
于钣金加工这个行业里头, 折弯展开系数的运用属于能够提升生产效率以及减少材料浪费的关键因素当中的一个。每一位操作人员都应当具体地去了解不同材料跟折弯工艺之间的关系, 特别是下模的选择和调整这方面, 这对于确保设计、工艺与生产的一致性而言是非常重要的。

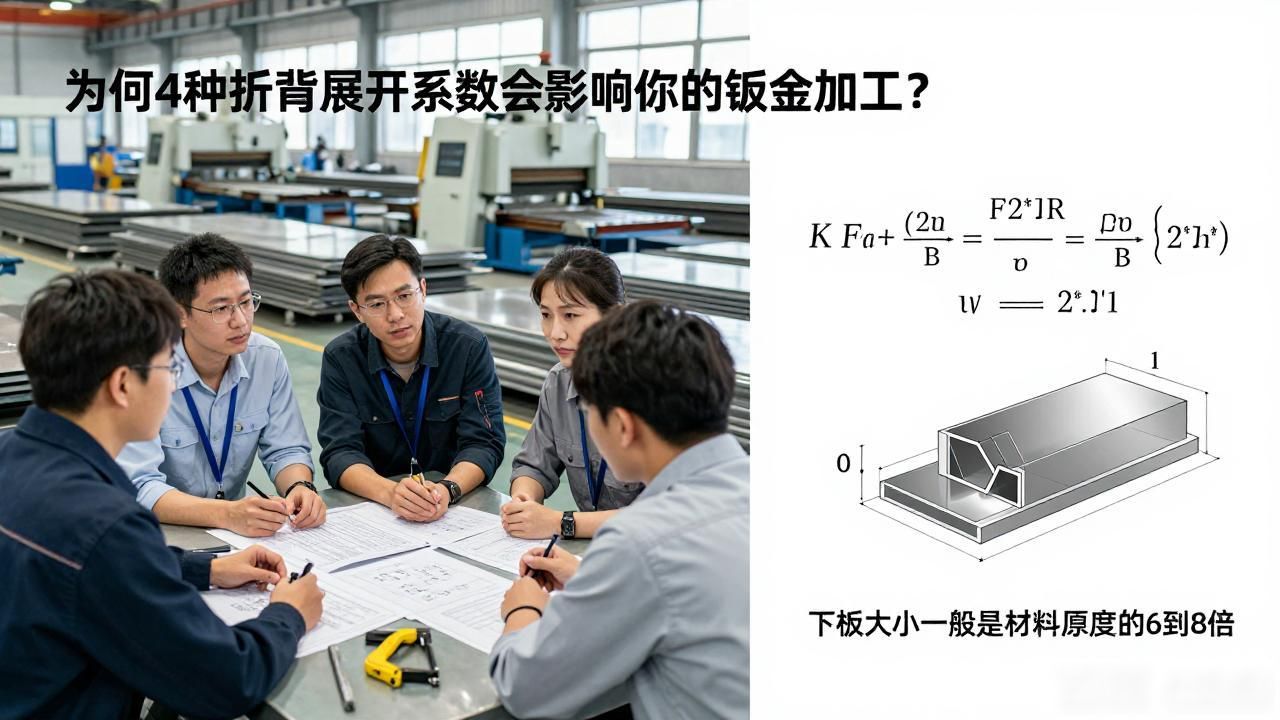
首先, K因子也就是折弯系数的确定, 直接对最终产品的尺寸准确性产生影响, 那是直接影响啊。普通状况下, 下模大小一般是材料厚度的6到8倍, 这一常规的规则保证了折弯时的稳定性以及精度。然而, 在特殊情形下, 好像处理非90度折弯这种, 就需要在前期设计工程师与折弯操作人员进行充分沟通, 确立具体的内R值以及下模的适配。这不但关系到产品质量, 而且更关乎到生产线的效率。
就拿公司当下所遵循的标准来讲, 当钣金材质的厚度是小于4mm的状况时, K因子全部都是采用0.23, 而这个数值已经被广泛认可且在折弯这一工序里面得到运用了。与此同时, 针对压死边工艺而言了, 可靠的K因子数值是0.46如此这般的标准化操作能够把因个体操作方面的差异所导致的误差给降低, 进而提升交付的效率。
复杂折弯情况里, 存在内R大于5T的圆角折弯, 如此类弯曲工序, 常常要依靠多次实验得出的测量结果, 所以操作前的详尽沟通就显得格外关键。我们给出建议就是, 要在所有设计图纸中标注下模的选择, 还要标注折弯扣除的实验值, 以此确保在正式生产以前能够达成共识, 进而降低不必要的错误以及浪费。
总之, 知晓并把控折弯展开系数以及相关工艺的规范要求, 乃是每一位钣金操作人员务必拥有的基本素养。伴随技术持续发展,将来的钣金行业会更着重在操作标准化以及经验积累方面臻于至善。所以, 从当下起重视这些细节, 毫无疑问会为个人职业生涯迈向发展, 乃至整个企业实现进步给予关键保障。
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END












暂无评论内容