

当下, 钢结构于厂房建筑里已然获得广泛运用。钢结构厂房的主要构成部件是焊接H型钢柱、梁以及撑。在这些构件的制作进程当中均存在焊接变形现象, 要是焊接变形未被加以矫正, 那么不但会对结构整体安装造成影响, 还会致使工程的安全可靠性有所降低。
焊接钢结构所产生的变形, 超出了技术设计所允许的变形范围, 对此应想法进行矫正, 要让其达到符合产品质量要求的状态。实践已经证明, 多数发生变形的构件是能够矫正的。矫正所采用的方法, 都是想办法造成新的变形, 以此来达到抵消已然发生的变形的目的。
以下是矫正方法, 在生产过程里是极为普遍应用的, 主要涵盖机械矫正、火焰矫正以及综合矫正。然而火焰矫正, 乃是一项难度颇高的工作, 要是方法掌握存在问题, 温度控制也不恰当, 那么就还会致使构件形成新的且更大的变形。所以, 火焰矫正需要具备丰富的实践经验。本文针对钢结构焊接变形的种类, 对矫正方法进行了一次并非精细的研判。
1、钢结构焊接变形的种类与火焰矫正
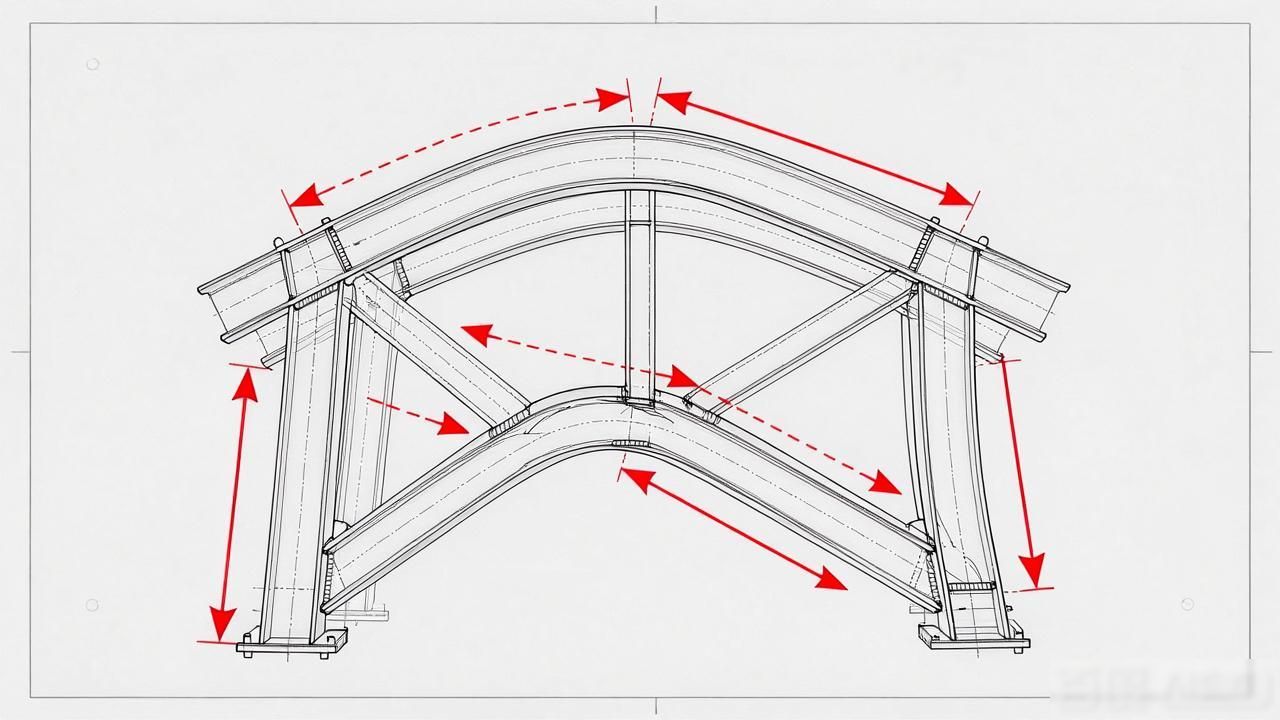
钢结构之中, 主要的构件涵盖焊接H型钢柱、梁以及撑。焊接变形时, 常常会运用以下三种火焰矫正方法: 其一为线状加热法, 其二是点状加热法, 其三乃三角形加热法。接下来, 要介绍针对不同部位的施工方法。

以下为火焰矫正时的加热温度(材质为低碳钢)
低温矫正500度~600度冷却方式:水
中温矫正600度~700度冷却方式:空气和水
高温矫正700度~800度冷却方式:空气
需要留意的事项是: 火焰矫正期间, 加热的温度不应当太过高, 一旦过高就会致使金属变得脆, 进而影响到冲击韧性。16Mn于高温矫正的时候不能够使用水进行冷却, 其中涵盖了厚度或者淬硬倾向比较大的钢材。
1.1翼缘板的角变形
将H型钢柱、梁、撑角的变形予以矫正 , 于翼缘板之上 (在对准焊缝之外的部位)纵向开展线状加热 (加热的温度需控制于650度以下) , 留意加热的范围不可超出两焊脚所管控的范围 , 故而无需用水冷却。线状加热之时要注意: 其一 , 不应在同一位置反复进行加热 ;其二 , 加热过程当中不要实施浇水。此两点乃是火焰矫正的一般原则。

1.2柱、梁、撑的上拱与下挠及弯曲
一、在翼缘板之上, 针对纵长焊缝, 从中间朝着两端开展线状加热, 如此便能矫正弯曲变形。为防止出现弯曲以及扭曲变形, 两条加热带需同步施行。能够采用低温矫正或者中温矫正法。此种方法有益于降低焊接内应力 , 不过此种方法在纵向收缩之际存在较大的横向收缩, 颇为难以把握。
二、将线状加热施于翼缘板之上, 把三角形加热施加在腹板上面。运用这种办法矫正柱、梁、撑的弯曲变形, 成效极为显著, 横向线状加热的宽度通常选取二十至九十毫米, 板厚较小时, 加热宽度需更窄一点, 加热过程应当自宽度中间朝着两边拓展。线状加热最好由两个人同时进行操作开展, 而后予以分别加热, 三角形的宽度不可超过板厚的两倍, 三角形的底与对应翼板上线状加热的宽度相同。加热三角形从顶部起始开始, 接着从中心朝着两侧扩展延伸向两边扩展, 一层一层地加热直至三角形的底结束为止。加热腹板时温度不能太高,否则造成凹陷变形,很难修复。
请注意, 上述三角形的加热方式, 同样是能够适用于构件的旁弯矫正工作的。在进行加热操作的时候, 应当采用中温矫正的方式, 并且浇水的量要少。
1.3柱、梁、撑腹板的波浪变形
要矫正波浪变形, 首先得找出那凸起的波峰, 接着用圆点加热法配合手锤来进行矫正。加热圆点的直径通常是50至90mm, 要是钢板厚度或者波浪形面积比较大呢, 直径就得放大, 可以依据d=(4δ+10)mm(其中d是加热点直径;δ是板厚)这个计算得出的值来加热。烤嘴要从波峰开始作螺旋形移动, 并采用中温矫正。等温度达到600至700度的时候, 把手锤放在加热区边缘处, 然后用大锤击打手锤, 让加热区金属受到挤压,冷却收缩后被拉平。矫正的时候要避免产生过大的收缩应力。上完一个圆点之后, 再去开展加热第二个波峰点的操作, 方式如同之前。为了让冷却速率得以加快, 能够针对Q235钢材实施加水冷却的举措。这种矫正方式归属于点状加热法, 加热点的分布能够呈现为梅花形或者链式密点形。要留意温度不可以超过750度。
2、结语

被火焰矫正引发的应力, 跟焊接内应力一样, 均属于内应力。不恰当矫正所产生的内应力, 与焊接内应力以及负载应力相迭加, 会致使柱、梁、撑的纵应力超出允许应力, 进而造成承载安全系数的降低。所以在钢结构制造过程中务必要慎重, 尽可能采用合理的工艺举措来减少变形,矫正时尽可能多多采用机械矫正。当不得已而必须采用火焰矫正时需要留意下列几点:
1、烤火位置不得在主梁最大应力截面附近;
2、矫正处烤火面积在一个截面上不得过大,要多选几个截面;
3、宜用点状加热方式,以改善加热区的应力状态;
4、加热温度最好不超过700度。











暂无评论内容