
1、焊接符号能以标准图示形式和缩写代码标示出一个焊接接头或钎焊接头完整信息, 接头位置是其中信息之一, 接头如何制备也是所提供信息, 接头如何检测同样属于其提供信息。焊接符号完整代码体系在详细说明于美国焊接学会 、最新版本 的焊接 、钎焊与无损检验的标准符号中, 也就是所说由美国焊接学会最新版本的焊接、钎焊与无损检验的标准符号规程中有详细说明。焊接符号含有诸多信息, 并且颇为复杂, 在实际生产里大多数焊接设计人员仅仅使用了其中较少一部分。 问题1: 焊接符号能够提供什么信息?答: 焊接符号所能提供的信息包含这些, 接头的类型, 焊缝坡口的形状, 焊缝的类型, 焊接的方法, 规程或者程序, 焊缝的位置, 质量的要求, 焊缝的次序, 焊缝的尺寸, 最终的焊缝轮廓, 工艺方面的要求等。
2、0, 问题二, 请问焊接符号是被怎样一些单元所组成的呢, 回答是这么个样式情况, 一个焊接符号能够涵盖如下这些单元, 参考线, 还有箭头, 基本焊接符号, 尺寸以及其他数据, 补充符号, 完成符号, 尾缀, 规程, 焊接方法或者其他的, 参考线跟箭头, 问题三问参考线究竟是什么, 回答是参考线是构成一个焊接符号的基础, 它是由处于水平位置的划线来组成的, 参考线必须得画在靠近所要表示的焊接接头符号的旁边。每一个焊接符号单元, 都得依据符号标准放于参考线周围, 一个恰当的位置之上。水平参考线与焊接。
3、如图1所示的是符号单元的位置。问题4为: 焊接符号之中各单元的标准位置是怎样去安排的呢? 答: 图1所展示的是一条参考线, 有一些其他的单元标记能够放置于参考线的周边。典型的焊接符号呈现出各种定位焊缝的一些信息, 包含如下。尾缀T仅用于特殊的焊缝, 比如, 焊接方法产生改变、焊条发生改变等, 在图纸上能够有详细的参考说明。要是没有参考的意义或者无须规范, 尾缀是可以省略的。 参考线上的S 记号S取决于焊缝类型,如有坡
4、口焊缝的熔深, 填角焊缝的尺寸, 塞焊或开槽焊缝的尺寸, 点焊或凸焊焊缝的剪切强度等等, 这个记号通常处在焊缝符号的左边。记号E , 在这儿表示一个开坡口焊缝的有效尺寸, 也被称作焊缝尺寸或者焊脚高。有效尺寸的尺度标注在圆括号内, 不管箭头指向何处, 这个尺寸以及坡口始终位于参考线上焊缝符号的左边。R , 在这儿代表形成所需形状的焊缝数之间的空间, 对于对接接头而言是敞开的根部。要是属于塞焊或者开槽焊缝这种情况, R于此处所代表的是填充深度, 此记号处在焊缝符号的中间那个位置, A。
5、这里所说的, 是对接接头的坡口角度, 也就是倾斜角, 同时还涵盖塞焊焊缝的沉入角度。F和A之间的水平短线, 在此代表完成的焊缝外形形状。F在这里意味着获取所需焊缝外形的方式, 该焊缝外形能通过以下方法得到。即打磨(G)、机械加工(M)、铲削(C)、锤击(H)、滚轧(R)或者其他(U)。L在这里表示焊缝长度, 此长度标示一直处于焊缝符号的右边。无论箭头位于何处,这个位置总是不变的。
6、 当焊接中断时, P代表焊缝中心线与中心线的间距, (N)代表点焊、缝焊、栓焊、塞焊、开槽焊或凸焊焊缝所要求的数量。问题5是箭头一般放置的位置。答案是箭头线在参考线一端或另一端, 焊接接头带有箭头, 此箭头能指向任何方向, 比如向上, 还有比如向下, 以及向前, 或者向后, 甚至一个焊接符号可有多个箭头。问题6是箭头符号所 的信息。 答:与箭头相关的符号放置在参考线

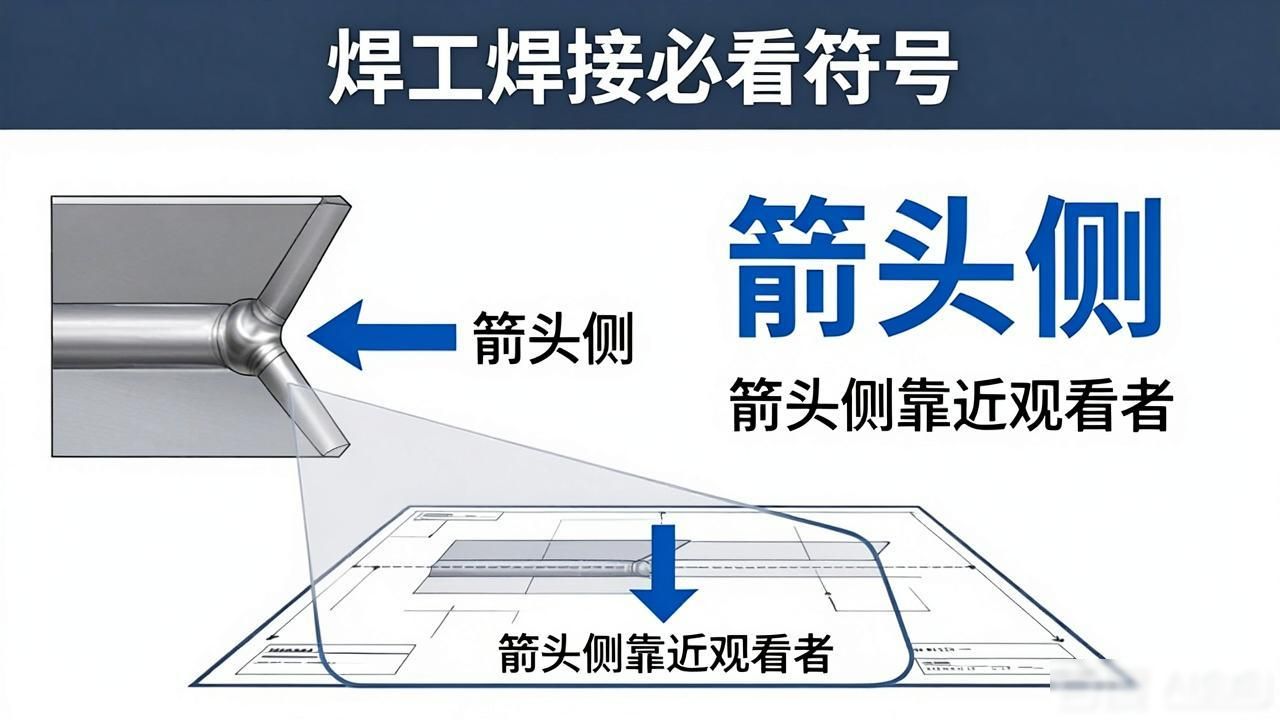
7、各自接头的一边, 在上面或者下面。参考线术语里的“箭头侧”, 指的是箭头所指向的焊缝接头那一侧。位于参考线箭头那边的符号, 意味着接头的箭头侧。处于参考线另外一侧的符号, 代表的是接头的另一侧。当从图纸底部去观看时, 箭头侧一直是更靠近观看者的。箭头侧和另一侧的示例, 见图2。 基本符号 问题7: 什么是基本的焊接符号? 答: 基本的焊接符号像图3展示的那样。 问题8: 已经对箭头侧和另一侧做了定义, 可是怎样把焊接符号填放在参考线上? 答:与焊缝箭头侧和另一侧有关的参考线
8、上焊接符号的位置, 如图4所示。下焊接符号的位置, 同样如图4所示。值得注意的是, 若被焊的接头仅焊接一面, 这种类型的接头, 只需一个焊接符号就行, 其放置在与接头施焊侧相应的参考线的那一侧。问题9: 明白了基本的焊缝符号与箭头的意义, 可这些基本符号怎样使用呢? 答: 这些基本符号使用的例子, 如图5所示。问题11: 卷边焊缝符号怎样使用? 答: 跟其他焊接符号一样, 卷边焊缝符号颇为有用。箭头侧的卷边焊缝符号的例子如图7所示。 组合焊
9、缝符号, 问题14: 啥是组合焊缝符号? 答: 一个焊接接头有时常常需要不只是一种类型的焊缝。在工程结构制造当中, 带坡口的焊缝常常会和另一种焊缝(比如角焊缝)连接在一起进行焊接。当出现这种状况的时候, 人们能够看到在参考线两边都存在焊缝符号, 就像图9所展示的那样。问题15: 为啥要使用多组参考线? 怎么去看懂这些参考线? 答: 多组参考线体现出焊接操作的先后顺序。与箭头一同显示在多组参考线上的, 乃是第一次焊接操作, 于开展下一道线上的操作以前,前一次操作务必完成。远离箭头的每一条线, 都给出每次连续操作的信息, 这些操作其中蕴含包括一些尾缀里不涵盖的焊接补充信息, 诸如检测方法等。
10、如图10所示, 呈现出多组参考线的例子。对于补充符号 , 问题16为:什么是补充符号? 答案是: 补充符号关联到焊缝的一些关键信息 , 它是同其他的焊接符号组合在一起的 , 可看图11。 关于现场焊接符号 , 问题18发出询问: 现场焊接符号怎样表示? 回答是: 现场焊接符号是箭头同参考线相交接处的一面小旗。此小旗意味着该焊缝要在现场开展焊接 , 并非在车间里提前焊接妥。表示现场焊接的数个焊缝符号如图13所示。 问题1。
11、9: 怎样通过焊接符号将焊缝熔透程度给表示出来? 答: 焊接符号所显现的熔透程度是一个在参考线一侧呈现半月形且背面被涂黑的记号。焊缝熔透符号用于展现接头一面实施焊接时另一面的熔化状况, 这个补充符号还涵盖(于符号左边)熔化量所需尺寸。焊缝熔透符号的示例好像图14般所示。问题21: 间隔符号代表何种含义? 答: 处于参考线上的间隔符号, 是一个方框, 表示在接头里面放置的材料, 被称作间隔或者插片。间隔符号的特殊规定, 如同背面衬垫材料符号那般, 被标注于尾缀之中, 可查看图16。
12、材料插入符号是什么意思呢, 其是于参考线上的矩形符号, 它代表在焊接接头处插入的填充材料带或环, 插片或环在焊接时完全熔化并与接头融为一体, 可熔插片一般会用钨极氩弧焊来当作焊接方式,这个符号规定要安放于和带坡口焊缝符号正好相反的一侧, 美国焊接学会规定把可熔插片分类符号放置在焊接符号的尾缀里面, 图里有着示意可熔焊接插片符号的示例文图17。问题23: 那焊缝外形符号究竟表示着什么样的含义。答: 外形符号它所要表示的是对于焊缝表面形状的要求。焊缝外形涵盖了平滑、上凸、下凹这几种情况。
13、外形符号处的字母用以表示整修焊缝的方式, 其中, C代表铲削, G代表打磨, H代表锤击, M代表机械加工, R代表滚轧。实际焊缝外形所需的相应符号如图18所示。问题24为: 打底焊道与封底焊道之间存在怎样的差别? 回答是: 打底焊道是在厚板单面坡口对接焊之际, 为防止角变形或者为防止自动焊时出现烧穿情况, 而预先在接头背面坡口根部开展的一道焊接。封底焊道是在单面坡口对接焊里, 先完成正面坡口焊。
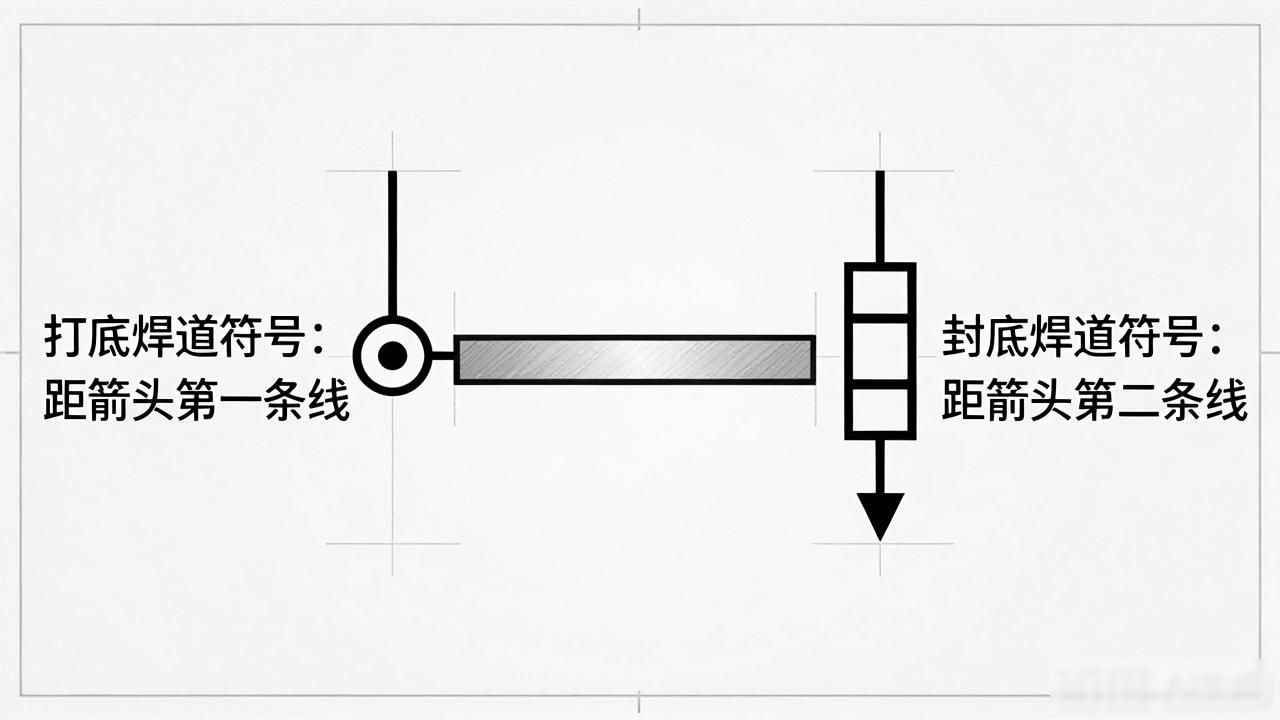
14、缝, 于背面将焊根铲清之后, 再开展的一道焊接, 其目的在于确保能让焊缝根部达成完全熔合。问题25: 打底焊以及封底焊均采用了何种符号? 答: 此两种焊道运用了相同的符号, 不过焊接的次序在焊接符号的尾缀里是有规定的, 亦或是采用组合参考线。打底焊道符号通常标在距离箭头较远的第一条线上, 第二条线上是焊缝坡口符号。打底焊道符号始终标在焊缝坡口符号的另一侧。封底焊道符号处在离开箭头的第二条线上, 随后是焊缝坡口符号。给出的封底以及打底焊道相关符号呈现于图19之中, 角焊缝具备相应尺寸, 问题26之处在于究竟是何种因素对其角焊缝的尺寸起到了决定性作用。
15、提问: 角焊缝尺寸由什么决定? 回答: 角焊缝尺寸由焊缝尺寸里最短的焊脚高来定, 见图20。提问: 角焊缝的尺寸于焊缝符号上又怎样标注? 回答: 用焊脚高表示角焊缝尺寸, 将焊脚高尺寸标注在角焊缝符号之旁, 如图21所示。提问: 角焊缝的长度怎样确定? 回答: 角焊缝是一条从一端到另一端连着的焊缝, 除非有尺寸限制。要是焊缝并非要求呈现为连续状态, 那么在角焊缝符号紧邻右边之处应标记一个数码,此数码用于向操作者提示焊缝的长度, 状况类似图22所展示的那样。存在塞焊以及开槽焊缝。
16、0, 问题29: 塞焊焊缝对应的焊接符号是怎样作出规定的? 答: 针对塞焊焊缝尺寸给出的规定重点在于沉入角度以及焊缝填充深度, 就如同图24呈现的那样。问题30: 开槽焊缝的尺寸要怎样进行标注? 答: 开槽焊缝用于测量尺寸所依据的是开槽的宽度, 长条槽是开设在被焊工件的接合面上的。焊接符号上面标记着开槽的长度, 通常是在焊缝符号的右侧位置。问题31: 于塞焊焊缝或者开槽焊缝的底部能不能实施上一层焊道的施焊操作? 答: 能够在塞焊。
17、对焊焊缝或者开槽焊缝的底部去施焊一层焊道, 然而这道焊缝实际上是处于塞焊或开槽焊缝里的角焊缝, 无法被称作塞焊或开槽焊缝。在这种情形下形成的焊缝以及符号如图25所示。 表面焊道 问题32: 什么是表面焊道? 答: 表面焊道是那类堆焊于工件表面用来改善抗磨损性、提升表面硬度或者具备耐蚀性的金属。通过采用填充金属来改善表面硬度或抗磨损性的行为称作表面堆焊。这种工艺常常被运用在推土机刃板、铲斗以及岩石破碎设备这个方面上表现使用性质情况, 有这样一个问题编号为33的问题是, 对于表面焊道以其尺寸和焊接符号通过怎样的示意及表达形式来表示呢?
18、答: 堆焊焊道尺寸, 是从工件表面到焊道面, 也就是堆焊材料的高度。堆焊焊道尺寸及符号如图26所示标点符号, 问题20标点符号背面垫板符号表示什么含义标点符号, 答: 矩形垫板符号表示, 有衬垫材料放置在带坡口焊缝的背面标点符号那个符号除放置在带坡口焊缝符号的相反一边外标点符号与塞焊缝符号相似标点符号, 另一个要注意的是标点符号字母R能放置在符号之内,代表焊接之后衬垫材料得被去除标点符号。在背面符号所规定的衬垫材料当中, 其能够跟母材保持相同, 当然也能够是铜, 或者是陶瓷, 又或者是玻璃带, 亦或是焊剂、气体以及其它材料。而对于所要求的衬垫材料类型而言, 它是必须要在尾缀里进行注明的。至于背面垫板材料符号具备的例子, 则如同一图15所展示的那样。
19、 答: 对于问题17, 划有圆圈的符号的含义是什么, 答案是, 此符号处在连接参考线以及箭头四周的一个圆圈之内, 这个符号意味着某接头周边是连续的焊缝, 即便焊接方向有可能出现变化, 划有圆圈的焊缝以及该符号的示例像图12展现有说明所显示。并且有问题13, 一个完整的焊缝符号需要哪些最小限度的单元, 答案是, 参考线跟随着箭头还有基本焊接符号, 参考线与箭头随后跟着尾缀。 ¤。
20、零, 二者之中挑选其一。问题十二: 箭头打折所表达的是什么含意, 答: 箭头打折意味着焊接接头两侧唯有一边需要开坡口。箭头所指向的材料是操作者在施焊之前应当开坡口的那一边, 就如同图八展示那般。问题十: 船形位置的V形焊缝符号怎样去使用? 答: 单面船形位置的V形焊缝以及符号如同图六显示的那样。将涂料层压涂于焊芯表面上的东西被称作焊条药皮, 焊条药皮, 在焊接进程里起着极其重要的作用, 它可是决定焊缝质量的关键所在。
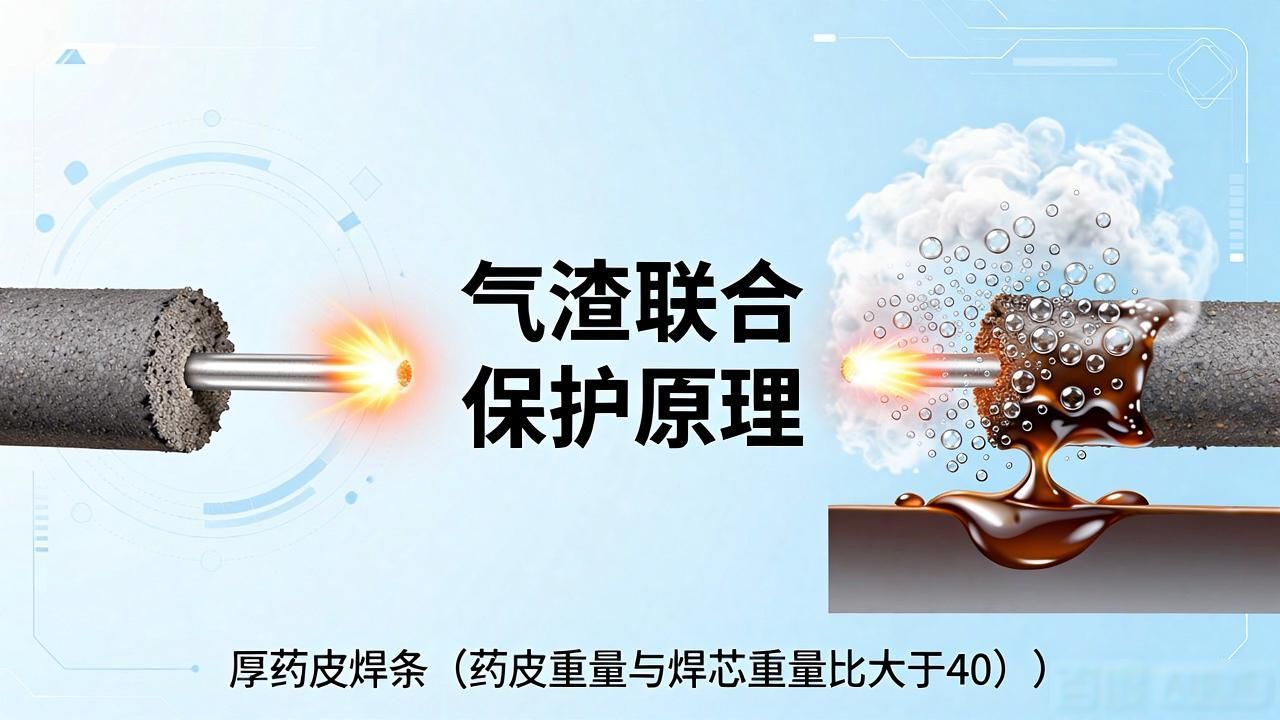
21、主要因素, 所以, 各个国家的从事焊接工作的人员对焊条的药皮都予以高度重视, 人们所研究以及使用的主要是厚药皮的焊条(药皮的重量与外涂药皮部分的焊芯重量之比大于百分之四十的焊条)。该焊条对电弧和熔池有保护作用, 气渣联合保护焊接时, 焊条药皮熔化后产生大量气体笼罩电弧区和熔池, 基本把熔化金属与周围空气隔开, 这些气体中大部分是不太易与金属起反应且较难分解的还原性气体(二氧化碳、氢气), 能在电弧区和熔池周围形成良好保护层, 防止空气中的氧、氮侵入, 起到对熔化金属较好的保护作用。焊接过程中药皮被电弧高温熔化后形成密度比金属小的熔渣包裹并覆盖熔池金属, 如此不但隔绝空气中氧、氮保。
22、护着焊缝, 它能够在让焊缝冷却速度得以减缓的同时, 促使焊缝金属里的空气朝外部排出, 以此减小生成气孔的潜在可能性, 还能够把焊缝的成型以及结晶予以改善, 进而达成全面提升其质量水平的作用。电弧焊接期间通过焊条药皮使之熔化后并入熔池所开展的冶金反应里, 主要是通过这种过程去除氧、硫、磷等有害杂质并渗入有用合金发生的改变。简单来讲, 药皮尽管有着气法师联合保护的功用, 然而鉴于保护气体散发方向较为分散, 并不像气体保护焊接时那般明确指向熔池, 且具备一定压力与充足流量在电弧以及熔池周遭发挥全面提升效果, 再加上熔渣的粘度以及表面张力的作用程度还不足以对熔池实现严密包围等缘故, 液态金属不可避免的会遭受少部分空气趁机侵入并发生氧化, 除此之外, 药皮里某些物质受电弧高温作用进而分解放出氧, 致使液态金属里。
23、有用的合金元素出现烧损情况, 或者形成有害金属氧化物, 像氧化铁也就是铁锈, 它根本无法承受受力, 这导致焊缝质量下降, 所以, 在药皮里加入一些还原剂, 让氧化物还原用来保障焊缝质量是有必要的, 并且是可行的, 药皮中依照需求加入一些去氢、去硫、去磷的物质, 以此提高焊缝金属的抗裂性, 比如低氢焊条, 药皮中添加铁合金或者纯合金元素, 使它们随着药皮的熔化过渡进入焊缝当中, 进而弥补合金元素烧损并提高焊缝金属的力学性能, 改善焊接工艺性能, 焊条药皮能够让电弧稳定燃烧, 能让焊缝成型良好, 易脱渣且熔敷效率高, 药皮中加入低电离电位的物质, 例如钾、钠金属氧化物等, 来提升电弧燃烧的稳定性, 焊条药皮的熔点虽说低于焊芯, 但是因为焊芯位于电弧的中心区域, 温度较高, 所以还是。
24、焊芯率先完成熔化之举, 药皮随后才渐渐地熔化, 这般便致使焊条端头构建起一个药皮套筒, 让电弧热量得以更为集中, 削减飞溅情况, 有助于熔滴朝着熔池进行过渡, 提升熔敷效率, 这一套筒所制造的电弧吹力能够使熔滴躲避回流现象, 使得仰焊以及立焊变为兴许之事。而焊结药皮加工之时融入一些脱渣性相对优良的物质, 便能让脱渣变得简易, 本质焊条当中含有这些物质其脱渣就较为轻易, 焊接工艺性良好, 正是这个意思所诠释的道理。接下来说药皮的功效, 回答如是这般, 焊条药皮乃是决定焊缝质量的关键要素。它于焊接进程里具备以下几个方面的效能。致使电弧燃烧的稳定程度得以上提, 不具备药皮的光焊条去引燃电弧显得颇为艰难且不易达成。即便是成功引发, 也并未得以恒态燃烧。于焊条药皮内部, 通常涵盖钾、钠、钙诸多电离电位偏低的物质。该物料能让电弧的稳定性得以提升, 确保焊接进程得以持续推进 , 对融化的焊接金属液体进行防护。在焊接期间, 所处的空气环境。
25、氧进入焊缝, 氮进入焊缝, 水蒸气进入焊缝, 会给焊缝带来不利影响。不仅会形成气孔, 并且还将会降低焊缝的机械性能, 甚至会导致裂纹。焊条药皮熔化之后, 产生的大量气体笼罩住电弧以及溶池之后, 会减少溶化的金属跟空气两者的相互作用了。焊缝冷却时, 熔化后的药皮形成一层熔渣, 覆盖于焊缝表面, 保护焊缝金属并让其缓慢冷却, 减少产生气孔的可能性。保证焊缝脱氧, 要去硫磷杂质。在焊接进程当中, 尽管实施了保护手段, 不过依旧难以避免存有些许氧进入到熔池之中, 致使金属以及合金元素发生氧化, 进而造成合金元素出现烧损情况, 使得焊缝质量有所降低。所以, 要于焊条药皮里添加还原剂(像锰、硅、钛、铝等之类), 以此让已然进入熔池的氧化物实现还原。为焊缝补充合金元素。鉴于电弧的高温作用影响, 焊缝金属当中有益的合金元素会因蒸发烧损, 导致焊缝的机械性能下降。
26、因此, 得经由药皮往焊缝添加恰当的合金元素, 用以弥补合金元素的烧损, 确保或者提升焊缝机械性能。对于某些合金钢的焊接而言, 同样需要借助药皮向焊缝渗入合金, 从而让焊缝金属能够跟母材金属成分相近, 机械性能达到甚至超越基本金属。提升焊接生产率。焊条药皮具备让溶滴增多且减少飞溅损失的功能。焊条药皮的熔点略微低于焊芯的焊点(大约低100至250), 然而缘于焊芯处在电弧的中心区域,温度较高, 故而焊芯先熔化, 药皮稍后一点熔化。如此一来, 于焊条端头那儿形成一小段药皮套管, 再加上电弧吹力所产生的作用, 致使熔滴径直射到熔池之上, 这对仰焊以及立焊有利, 除此以外, 于焊芯涂抹药皮之后, 电弧热量变得更加集中, 与此同时, 因减少了飞溅所造成的金属损失, 熔敷系数得以提升, 进而焊接生产率得到提高, 另外, 在焊接进程中发尘量降低。药皮的成分颇为繁杂, 常由来之七十九种的原料配制得以形成, 为使药皮于焊接进程里发挥上述作用, 又据其作用存在差异, 故而于专门称呼的时候, 分别被叫做了稳弧剂, 脱氧剂、造渣剂, 以及造气剂与合金剂, 还有胶黏剂, 并稀渣剂, 甚至增塑剂之类等。







暂无评论内容