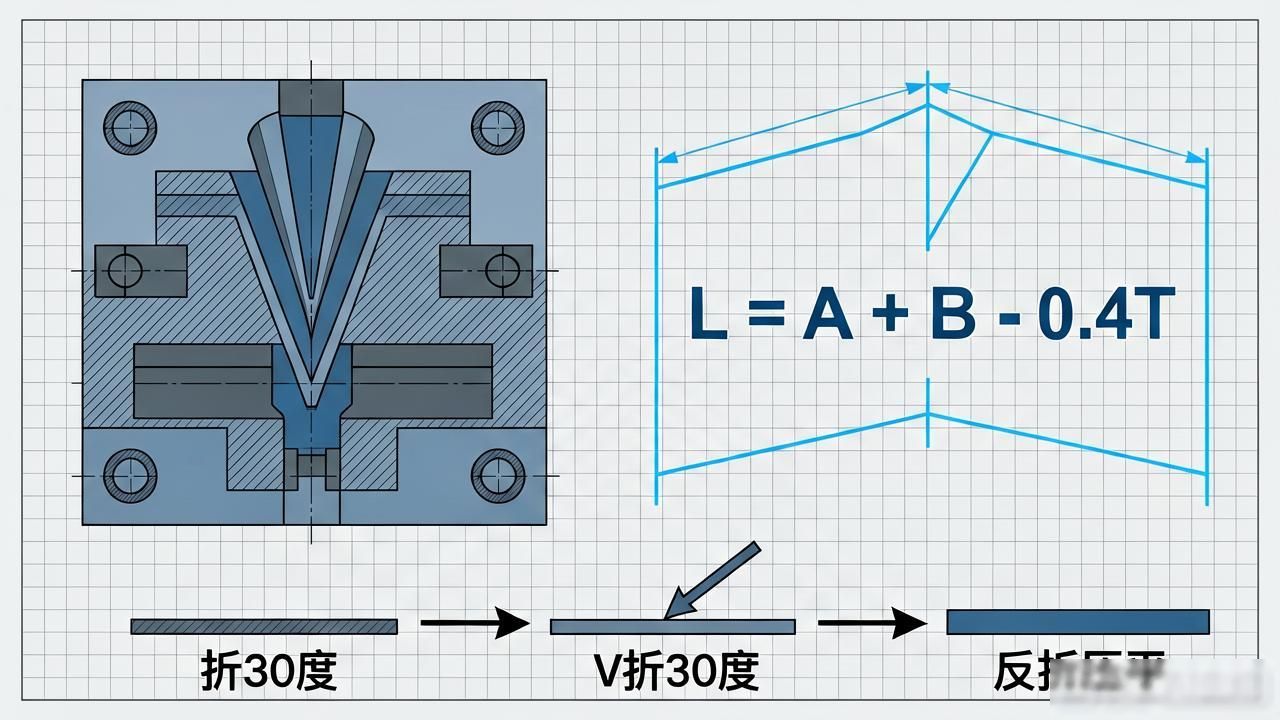


1、对于钣金加工折弯当中的压死边工艺, 其模具是怎样的,褶边展开要如何进行计算, 这些都是汇总原创的内容 , 钣金加工折弯时究竟应该怎么去压死边, 有些人不清楚该怎么压, 又该使用什么样的模具去压死边, 压死边也就是褶边展开的计算方法该怎么算, 好多没有做过压死边操作的人都存在一些疑问。压死边的示意图以及压死边也就是褶边的展开计算情况如下: 反折压平, 其中L等于A加上B减去0.4T。在压平这个动作进行的时候, 能够依据实际呈现的状况去思考是不是要在折弯之前进行压线操作, 而压线的位置处在折弯变形区域的中部。反折压平基本是分两个步骤来开展的, 先是V折30度然后进行反折压平。所以在制作展开图折弯线的时候, 必须按照30度折弯线来绘制, 就如同所展示的那样。N折的情况是, 当N折的加工方式属于垫片反折压平的时候, 那么依照L等于A加上B加上K来进行计算, K值要依据附件一中的参数来获取相应取值。当N折采用其他方式来加工时, 其展开算法需要参照“一般折弯4 (R0, 90&。
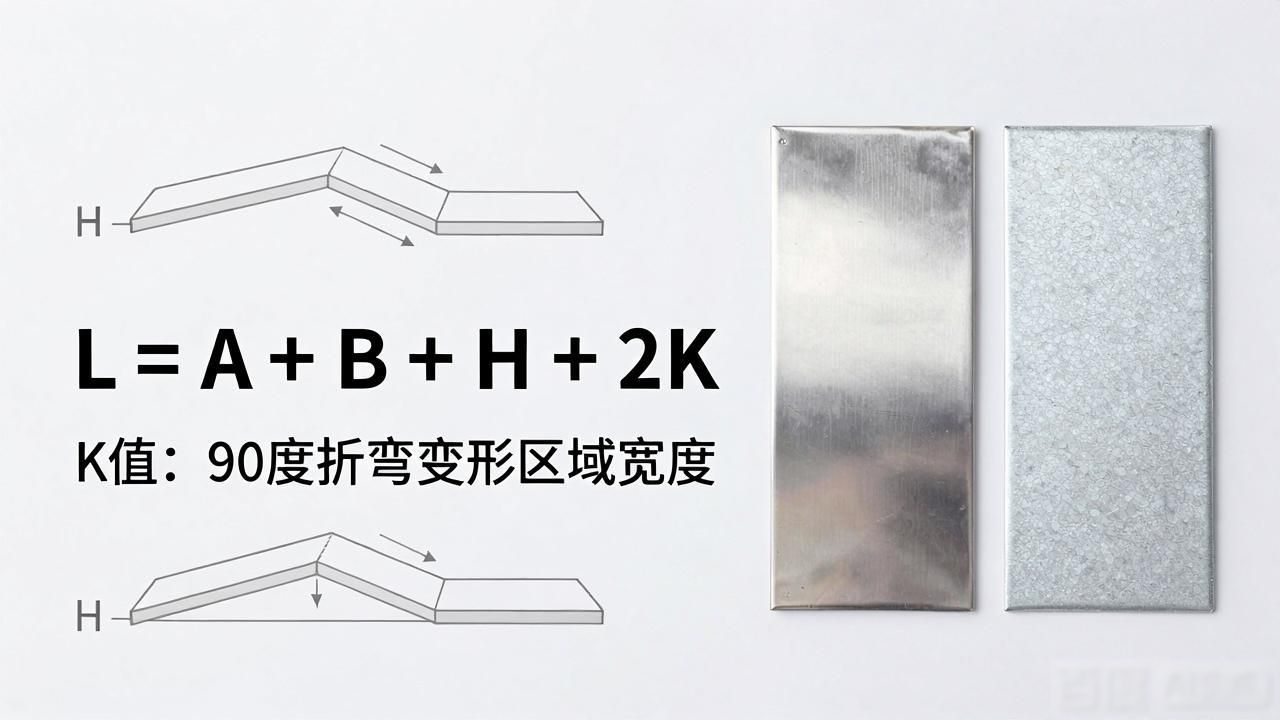
2、3. 要是折弯的地方属于直边 (也就是H段), 那么就依照两次弯折来进行成形计算: L等于A加上B再加上H, 还要加上2K (K的值选取90度折弯变形区域的宽度)。4. N折展开系数1. 采用一次压死边的办法: 就如同图1 – 8所显示的那样, 首先使用30度折弯刀把板材折成30度, 接着将折弯的边压平。图里最小的折弯边尺寸L是按照1.3.2.2里阐述的一次折弯边的最小折弯边尺寸再加上0.5t (t是材料的厚度)。将不锈钢、镀锌板、覆铝锌板等这般材质的板材, 通常会适用压死边。而电镀件却不适宜采用压死边, 这是由于若是采用压死边, 在相应部位会出现夹酸液的状况。另外, 存在180度折弯的情况。其具体的180度折弯方法为, 如同图1 – 9所呈现的那般, 首先运用30度折弯刀把板材折成30度, 接着将折弯边进行压平操作, 完成压平之后把垫板抽出来。对于高度H而言, 应当选用像0.5、0.8、1.0、1.2、1.5、2.0这类常用的板材, 一般情况下, 这个高度不适合选择更高的尺寸。还有三重折叠压死边这种情况。












暂无评论内容