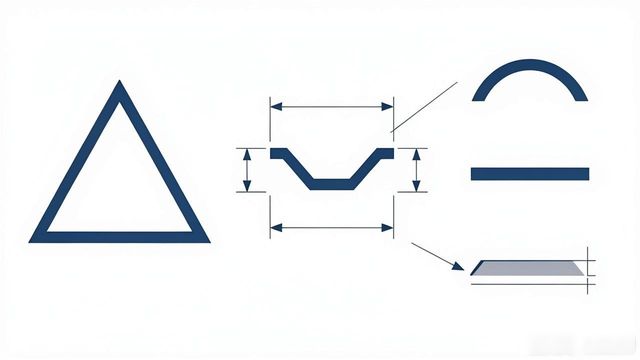

关于焊接符号以及焊接方法代号的讲解, 流静水深那种状态深沉, 人静心深那种情形深邃。有生命存在的地方必然存有希望, 即依然运转深入。一, 焊缝符号有着其表示的方式, 二, 存在基本的符号, 三, 还有补充的符号, 四, 关于尺寸的符号, 五, 指引的线条, 六, 焊接方法的代号列出, 七, 焊缝形状以及尺寸的提纲呈现。焊缝符号和焊接方法代号是用于焊接结构图样上的统一符号与代号, 能够当作一种工程语言, 它们分别由国家标准GB/T324—2008《焊缝符号表示方法》、GB/T5185—2005《金属焊接及钎焊方法在图样上的表示代号》构成 通过将焊缝符号和焊接方法代号配套使用, 便能够清晰明白地在图样上把焊接方法、焊缝形式、焊缝尺寸、焊缝表面状态、焊缝位置等表示出来。焊缝符号应清晰地表述旨在说明的信息, 不让图样增添更多的注解。完整的焊缝符号通常由基本符号与指引线组成,必要的时候可增添补充符号、焊缝尺寸符号以及数据等。为了实现简化, 在图样上标注焊缝时, 一般只采用基本符号与指引线, 其他范畴的内容通常在有关的文件(像焊接工艺规程等)中予以明确。

基本符号, 是用来表示焊缝横剖面的基本形状或者特征的, 而且它采用的是近似于焊缝横剖面形状的符号来表示基本符号, 基本符号的组合焊缝标致示例, 补充符合, 是用来说明有关焊缝或接头的某些特征的, 比如表面形状、衬垫、焊缝分布、施工地点等等, 而这是所采用的符号, 原来的“辅助符号”以及“补充符号”合并成为了“补充符号”, 并且在其中增加了圆滑过渡符号, 原来的衬垫细分成了永久衬垫和临时衬垫 补充符合, 补充符号, 补充符号应用示例, 补充符号标致示例, 焊缝尺寸符号, 是表示焊接坡口和焊缝尺寸的符号, 必要的时候, 可以在焊缝符号中标注尺寸, 确定焊缝位置的尺寸不在焊缝符号中标注, 而是应该将其标注在图样上, 焊缝尺寸符号及标注位置, 焊缝尺寸符号及标注位置, 焊缝尺寸符号, 焊缝尺寸符号, 焊缝补充符号的标注, 指引线是由箭头线和两条基准线组成的, 也就是实线和虚线, 基准线的虚线能够画在实线的上侧或者下侧, 指引线基本符号在实线侧的时候, 表示焊缝在箭头侧, 基本符号在虚线侧的时候, 表示焊缝在非箭头侧, 对称焊缝或者双面焊缝, 可不加虚线, 焊缝尺寸符号及数据标注的原则, 焊缝尺寸符号及数据标注的原则, n nxL(e)L(e) n nxL(e)L(e), 焊缝长度方向上的尺寸, 标注在基本符号的右侧。
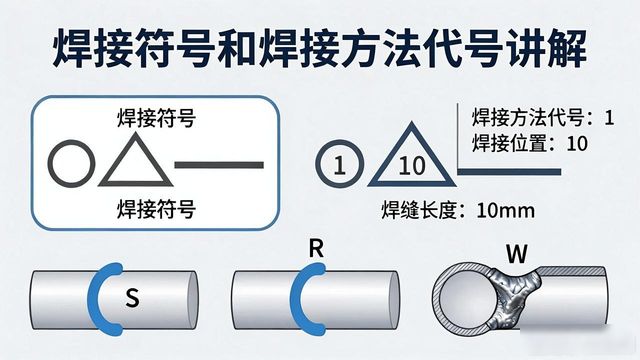
基本符号右侧, 当无任何尺寸标注, 且无其它说明时, 意味着焊缝在工件那整个长度方向上是连续的, s h c s h c 是焊缝横截面上的尺寸, 标注则在基本符号的左侧。基本符号左侧, 若没有任何尺寸标注, 也无其它说明, 那就意味着对接焊缝应完全焊透, 至于坡口角度、坡口面角度、根部间隙等尺寸, 标注在基本符号的上侧或下侧。塞焊缝、槽焊缝带有斜边时, 要标注其底面的尺寸aβb aβb。这里是尺寸标注示例, 尺寸标注示例, 尺寸标注示例。焊缝有图示表示法, 焊缝除了能用上述符号标注法表示之外,也能用图示法。在图样之中, 可用视图, 剖视或剖面图、局部放大图及轴测图来表示焊缝的图示表示法。焊条电弧焊—111, 埋弧焊—12, 熔化极惰性气体保护焊-气体保护焊—135, 钨极氩弧焊(TIG)—141, 点焊—21, 缝焊—22, 这是焊接方法代号(常用)。焊接方法代号(常用), 氧乙炔焊—311, 摩擦焊—42, 电子束焊—76, 锣柱焊—78, 火焰切割— 81, 硬钎焊—91, 软钎焊—94。焊缝的形状能用一系列几何尺寸去表示, 不同形式的焊缝, 其形状尺寸是不一样的。焊缝形状和尺寸, 焊缝形状和尺寸。其中包括1.焊缝宽度, 2.焊缝余高, 3.熔深, 4.焊缝厚度, 5.焊角, 6.焊缝形状系数。焊缝形状和尺寸包括角焊缝宽度,对接焊缝宽度。焊缝表面和母材的交界处被称作焊趾。
将焊缝表面与两焊趾中间的距离称作焊缝宽度, 那超出母材表面连接线之上的涵盖部分焊缝金属最高高度算作焊缝余高, 在动载或者交变载荷状况下, 它不但无法起到加强功效,反倒因焊趾处应力集中易于产生脆断, 故而余高不可过高, 焊条电弧焊的余高数值通常是0至3mm, 于焊接接头横截面上, 把母材或者前道焊缝熔化的深度称为熔深包含对接接头熔深、T形接头熔深、角焊缝的熔深(经由切片以及显微镜观察), 于焊缝横截面上, 从焊缝正面到焊缝背面之间的距离叫做焊缝厚度, 对接焊缝的厚度, 焊缝厚度, 焊缝厚度, 在角焊缝的横截面里面, 自一个直角面上的焊趾到另一个直角表面的最小距离, 称作焊角, 焊角, 焊角, 焊角, 焊角凸度, 焊角尺寸, 于角焊缝横截面当中所绘出的最大等腰直角三角形内直角边的长度, 称为焊角尺寸, 焊角尺寸, 焊角尺寸, 焊角尺寸, 焊角尺寸凸度, 焊缝计算厚度是于设计焊缝过程中所运用的焊缝厚度, 对接焊缝焊透时它等同于焊件的厚度, 角焊缝时它宛如在角焊缝横截面内所绘出的最大等腰直角三角形里, 从直角的顶到斜边的垂线的长度, 焊缝计算厚度, 焊缝计算厚度, 焊缝背面与母材的交接处叫做焊根, 对接试板指的是焊缝反面的根部, 角焊缝指的是焊缝形成直角三角形的那个直角点。
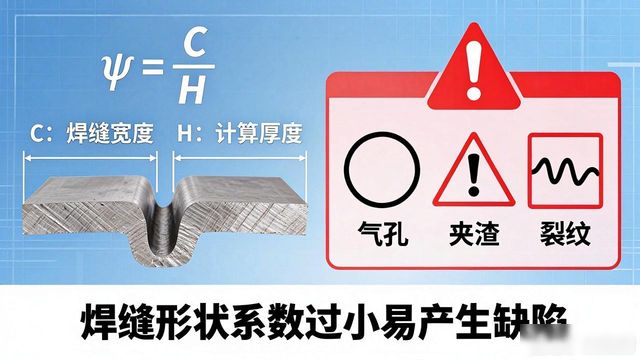
熔焊时, 单道焊缝横截面上, 焊缝宽度(C)相应于焊缝计算厚度(H)的有一比之值(ψ = C/H), 此被称作焊缝形状系数。焊缝形状系数存在不同情况, 即存在形状系数小的情形, 也有形状系数大的状况。焊缝形状系数的具体数值大小对于焊缝质量有着颇为重大的影响。若形状系数过小, 那么焊缝会呈现窄且深的态势, 极其容易出现气孔 、夹渣甚至裂纹等问题。要是形状系数过大, 焊缝就会变得宽且浅, 容易产生焊不透之类的现象。故而, 焊缝形状系数须被控制在合理的数值范围之内。人有了知识, 便会拥有各种分析能力, 具备明辨是非的能力。所以我们要勤奋读书, 广泛地去阅读。古人讲“书中自有黄金屋”。通过阅读科技方面的书籍, 我们能够丰富知识, 培育逻辑思维能力 ;借助阅读文学作品, 我们能够提升文学鉴赏水平, 培养文学情趣 ;凭着阅读报刊,我们能够增长见识, 拓宽自己的知识面。有许多书籍还能够培育我们的道德情操, 给予我们巨大的精神力量, 激励我们不断前进。








暂无评论内容