
从事焊接工作的朋友们都清楚, 每日都要和图纸、焊枪以及焊缝进行接触, 最担忧的便是三件事情, 图纸符号出现看错从而导致整段需要返工, 缺陷超出标准致使工件直接被报废, 认证规则没有完全掌握而丢失上岗资格。今天我们依据卡特1E焊接通用标准体系, 将焊接人员日常工作中最为核心的三大模块, 也就是焊接符号识图, 焊工认证规则, 还有15类焊接缺陷及验收标准, 一次性讲解透彻, 全部都是现场实际能够用到的实用知识。
一、焊接符号
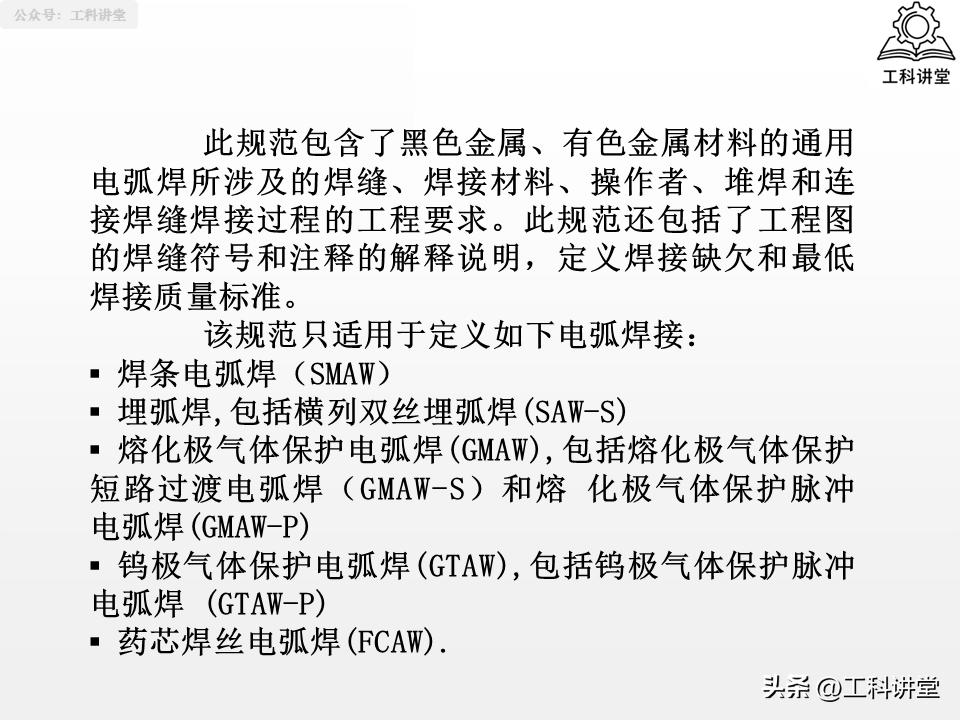
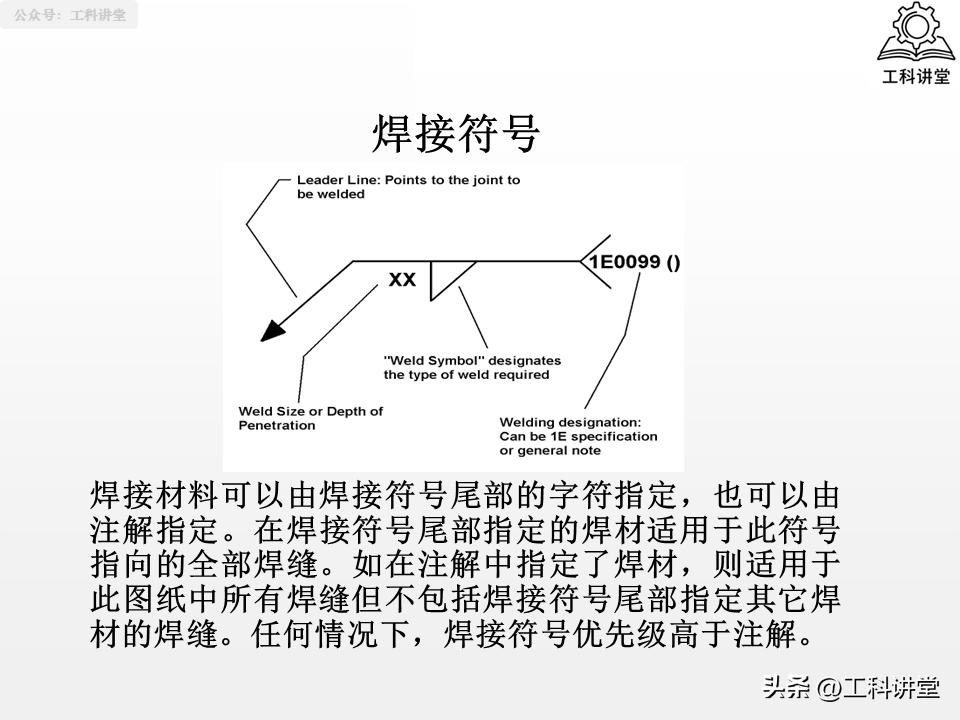
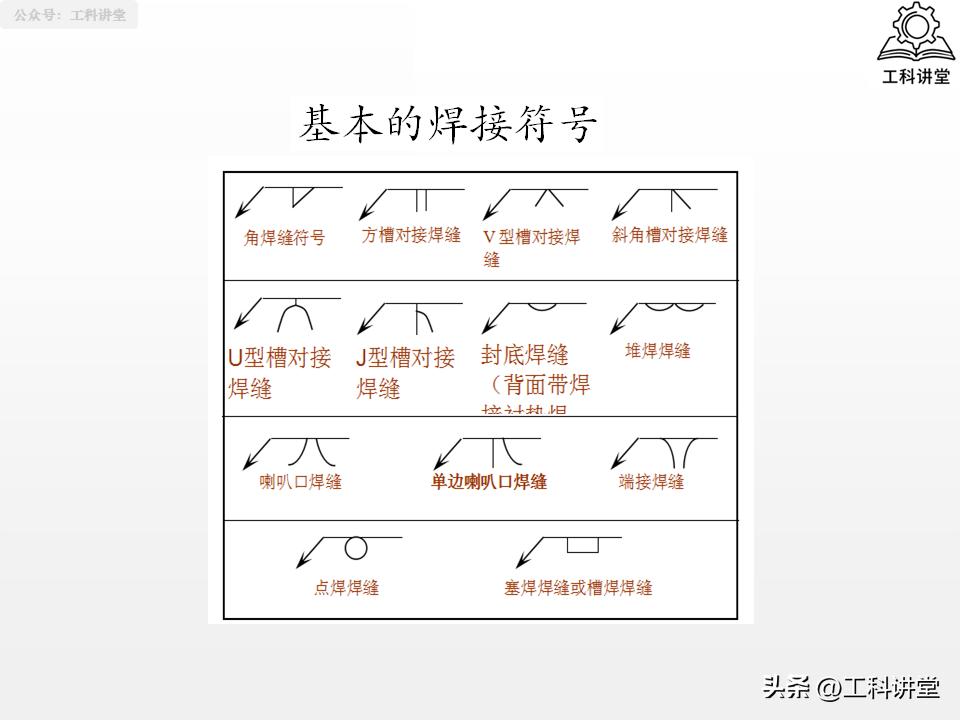
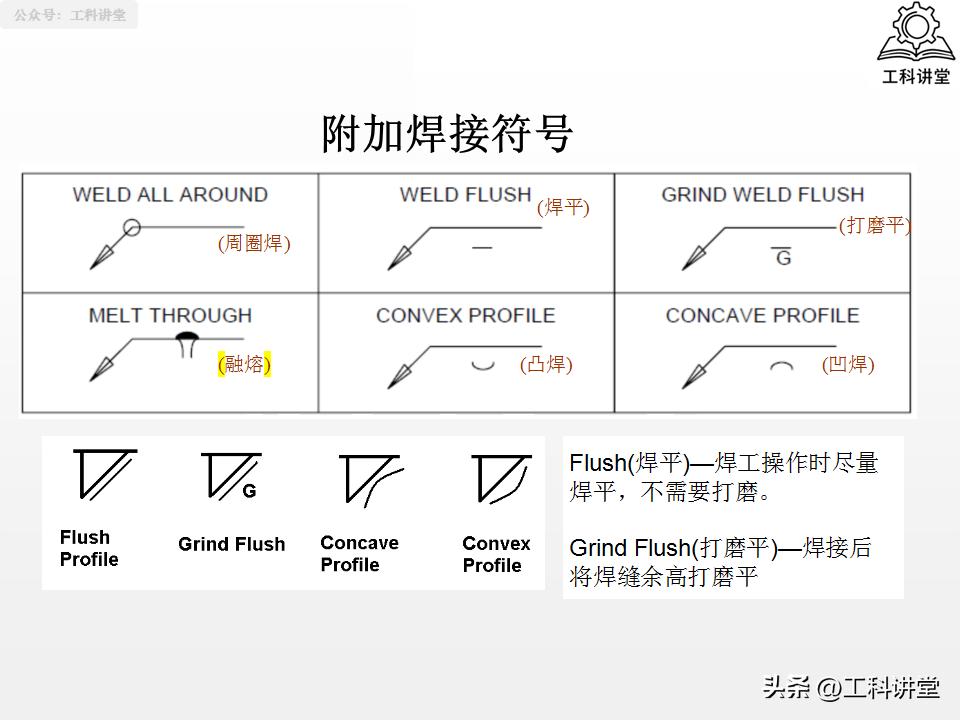
干焊接的首要关卡, 乃是弄明白图纸之上所呈现的焊接符号, 这是从设计一端直至生产一端的独一无二的通用言语, 其核心的依据即为电弧焊接通用标准。在此需牢记一项铁定准则: 焊接符号尾部所标明的焊材以及工艺要求, 其优先级始终高于图纸上面的通用注解, 千万不要弄颠倒顺序从而遭受重大损失。
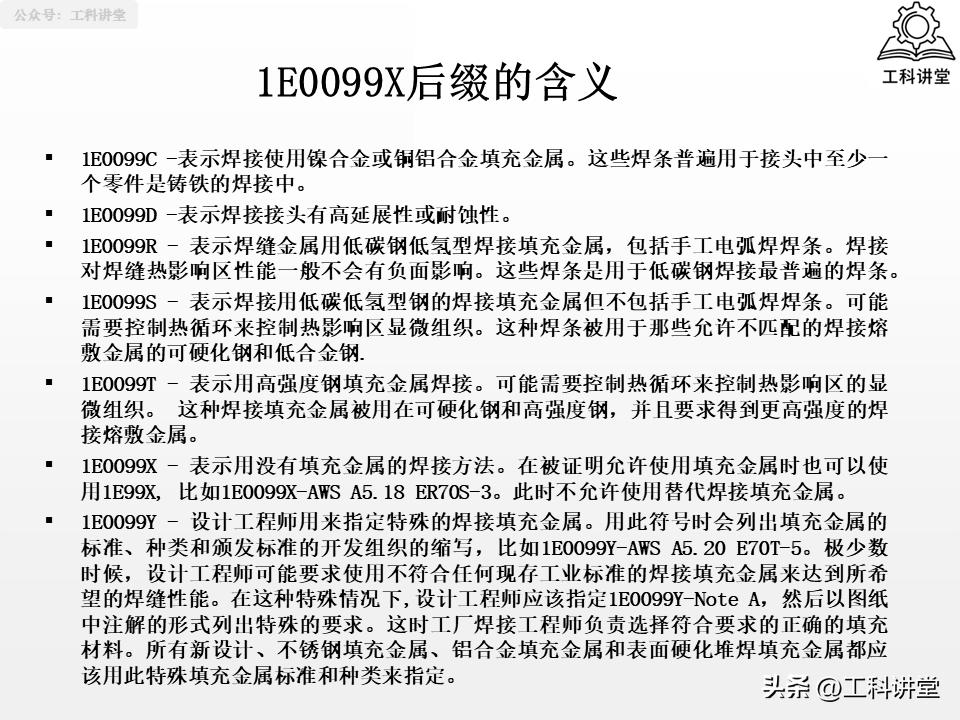
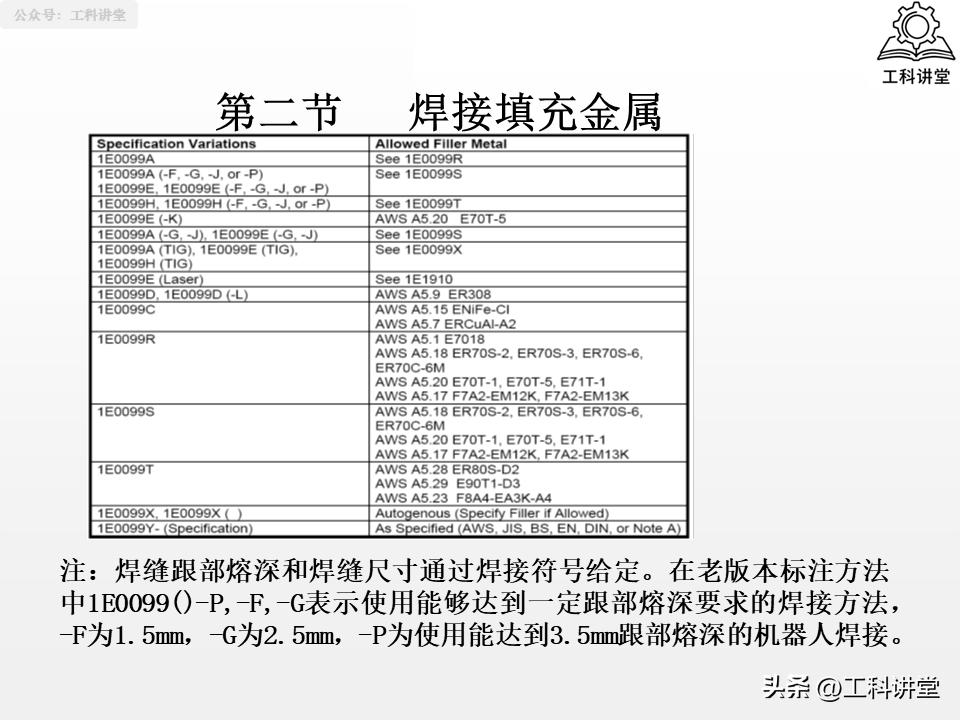
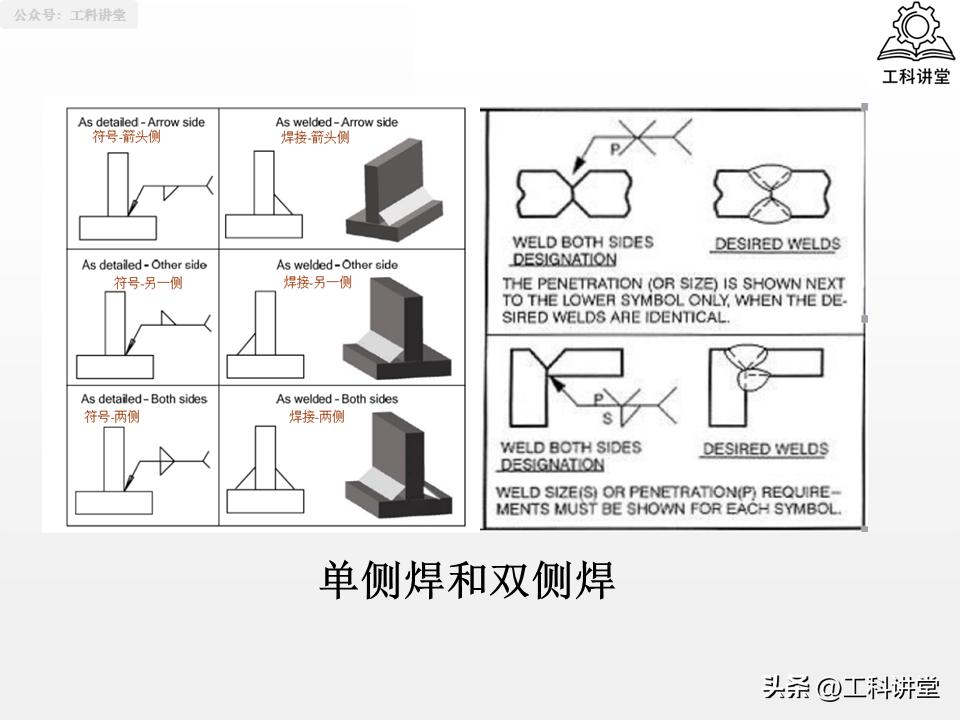
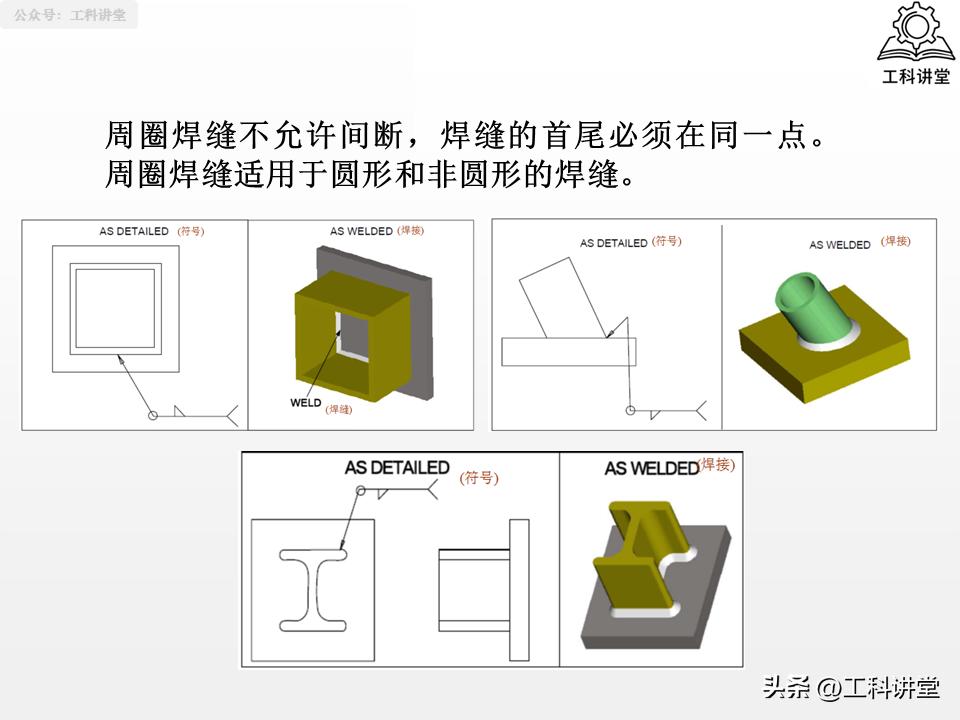
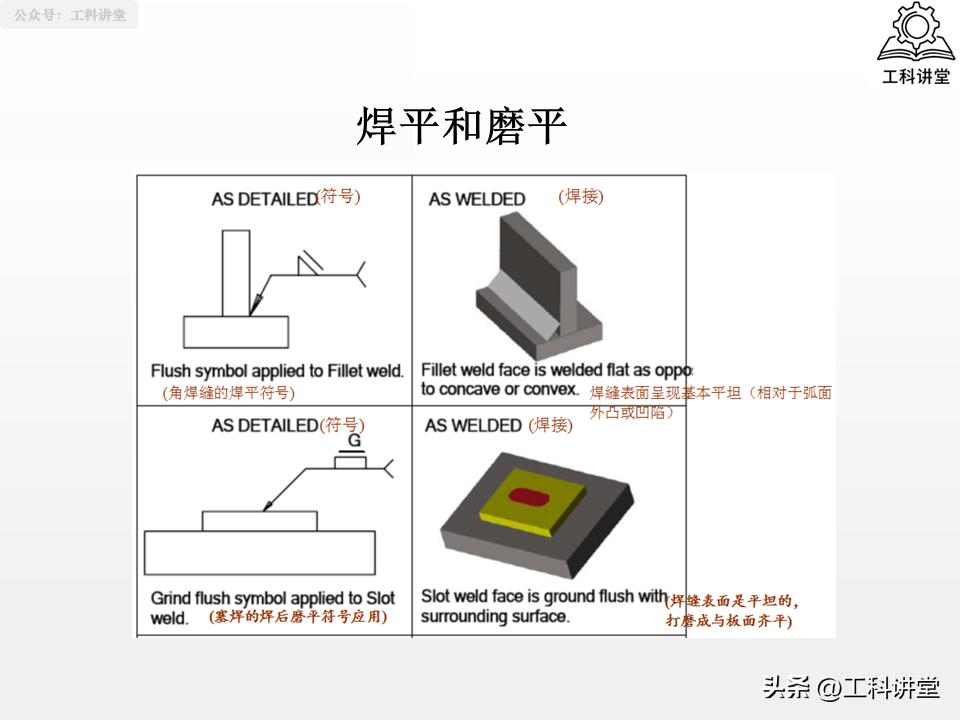
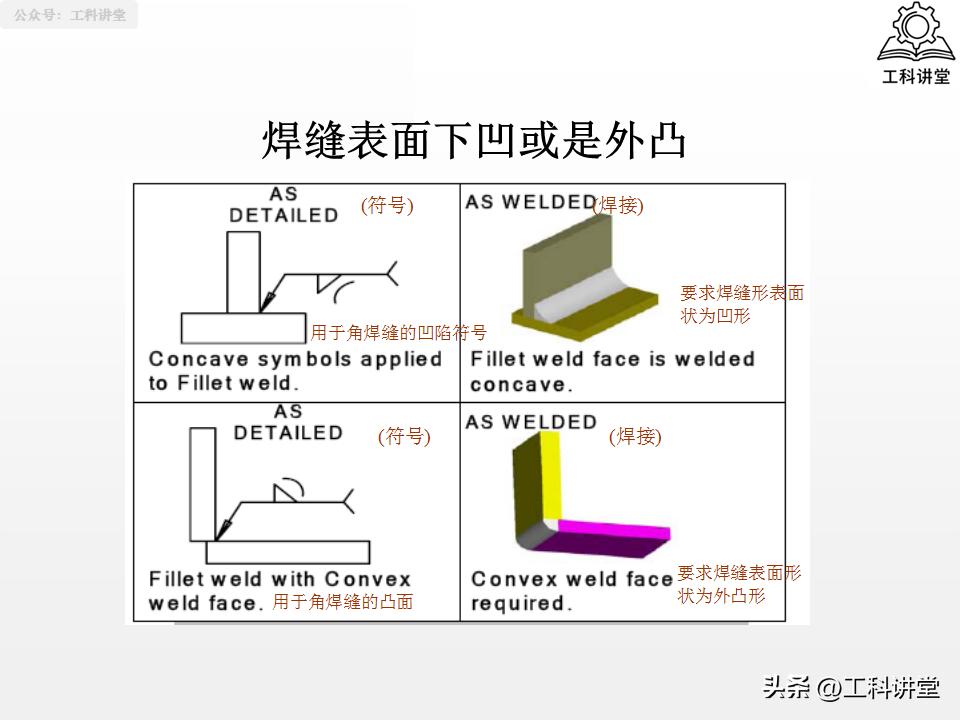
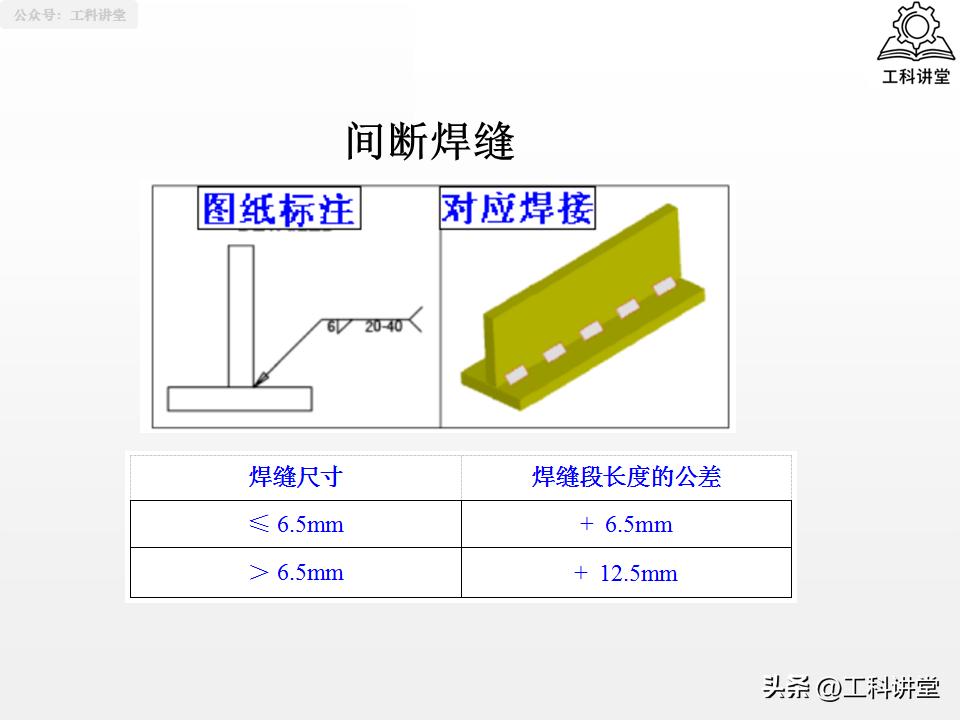
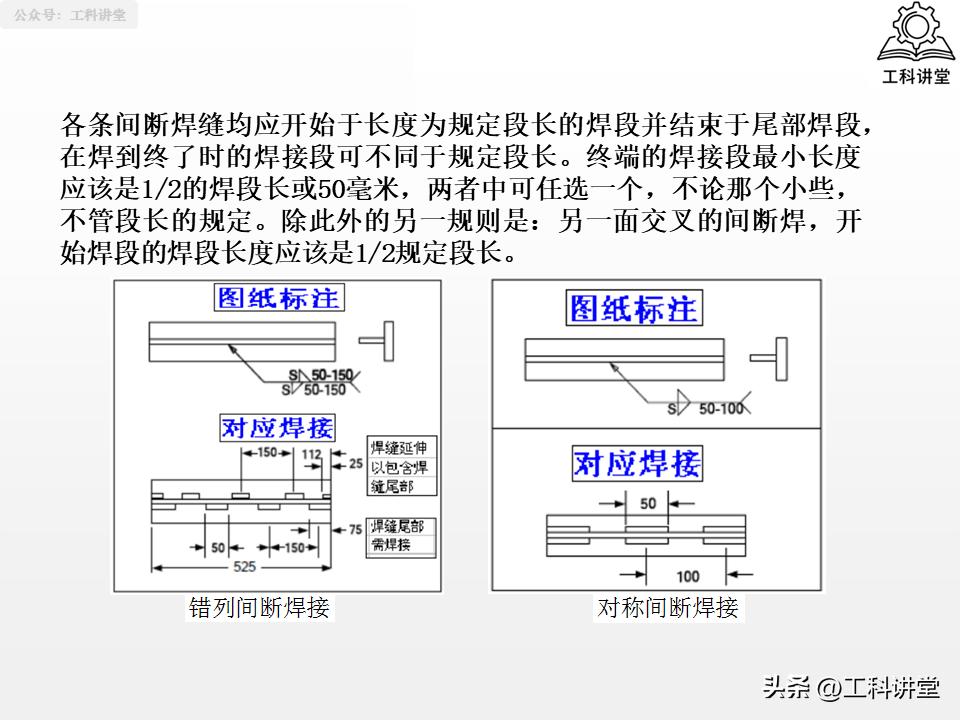
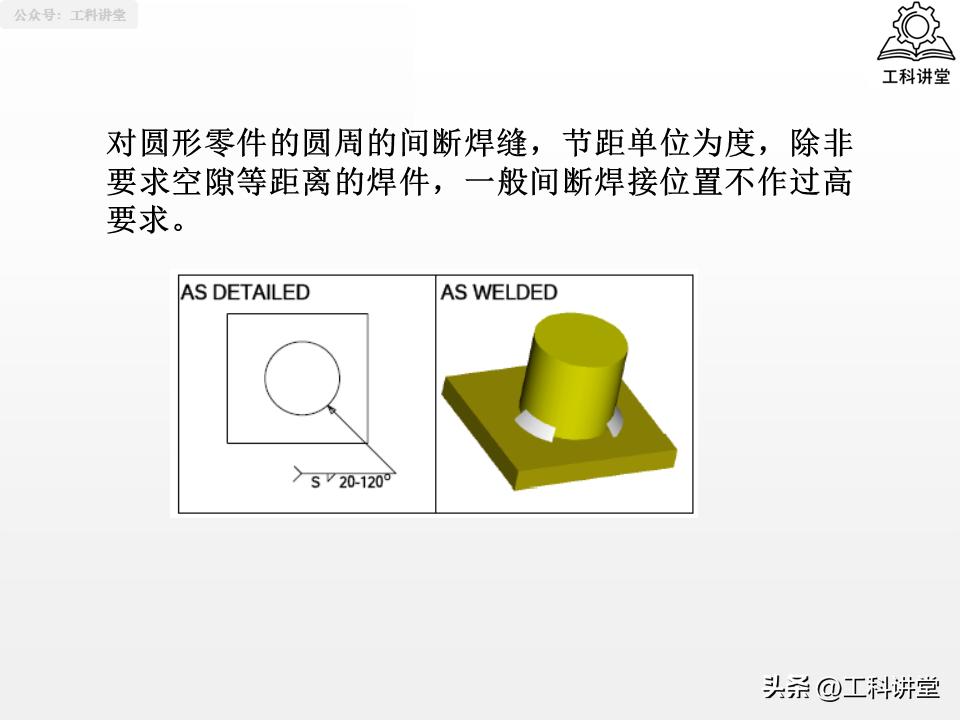
通常在日常里头, 最容易遭遇踩坑状况的, 皆是存在于符号当中那些细节之处: 对于单侧焊以及双侧焊这件事, 标注方面的边界务必要分辨得清晰明确, 针对周圈焊来说, 其必然得做到首尾形成闭环状态, 绝对不可以存在间断情形;还有, 有好多人会将其搞混的“焊平”与“打磨平”也是如此, 所谓焊平, 仅仅要求在焊接完成之后, 表面呈现出平整的性质, 并不需要进行额外的打磨操作, 而打磨平则一定得在焊接之后, 处理到与母材处于齐平的状态, 好多新手恰恰就是看错了这个符号, 平白无故耗费了诸多功夫, 而且还有可能把母材磨薄;另外, 关于后缀字母这一块同样是有着讲究, 像是最为常用的 R 后缀, 它所对应的是低碳钢低氢型焊材, T 后缀它所对应的是高强度钢焊材, 要是用错了焊材, 那便意味着会滋生一连串大批量的质量问题, 隐藏那样大危机啊。
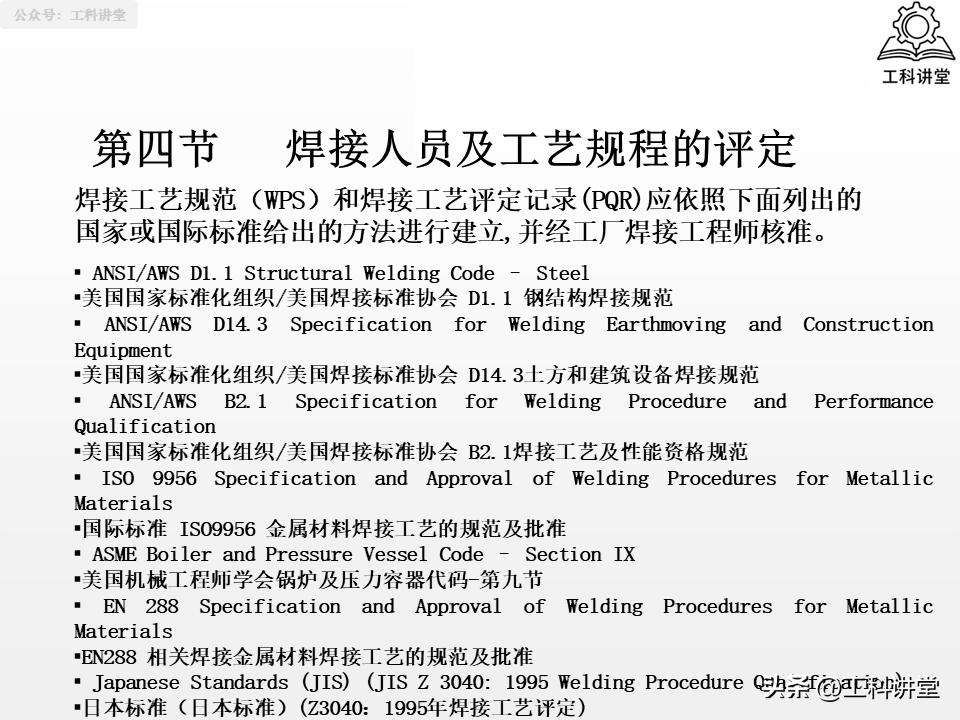
二、焊工认证:上岗干活的核心合规门槛
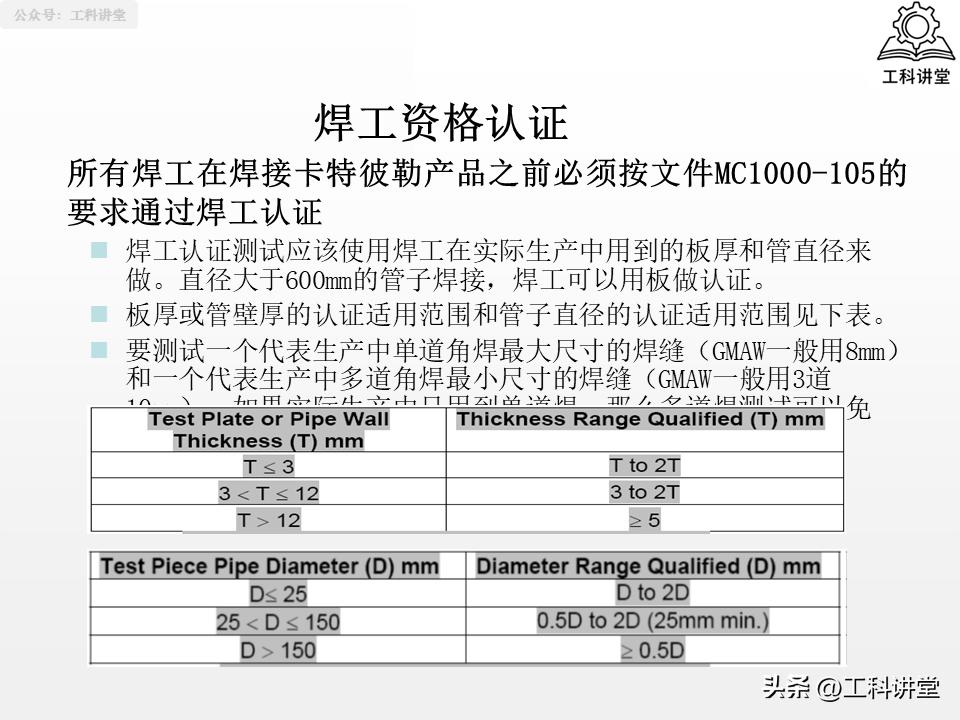
有些焊工认为, 证书考到手就万事大吉了, 其实根本不是那样。具体来说, 依照规范规定, 从事所有有关产品焊接工作的焊工, 都得依据 -105 文件要求获得认证, 并且资格是动态管理的。
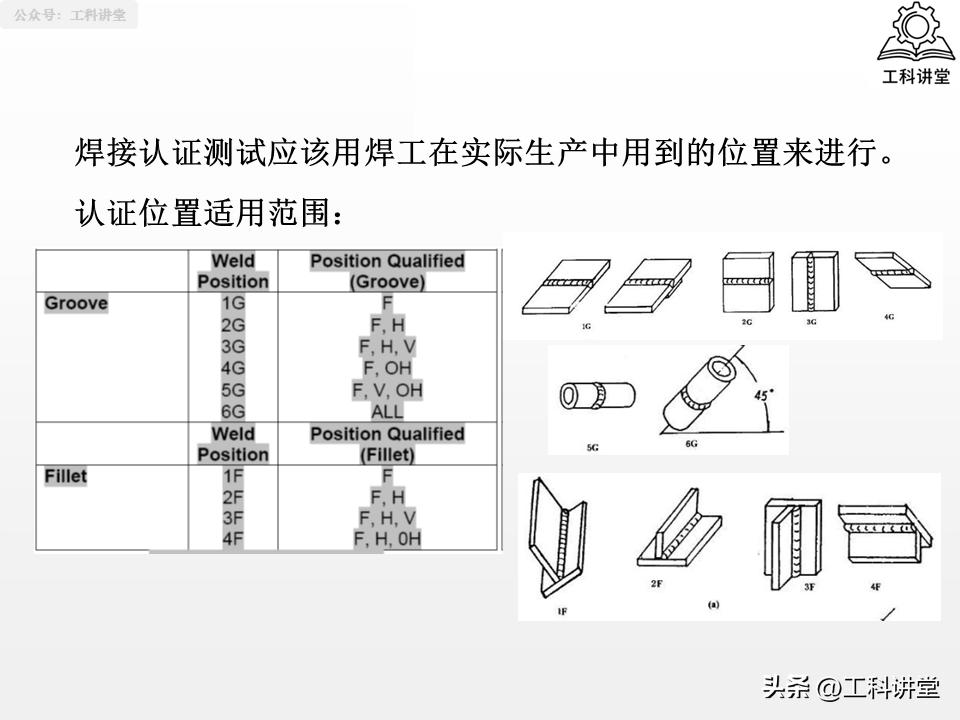
这里有几个关键规则是一定要记牢的, 认证测试必须使用你日常生产时的板厚, 一定要记住非随便考个证就能通吃所有工况的, 焊接位置也是日常生产时的, 每6个月要进行一次资格评估, 连续6个月没有从事对应认证的焊接工作, 资格会直接失效, 哪怕证书处于有效期, 只要出现有记录的批量质量问题, 还有无损检测不合格, 随时都可能被要求重新认证, 并且持证满1年必须重新做认证,千万别等资格失效了才反应过来。
三、15 类焊接缺陷 + 验收标准
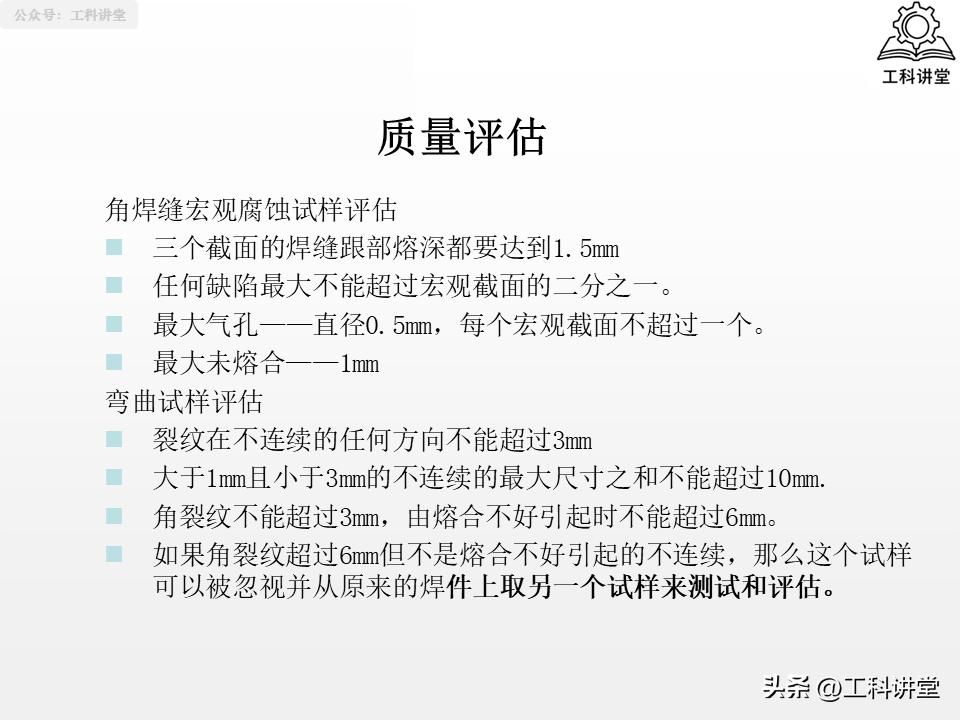
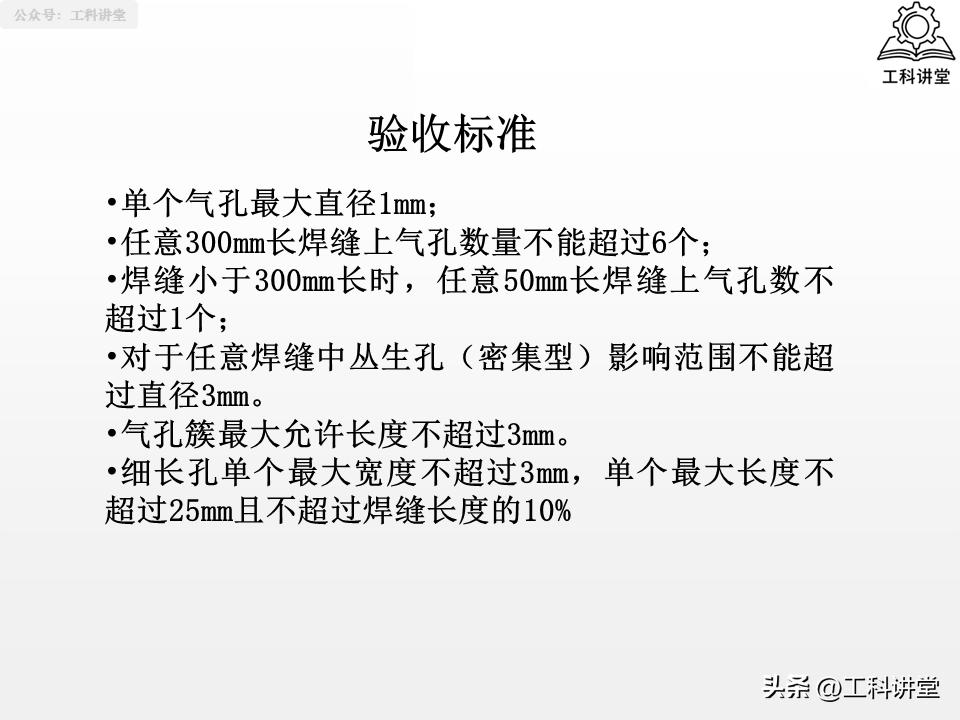
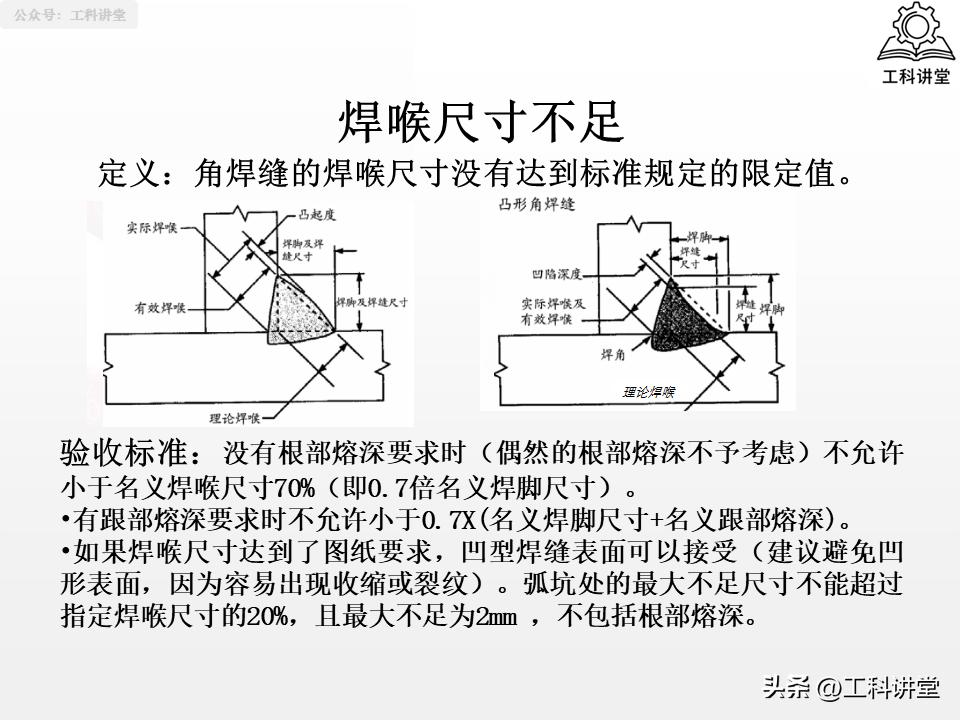
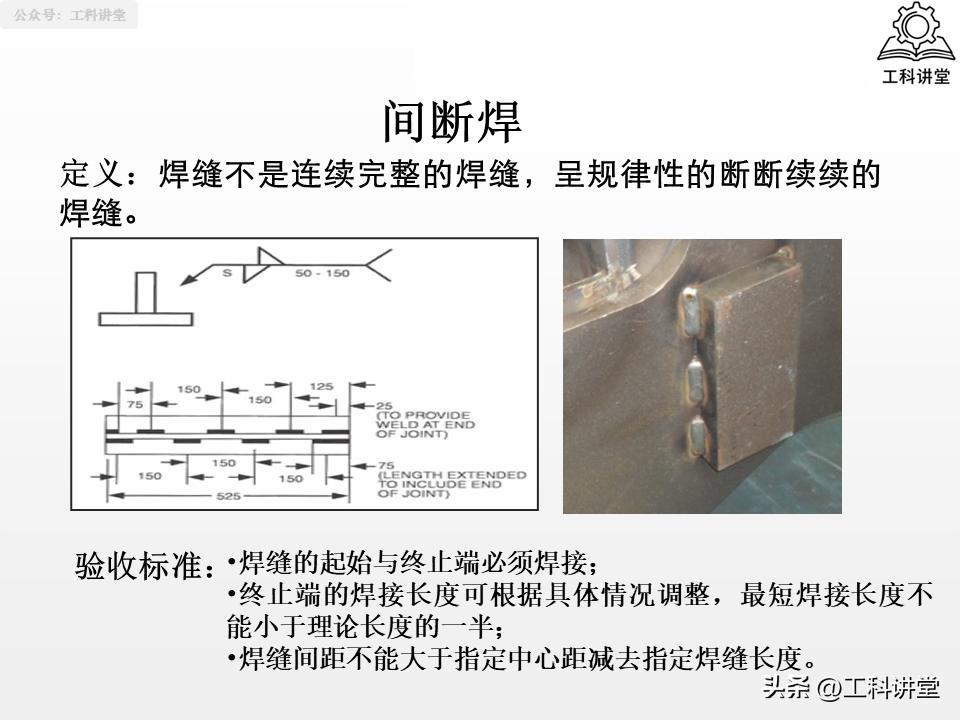
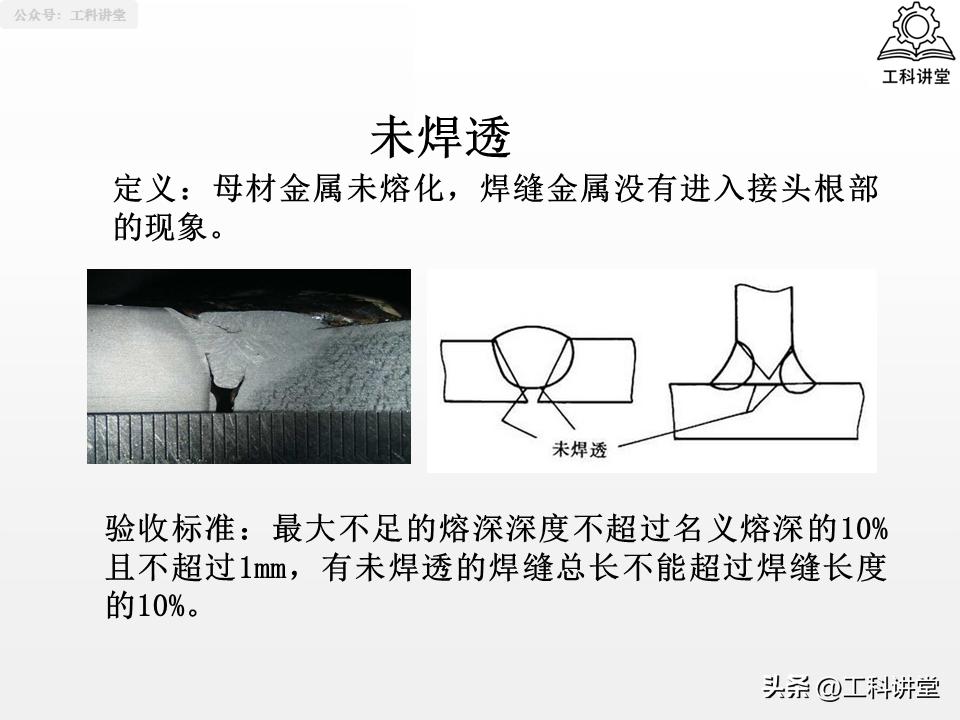
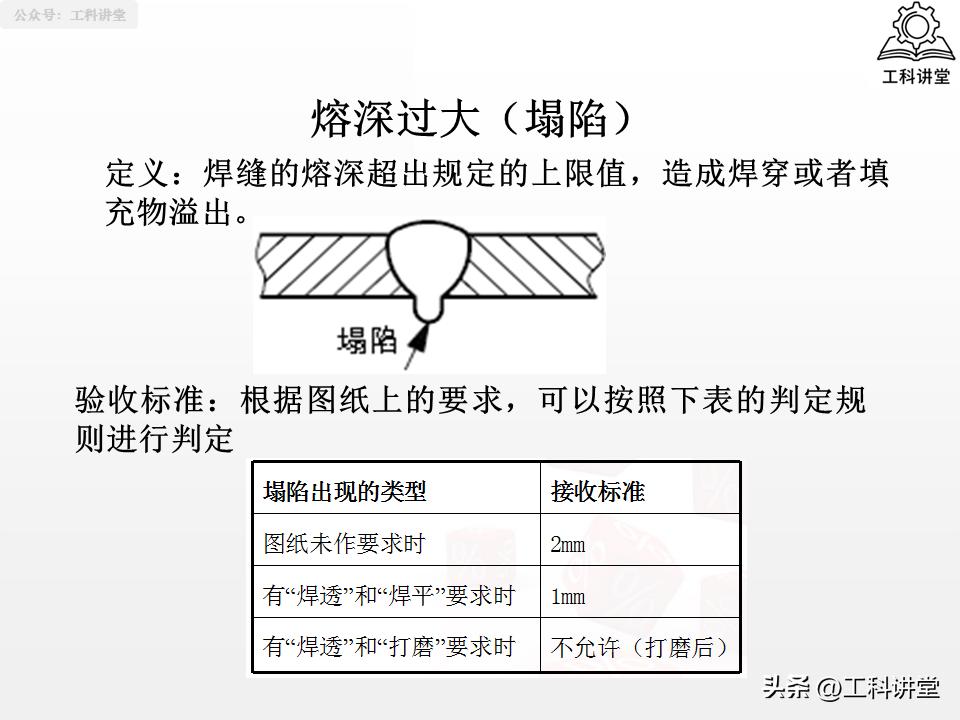
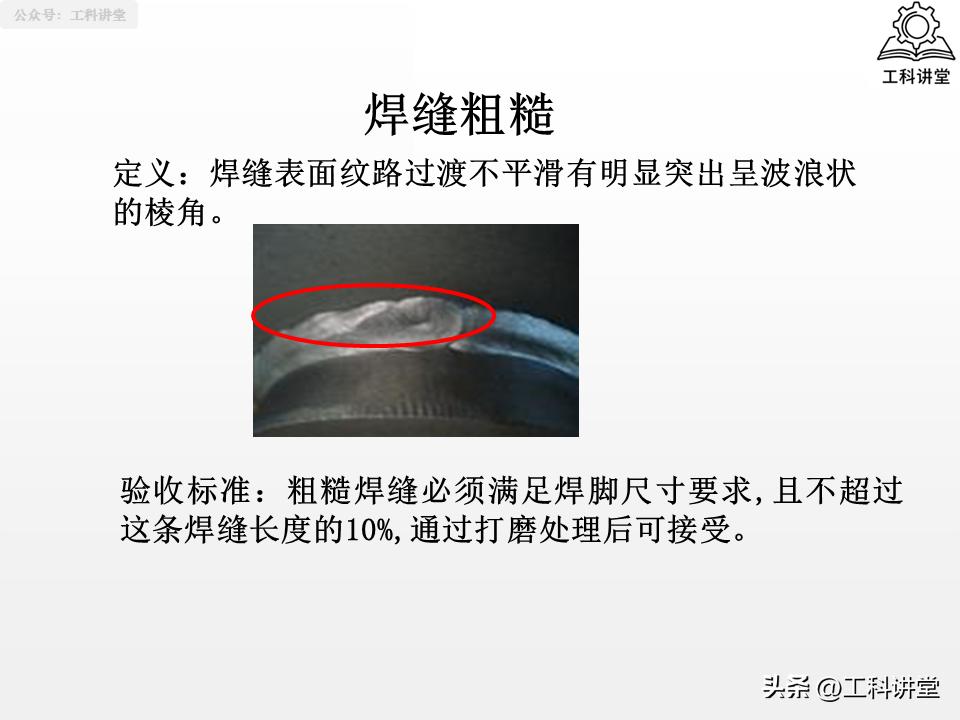
日常作业里, 这部分占据着极其重要的地位, 其中存在着15类常见的焊接缺陷情况, 针对每一类而言, 都设定设置了清晰明确的验收红线标准, 一旦触及到了该红线标准, 那便意味着是不符合合格要求的。
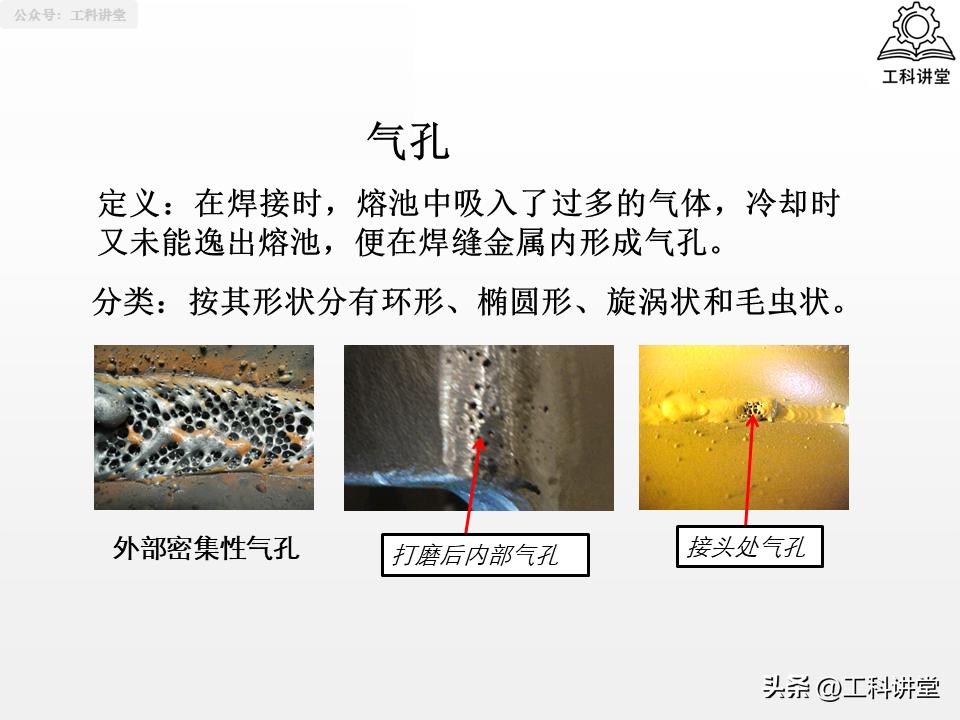
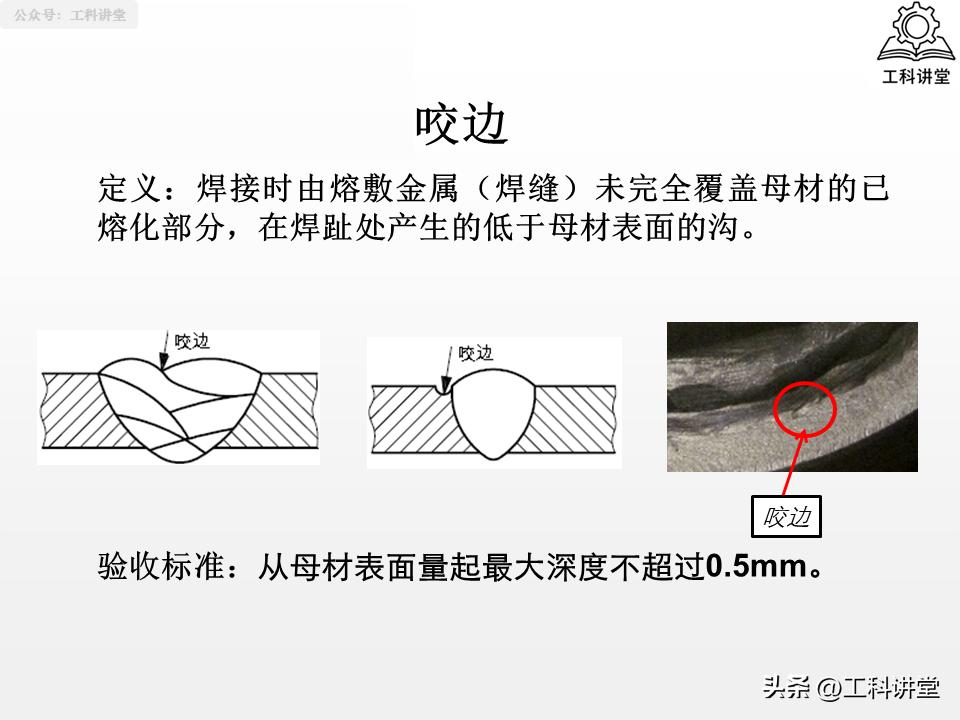
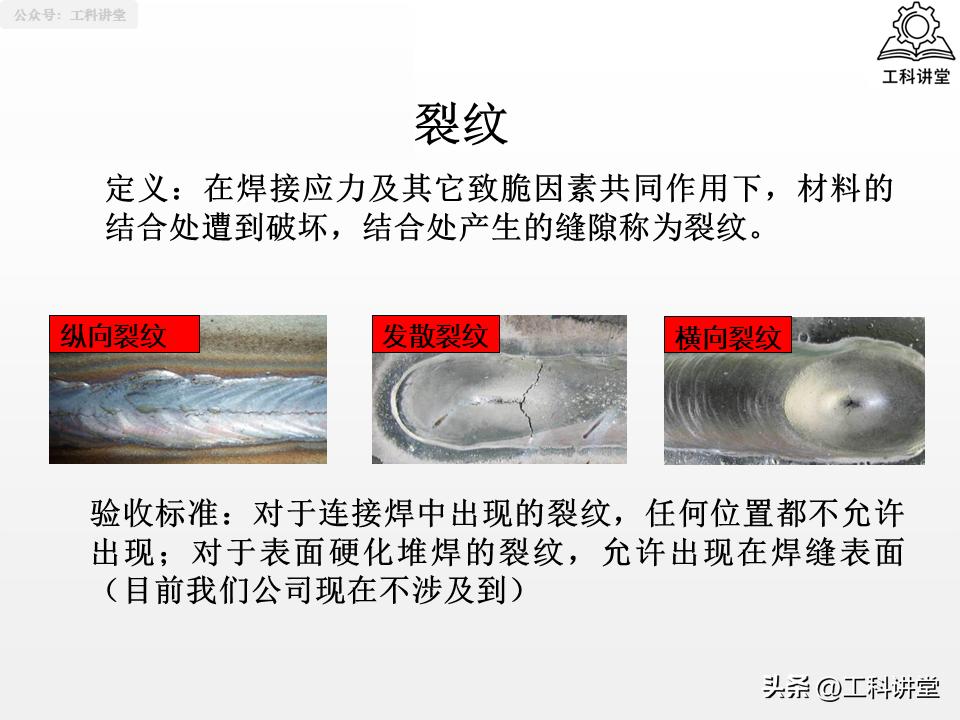
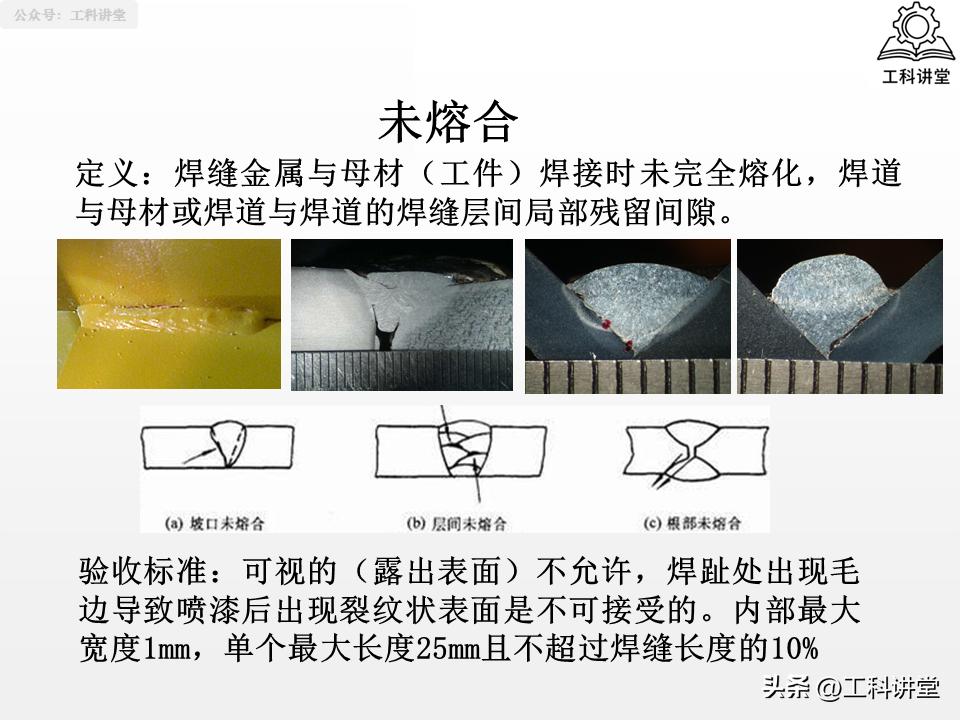
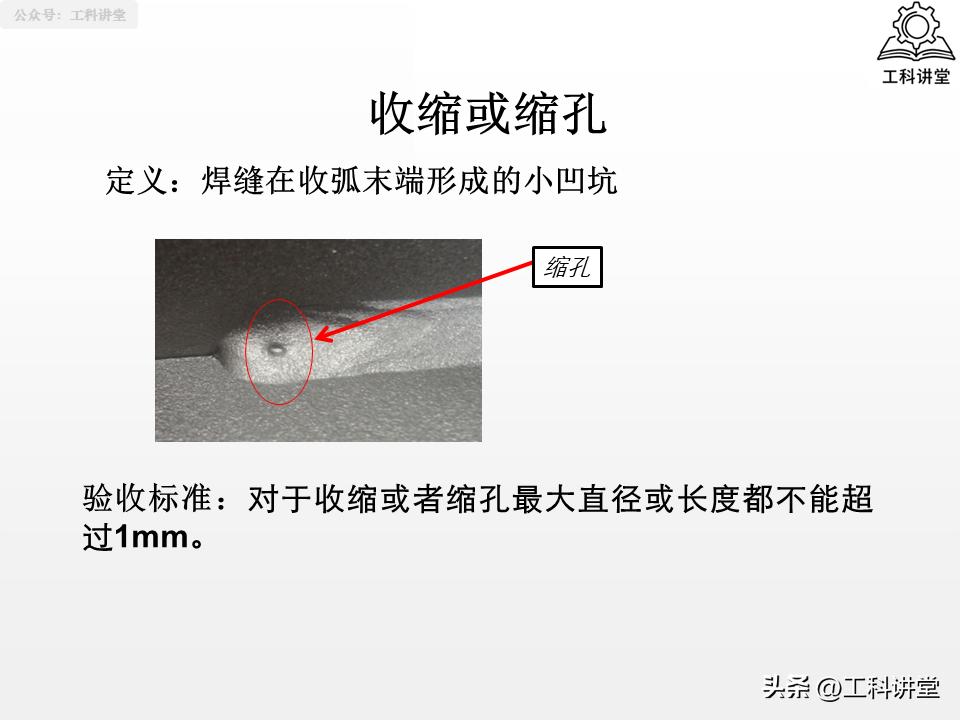
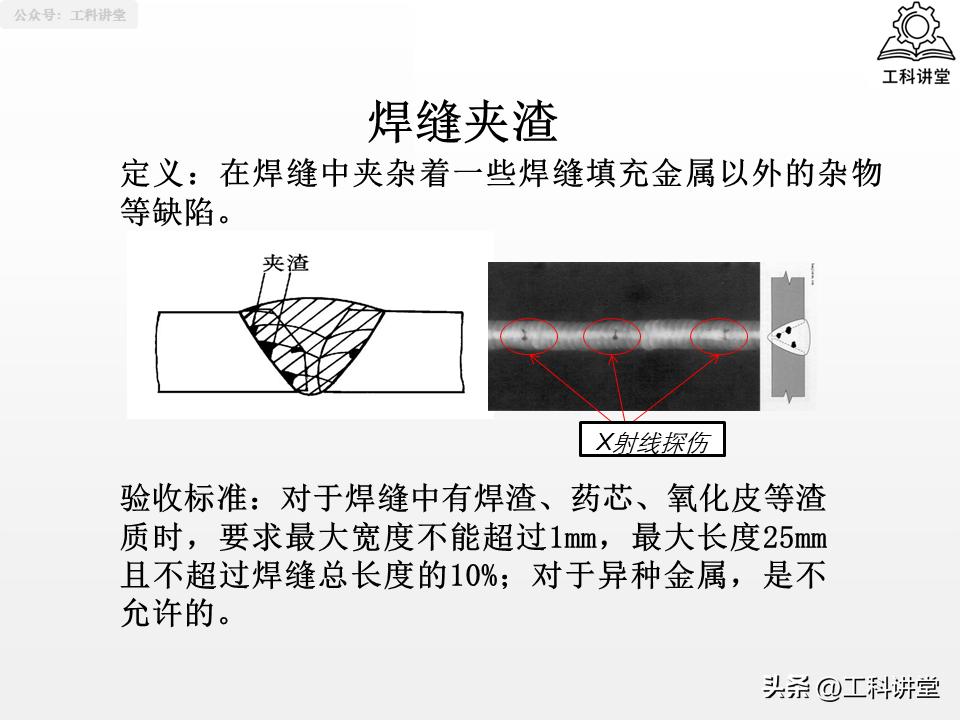
起初是零容忍的强硬界限: 在连接焊缝那儿出现的裂纹 , 无论其大小怎样 , 也不管所处位置如何 , 只要一经出现 , 便直接判定为不合格。接着是在现场高频度出现的瑕疵:气孔单个的最大直径不能够超过 1 毫米, , 在任意 300 毫米长的焊缝之中 ,气孔的数量不可以超过 6 个 ;咬边从母材的表面开始计算 , 最大深度不可以超过 0.5 毫米 ;对于未熔合, 、夹渣这类内部的缺陷 , 单个的长度不可以超过 25 毫米 , 并且不能够超过对应焊缝总长度的 10%。另有一条总规则是绝对不能忘掉的, 在某一条焊缝之中, 所有缺陷的总长度进行相加之后, 其结果是不可以超过焊缝总长度的百分之十五的, 就算是单个的缺陷全都达到了标准, 然而其总和要是超出了这个规定也是不被允许的。
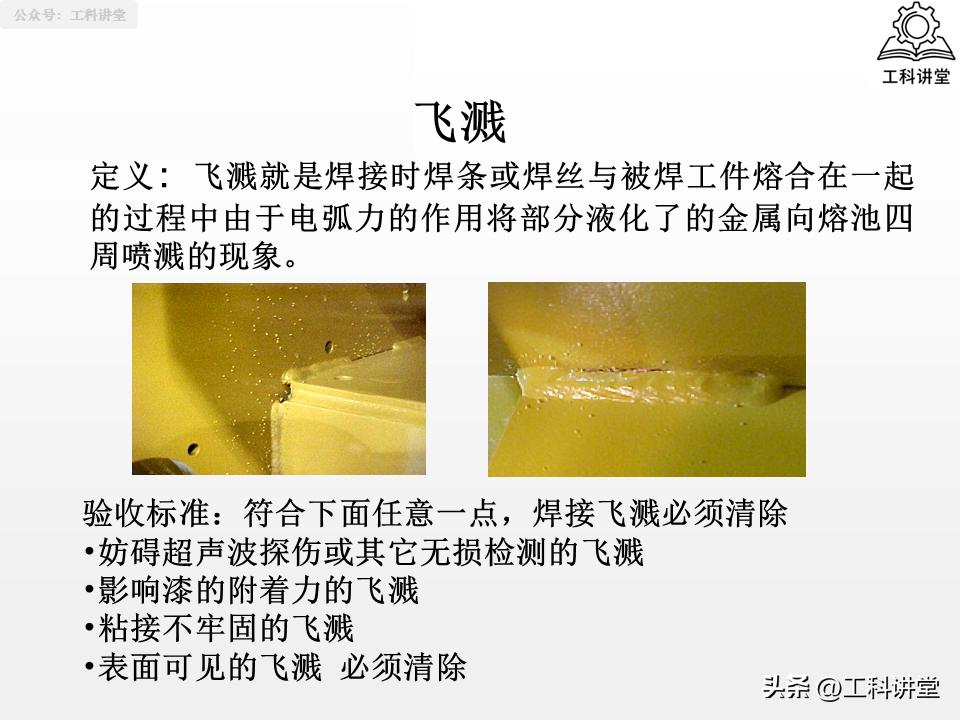
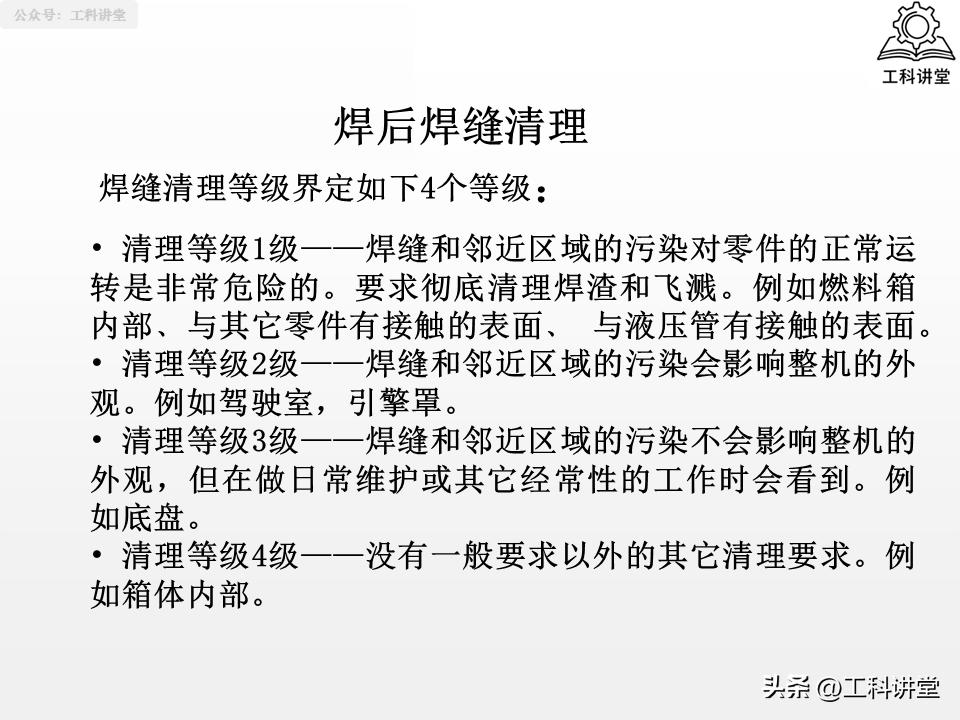
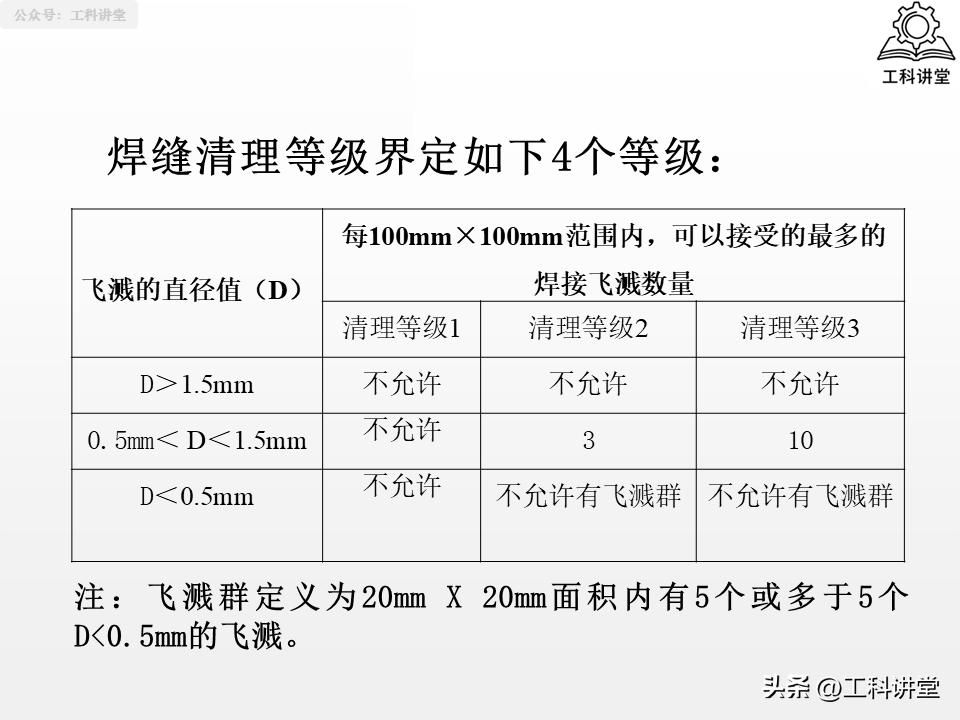
还有, 焊后清理, 它是划分成 4 个等级的, 就比如说燃油箱的内部, 以及液压件与之相关的接触表面, 这属于 1 级清理区, 在这个区域内, 所有的飞溅物都必须得完全清除掉, 可千万别在这样的细节方面出现失误。
根本上来说, 从事焊接这个行当, 从来都不是仅仅把东西焊上去就可以了, 一方面需要能够理解图纸之中的每一个符号, 另一方面还得坚守质量验收的每一条红线, 并且还要守住持证上岗的合规底线。当这三大模块都能够透彻掌握之后, 日常进行工作的时候才能够减少返工的情况, 减少踩到坑的几率, 手艺以及合规这两方面才都能够稳固得住。
PPT讲义介绍焊接(文末查看PPT讲义源文档+延伸干货)

因页面内容有限,仅展示前60页内容
完整版PPT讲义源文档+延伸干货








暂无评论内容