢梁呈现出如下图示的情况: 仅仅采用一个地方进行加热时所需要的加热区宽度的计算, 当钢梁矫正到平直状态时其边缘的应变量, 当烤热区设置在量高度距离的1223范围之间的时候, 变形量大概应该增加一倍, 进而达到156mm, 所以处于这样的情况进行加热。
11、为使矫正效果均匀, 区宽度方面, 在中央和钢梁四分点处共烧烤三点, 两侧点的外伸长度是14L, 还将外侧两点的作用折算成一点, 所以每个加热区的宽度约为76mm。可见加热区的布置位置是由构件变形的范围确定的。范围大的, 例如上例中的钢梁, 变形在整个梁长度范围内产生, 加热区数量要增多, 还分布在变形的主要控制点上, 这样能使变形得到均匀调整。对于一些小范围变形, 采用一处加热就能达到矫正要求。综上所述, 火焰矫正法在操作要求方面存有独特地方, 在工艺上也有独特之处, 然而, 只要我们对于它的工作原理具备了深刻的认知, 就能够运用得非常自如, 简单来讲, 就是借助高于钢材弹性强度的外力施加于钢材显现变形的地方, 致使构件发生变形的凸面处内部长纤维遭受压力而产生塑性缩短现象, 使得凹面内部短纤维承受拉力而出现塑性伸长情况, 形成和原变形方向恰好相反的新的塑性变形模样, 以此实现矫正的最终目标句号。












暂无评论内容