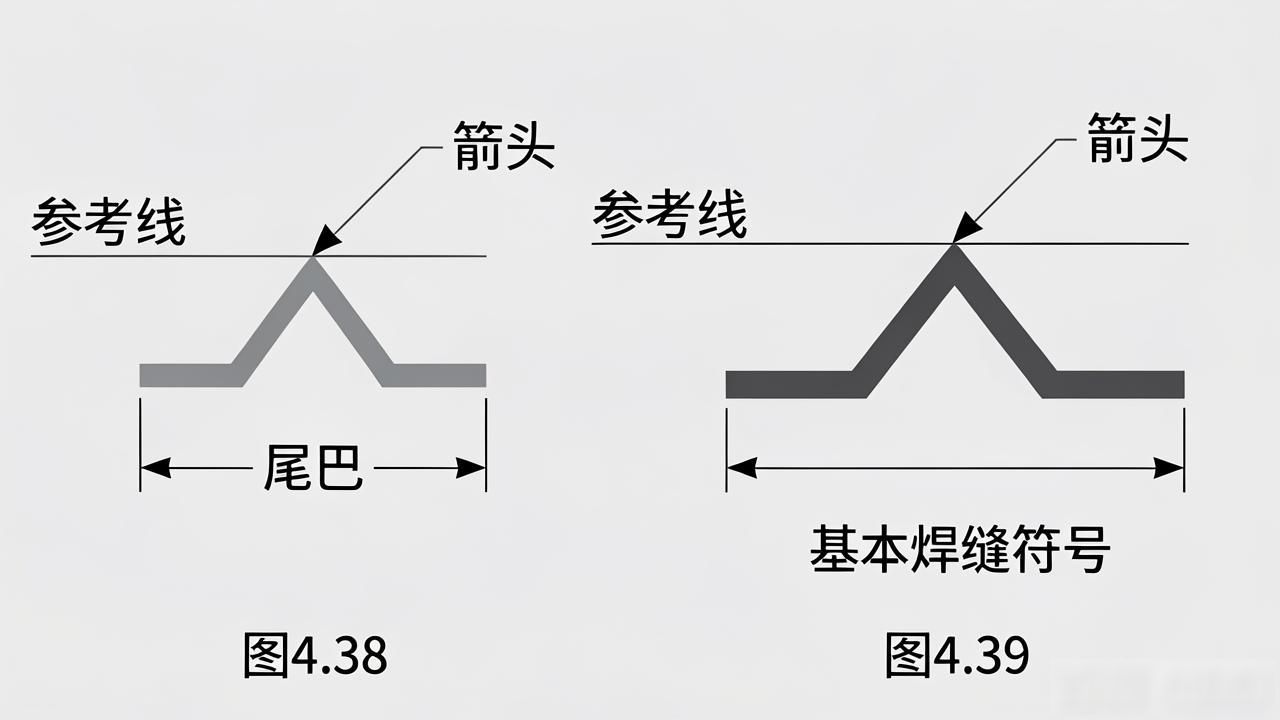


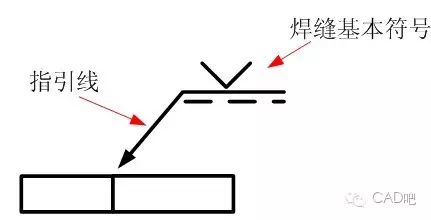
焊缝符号, 以及焊接符号, 会把二者区别给出的是AWS, 焊缝符号, 其图4.38中体现, 该符号标识的是焊缝指定类型, 它只是焊接符号的一部分, 把焊缝符号标注在焊接符号参考线的上部或者下部、焊接符号,其图4.39中呈现, 它表示的是全部符号, 包含标识焊缝所需的全部信息, 所有焊接符号必定得有参考线和箭头, 其图4.37中可见。焊接符号要素, 焊接符号要素, 除非有特殊说明, 否则除了参考线与箭头之外, 其它要素并非全都要使用。一个焊接符号能够包含下列要素: 参考线, 属于必要要素;箭头, 属于必要要素;尾巴;基本焊缝符号;尺寸与其它数据;辅助符号;外形符号;技术要求、工艺、其它。参考线总是被划成水平线。它被用以表示焊缝符号以及其它数据, 对于在其上所标识的任何要素而言, 都存在其特定的含义。参考线下面被称作箭头端, 参考线上面称作另一端。在图4.40当中表示出了这一惯例。箭头方向不会改变参考线的含义。带有基本焊缝符号的多参考线标识方式如同图4.41所呈现的那样。连接参考线的箭头指向需要进行焊接的坡口或者区域。它可能有折角, 可能没有折角, 可能带有多个箭头。当所展示的箭头带有折角的时候, 折角箭头始终指向接头需要开坡口的工件, 就像图4.42所显示的那样。图4.42, 还标识了多个箭头, 这些箭头指向同一焊缝的不同位置。多个箭头的另一个例子, 在图4.60中表示。在图中, 箭头指向的线段, 清楚地标明了要求的接头或焊接范围。箭头要尽可能指向实线、可见线, 箭头有时也许会指向虚线、隐蔽线。焊接符号的尾巴, 用来标明焊接和切割工艺, 焊接技术要求, 程序, 及标明焊缝所需的附加信息。当不需要用焊接工艺, 技术要求, 其它程序及附加信息进一步描述焊接内容时, 焊接符号的尾巴可以省掉。图4.43对焊接符号尾巴作了描述, 图中所提及的工艺, 参考文献, 技术要求, 规范以及其它和焊接相关的文件, 或许会借助增加在焊接符号尾巴上的参考信息予以说明, 包含在参考文件里的信息不一定得在焊接符号中重复, 见图4.44, 图纸中能够通过指定的单一焊接符号作为典型, 或者缩小变成TYP来防止同一焊接符号的重复, 其箭头指向相应接头, 见图4.45, 必须清晰地标明所有的典型接头, 比如TYP@4个加强筋。涉及“典型”的焊缝其应用呈现于图4.62之中, 焊缝符号所处的位置, 焊缝符号所处的位置, 焊缝符号所处的位置, 焊缝符号所处的位置与箭头所指方向并无关联, 当焊缝符号处于参考线下方之际, 应当在接头箭头一端实施焊接操作。当焊缝符号处于参考线上方之时, 应当在接头的另一端进行焊接作业。当焊缝符号同时处于参考线的上下两边时, 应当在接头的两端同时开展焊接工作。然而, 并非所有情形都要求两端同时施焊。部分符号借助在接合面标注附加符号, 从而无需标明箭头端或者另一端, 呈现于图4.46。对角焊以及坡口焊符号而言, 跟焊接符号参考线相连接的箭头所指向的接头的那一边, 是接头箭头端, 对面的那一端是另一端, 此外, 在角焊缝、单边V型坡口、J形坡口以及单边喇叭型坡口中, 焊缝符号的直边始终标在左边, 见图4.47。







暂无评论内容