

已采纳
各位焊工朋友看过来!常见的焊接符号有这些: 氧乙炔焊它是叫做OAW, 手电弧焊被称作SMAW, 埋弧焊就叫SAW, CO2保护焊是CO2W, 还有TIG焊, 以及MIG焊, 另外还有MAG焊等等诸多!其标法通常是两条平行的引线, 上面是实线, 下面是虚线, 而工艺符号是写在旁边的~具体到底该怎么准确去标注? 那只要去翻翻机械制图焊缝符号的那一章内容你就会清楚明白了为啥要这么标啦对吧知道怎么做!
精品应用推荐
万能数据恢复
金舟看图王
360安全卫士
金舟视频压缩
鲁大师

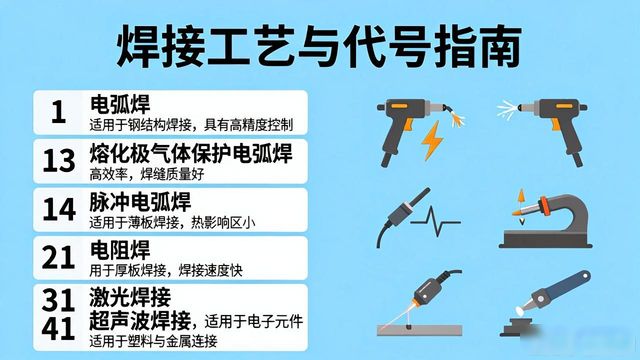
有误的是你的表示方法, 通常是以数字予以体现的那种, 被称作代号的却表述着某种工艺方法。如下是焊接及相关工艺方法代号, 1是电弧焊, 13是熔化极气体保护电弧焊, 131是熔化极惰性气体保护电弧焊, 即(MIG), 101是金属电弧焊, 135是熔化极非惰性气体保护电弧焊, 即(MAG), 136是非惰性气体保护的药芯焊丝电弧焊, 11是无气体保护的电弧焊, 137是惰性气体保护的药芯焊丝电弧焊, 111是焊条电弧焊, 112是重力焊, 14是非熔化极气体保护电弧焊, 114是自保护药芯焊丝电弧焊, 141是钨极惰性气体保护电弧焊, 即(TIG), 12是埋弧焊, 15是等离子弧焊, 121是单丝埋弧焊, 151是等离子MIG焊, 122是带极埋弧焊, 152是等离子粉末堆焊, 123是多丝埋弧焊, 124是添加金属粉末的埋弧焊, 18是其他电弧焊方法, 125是药芯焊丝埋弧焊, 185是磁激弧对焊闪光焊, 741是感应对焊, 242是无预热闪光焊, 742是感应缝焊, 25是电阻对焊, 75是光辐射焊, 753是红外线焊, 29是其他电阻焊方法, 291是高频电阻焊, 77是冲击电阻焊, 气焊, 78是螺柱焊, 782是电阻螺柱焊, 氧燃气焊, 783是带瓷箍或保护气体的电弧螺柱焊, 氧乙炔焊, 784是短路电弧螺柱焊, 氧丙烷焊, 785是电容放电螺柱焊, 313是氢氧焊, 786是带点火嘴的电容放电缘柱焊, 带易熔颈箍的电弧螺柱压力焊, 788是摩擦螺柱焊, 41是超声波焊, 切割和气刨, 42是摩擦焊, 44(高机械能焊, 81是火焰切割, 441是爆炸焊, 45(真空扩散焊, 82是电弧切割, 47是气压焊, 821是空气电弧切割, 48是冷压焊, 822是氧电弧切割, GB/T5185-2005/, 等离子弧切割, 84激光切割, 94软钎焊, 86火焰气刨, 941红外线软钎焊, 87电弧气刨, 942火焰软钎焊, 871空气电弧气刨, 943炉中软钎焊, 872氧电弧气刨, 944浸演软钎焊9, 45盐浴软钎焊, 88等离子气刨, 946感应软钎焊, 947超声波软钎焊, 9硬钎焊、软钎焊及钎接焊, 98电阻软钎焊, 949扩散软钎焊, 91硬钎焊, gn红外线硬纤焊951波峰软钎焊, 912火焰硬.钎焊, 952烙铁软钎焊, 913炉中硬钎焊, 954真空软钎焊, 914浸演硬钎焊,956拖焊, 9915盐浴硬钎焊, 915感应硬。钎焊, 96其他软钎焊, 918电阻硬悍, 919扩散硬钎焊, 97钎接捍, 924真空硬钎焊, 971气体钎接焊, 97#电弧钎接焊, 93其他硬钎焊, 113光焊丝电弧焊, 115涂层丝电弧焊, 118躺焊, 149原子氢焊, 181碳弧焊, 321空气燃气焊, 321空气乙炔焊, 气焊, 光燃气焊乙炔焊, 322空气丙烷焊,43锻焊, 752弧光光束焊, 781电弧螺柱焊, 917超声波硬钎焊, 923摩擦硬钎焊, 953刮棒翰钎Im。

你所提及的用于表示焊接方法的符号, 乃是1988版《锅炉压力容器压力管道焊工考试与管理规则》里所指定的、针对各种焊接方法的表示符号, 具体情况你能够查看这个标准, 不过它已然过时了。

你好!
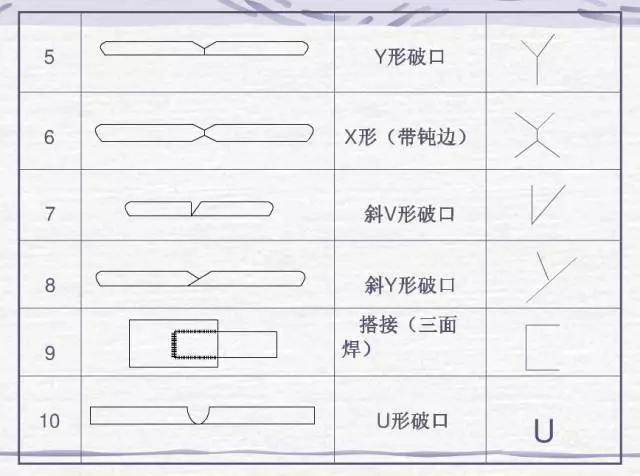
正面用三面焊接符号 背面标注搭接脚焊缝符号
如有疑问,请追问。


单面进行焊接时, 仅仅只需在横线的一侧画出焊缝的符号就行。双面运用焊接的情况, 一般而言是角焊缝, 如此一来, 就要在焊接符号横线的上方以及下方都画出三角符号, 并且为对称的状态方行。
其操作技术为单面焊双面成形, 采用普通焊条, 运用特殊操作方法, 于坡口正面施焊, 焊后要确保坡口正反两面都能有所得这样一种操作, 其成果最终与角焊缝一样, 故而其表示符号同角焊缝相同。

扩展资料
单面焊双面成型操作技术
1、引弧需处于焊缝里, 得达成一“引”即刻“着”, 一“落”马上“准”的状态。鉴于电缆以及焊钳针对手腕存有一个重力矩, 致使焊工手持焊钳不容易保持稳定, 所以引弧之际焊工要全力蹲稳, 手臂需使劲持钳, 手腕稍微用力去做点划动作。
此外, 焊工的心情得放松, 要是紧张就会僵硬, 一旦僵硬动作就会机械而且抖动幅度大, 极其容易出现“粘时真升氢敌住”以及“拉熄”这种现象。在练习的时候, 起始于摩擦法, 逐步去缩短摩擦的距离以及焊条头跟工作面之间的距离。落的时候要轻, 起的时候也要轻, 克服惯性, 速度快慢要合适, 让焊钳运动的轨迹渐渐达成近似垂直的那种效果。
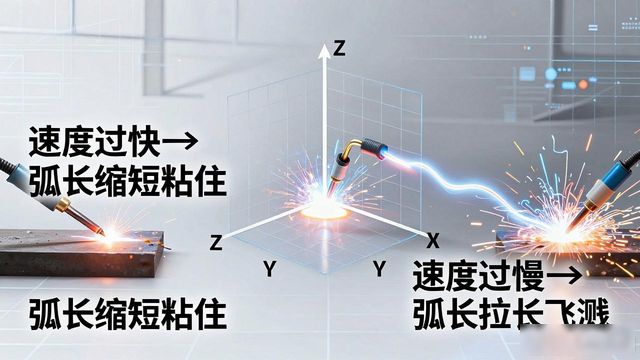
2、得知焊条于空间三个方面皆存在运动, 针对熔池方向递进而言, 需与云尔备陆做晶熔化速度达成一致, 散品伤胞多混章个以此种方式来维持弧长恒定, 倘若速度快了, 弧长便会缩短甚至于“粘住”, 要是速度慢了, 弧长会被拉长, 故而增加飞溅现象, 同时降低保护作用, 进而影响熔滴过渡。
在进行的横向运动, 其目的是搅拌熔池, 以此来相应增加熔宽, 此运动应当依据中间快两端慢的规则。该横向运动与向前运动紧密相联, 其变化存在诸多情况, 需要根据熔池形状以及熔敷金属量来进行决定。唯有三个方向上的运动实现有机结合, 才能够确保焊缝具备一定高度以及名义宽度, 进而确保焊缝质量达到高质量水平。
3、把熔渣与铁液给区分清楚掉, 这可是提升操作技能的其中一项关键要点。通常情况下铁液是超前的状态, 熔渣则是滞后的情形, 处于电弧下方的铁液温度比较高, 呈现出油光发亮的样子位于下层部位。和此相反服饰要向着老对的方向去整理而熔渣温度较低, 显得比较暗, 在铁液的上方游动着。要是没办法区分开熔渣和铁液, 那就没办法看清焊缝边缘以及熔合的状况, 焊接时的盲目性是非常大的。
4、将焊条进行更换应当迅速, 接头必须精准, 这是由于其质量优劣会对焊缝质量产生直接影响。迅速, 意味着在前一道焊缝收尾部位仍处在红热状况时, 马上引发电弧, 按此前后焊缝便于熔合, 能够切实防止气孔以及夹渣此类缺陷。精准, 意味着接头处于恰到好处的状态, 回行距离处于10至20mm范围, 在朝向弧坑运行时速度稍快。
来回行走的距离要是过长, 就不容易精准摸到准确位置, 反倒十分容易发生重叠以及脱离的状况, 要是运弧时间没办法掌握妥当, 那么接头就会出现偏高或者偏低的情况。除此之外, 在收弧的时候弧坑竭力要呈圆形去避免出现尖形状态, 而且焊肉要恰当适中, 绝对不能太深或者太浅, 只有这样才能够方便接头。
5、进行电流调节使之精准到位, 特别是针对立、横、仰三个位置的焊接操作, 对于去获取优良的被承载较大应力且具备良好内在质量、呈现美观焊缝成形效果的焊接成品而言, 是具有极其关键的重要意义的。调节电流之时, 需要凭借三方面的要点, 一听;详细聆听电弧所发出的声音;二看, 通过观察去留意电弧实施燃烧的具体状况;三比较, 细致地对比熔池所呈现的形状以及焊缝所达成的成形情形。








暂无评论内容