
从事钣金加工工作的人员都知道, 这钣金折弯系数对于工艺文件的标准化有着影响, 对其合理化也有影响, 同时还影响着生产效率, 对产品的质量同样存在影响。
只有先把, 折弯系数的自动确定给解决掉, 才能够去谈论, 计算机辅助编制工艺, 这里面涵盖, 工艺文件的自动编制, 展开料的自动计算, 材料消耗定额的自动计算等等这些内容。
抛出三个问题:
钣金不是90度的那种折弯, 其系数该怎么计算? 钣金不是90度那种折弯, 扣除的数值是多少? 不是90度的折弯, K因子是否不准确?
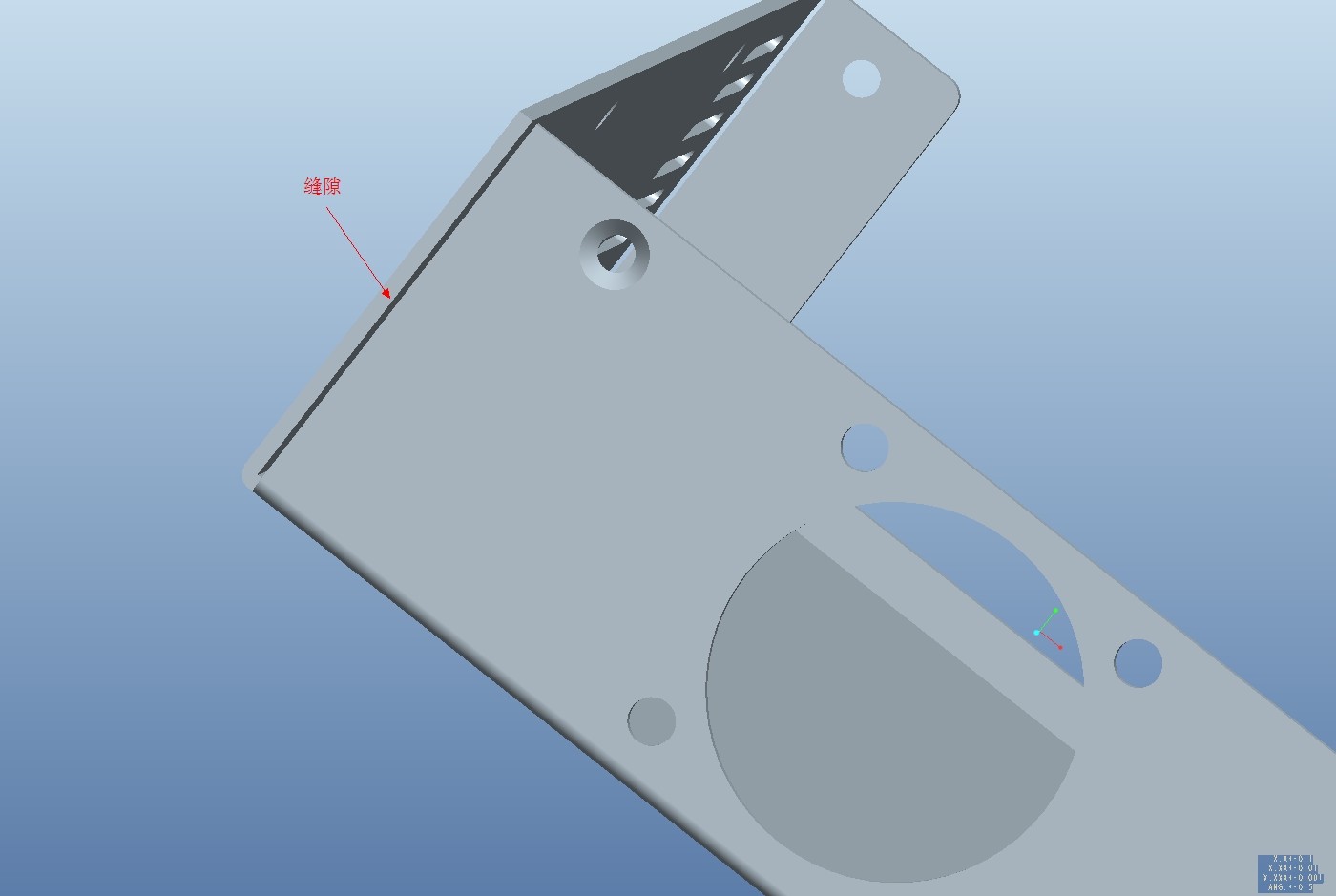
一般而言, 钣金展开计算通常借助软件来进行, 有用ProE的, 多种软件的, 而本人是运用SW开展研究的, 今日以这个作为例子。
在SW当中, 计算钣金展开折弯系数存在着几种可供选择的方式, 当设置妥当之后, 展开的零件用于加工、进行折弯就会十分准确。这些方式主要涵盖了: 折弯扣除、折弯系数、折弯系数表、K因子、折弯计算。依据钣金加工网所做出的研究来看, 它们各自拥有着其特定的用途以及特点。

用于钣金折弯计算的折弯扣除, 通常是针对折弯呈现90度的情况, 此数值能够于实际的钣金试验件当中被测量得出, 其用于软件时具备相当的准确性。
折弯系数, 是一种计算钣金展开长度的方法, 按照内尺寸相加来计算 , 它可适用于90度折弯的情况, 也可应用于钣金褶边处理等等。
折弯系数表存在的情形是, 设置的繁复程度是有点复杂的那种, 实际上呢, 对于钣金加工网而言, 也是未曾有过详细深入的研究的。它具备这样的作用, 即能够被用于大部分角度的钣金展开计算。
K因子, 是依据中性层理论推导得出的一个数值哩, 它能够被应用于任何角度的钣金展开计算哟。
折弯计算:不清楚,就不解释了。

今天重点讲一下,K因子用于非90度折弯的问题。
有人声称计算不准, 然而K因子计算钣金展开能够十分非常准确。有人断言计算无误, 可K因子的数值不对致使计算不准。K因子依据钣金材料、折弯模具、折弯压力等相关因素, 其数值难以确定。实际生产中存在一种能推算出K因子数值的简便办法, 即根据折弯扣除来确定。利用折弯扣除进行推导, 有一个可资利用的计算公式。
带 K-因子的折弯系数使用以下计算公式:
BA=π(R + KT) A/180
其中:
BA = 折弯系数
R = 内侧折弯半径
K = K-因子,即为 t / T
T = 材料厚度
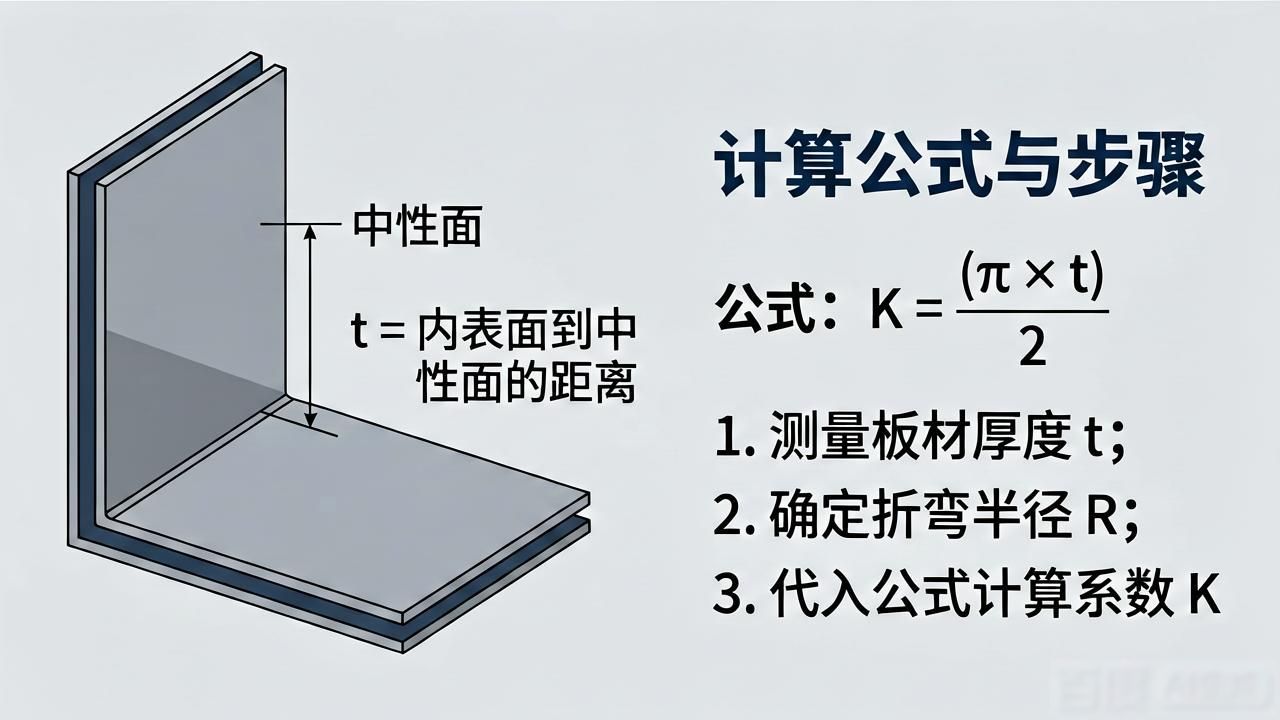
t = 内表面到中性面的距离
A = 折弯角度(经过折弯材料的角度)
从上面所提及的计算公式能够瞧出, BA折弯系数属于一个固定不变的值, 它能够借助试验件测量获取。T材料有着既定的厚度, A折弯角度也是给定好了的。借助折弯系数(于SW里是折弯扣除的那个数值)来计算出K因子理应会十分地准确。千万不可忽视这样一点, 存在一个数值R内折弯半径是未知的数。因为, 它并非我们SW软件当中的R数值, 而是实际钣金折弯时的R数值。
认识到此处, 是否存在方法了呢。我们能够将试验件的折弯R数值予以测量获取, 把它代入公式便可精确计算K因子。试验件的内侧折弯R一般是个不规整的R, 我们能够借助R规测量外侧折弯R, 接着减去板厚, 如此便得到内侧折弯半径了。
在经历这般计算之后, 统计出不同材料的K因子表格, 凭借这个就能精确地计算出钣金展开长度。并且,它对于任何角度都适用, 非90度时折弯系数也能精准地计算出来。
海智在线, 它是一家将聚焦点放在工业零部件领域的, 产业链综合服务平台。











暂无评论内容