
1、对于焊接度而言, 焊接具备施工简便, 连接稳固等优势之处。焊接属于工业领域里被广泛运用的不可拆解的连接形式, 那些需要连接的金属零部件在接头部位进行部分加热, 以此用熔化或者处于熔化状态的金属材料予以填充, 或是借助加压等方式进行熔合连接而成。对于焊接这种方式, 其焊缝主要划分成焊缝、接触焊缝以及钎焊这三种类型(莎士比亚、焊缝、焊缝、焊缝、焊缝、焊缝、焊缝、焊缝、焊缝、焊缝、焊缝)。熔化焊接是经由部分加热零件接头直至使其熔化, 接着填充熔化的金属或者通过加压等方式熔合接头进而实现连接的操作。这种焊接是典型的气焊、弧焊, 主要针对焊缝厚度大的板材材料。2, 接触焊接, 焊接时重叠连接器, 利用电流通过焊接接触, 因材料接触的电阻作用, 使材料部分处于高温, 呈半熔化或熔化状态。此时, 若在接触时施加压力, 就能焊接零件。电。
2、子设备所用的接触焊缝含点焊、接缝焊缝以及对接焊缝, 主要是用于金属板零件的连接。3, 以可熔金属(像钎焊、铅锡合金)当作焊料, 借助可熔焊料的粘合力或者熔化力来粘合焊接件表面从而实现连接。焊接之际温度低, 对焊接进程中零件性能的影响微小, 所以常常被用于无线零件连接。4, 焊接图乃是焊接加工所运用的阵列。除清晰展现焊接件的结构之外, 它还得清晰表明焊接相关的内容, 诸如焊接接头类型、焊接类型、焊接尺寸、焊接方法等等。以便以便利之故, 可以去开发用以说明焊接尺寸以及焊接工艺等相关内容的特殊手册或者技术条件。5、1、涉及熔接接合的预设类型, 通常的接合型式存在对接接合、t接合、转角接合以及重叠接合。对接接头, t型接头, 圆角接头, 搭接接头, 6.1焊缝类型, 2、关于焊缝的基本形状, 焊缝连。

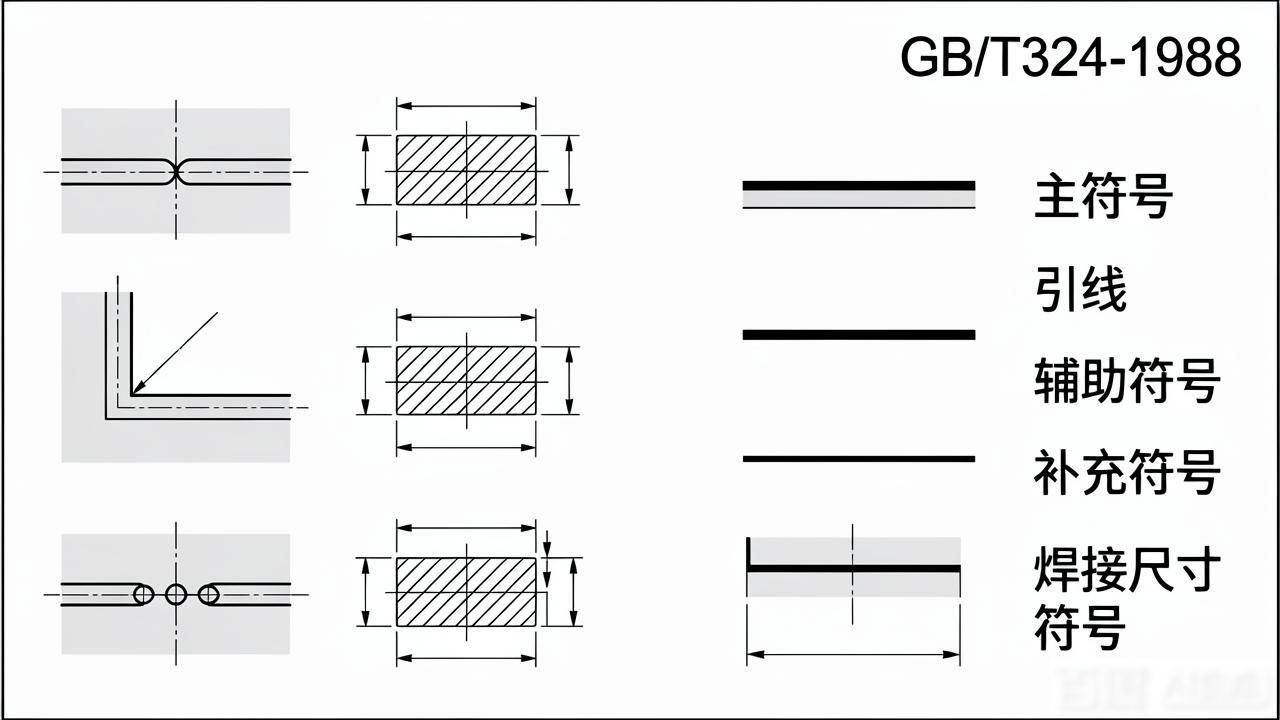
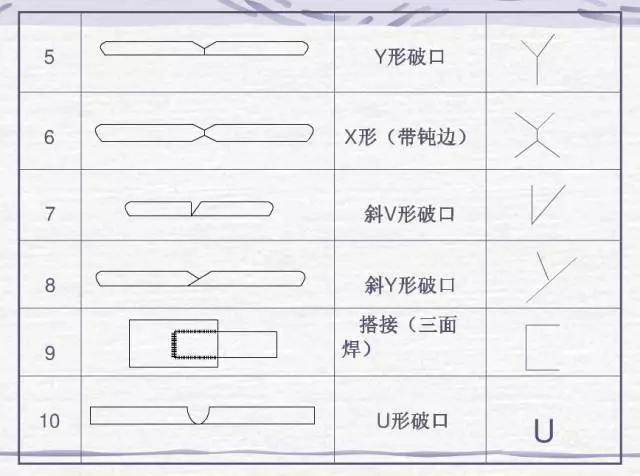
3、连接类型能够被划分成对接焊缝、角焊缝、点焊、塞焊缝等。6, 为了将阵列予以简化, 一般会运用焊接符号去标记焊接。焊接符号的规定是由GB/-1990以及GB/T324-1988予以提供的。焊接符号通常是由主符号和引线所构成的, 要是有需要的话, 能够添加辅助符号、补充符号、焊接尺寸符号以及数据。6.2焊接符号和注释方法、7、1、焊接的预设符号、 焊接的预设符号是用来表示焊接横截面形状的符号, 是以和焊接横截面形状相似的符号, 用粗实线绘制而成的。8, 用于焊接的名称, 体现焊接的符号, 呈现焊接的形状, 有I型这种焊接方式, 还有v型焊接, 又有v型焊接, 以及单边v型焊接, 有点焊, 还有U型焊接, U这个形状, 9, 2, 属于焊接的次要符号, 此次要符号用于表示焊接, 能够在这个符号后面注释焊接工艺方法、焊条数量等。11, 12, 来13, 14, 4。
4、在焊接导线以及阵列上面的位置之中, 从中选择所需的构件, 引线一般是由箭头线跟两条基线所一起构成的, 要是有必要的话, 能够把箭头线弯折一次, 箭头线是用来在阵列里相关焊缝那里, 从而指向整个符号,焊接导线以及阵列上面的位置, 用于展示配置, 在基线上方、下方以及相关焊接符号那里, 基线的虚线能够绘制在基准实线上方或者基准实线下方, 基线通常情况下一定要跟图案的底边保持平行。你提供的内容中存在一些混淆和错误信息, 比如“箭头吴宣仪位置”等表述不太清晰。以下是纠正错误后按照要求改写的内容: 焊接符号同基线的位置情况不一, 其一, 要是箭头朝着焊接的构造面, 那么焊接符号于实线侧在基线处显示;其二, 要是箭头指向焊缝的试用背面, 那么焊接符号在基线的虚线侧呈现;关于标注焊接符号跟基线的位置事项中, 其三, 对称与双面焊接时, 基线上的虚线能够省略。
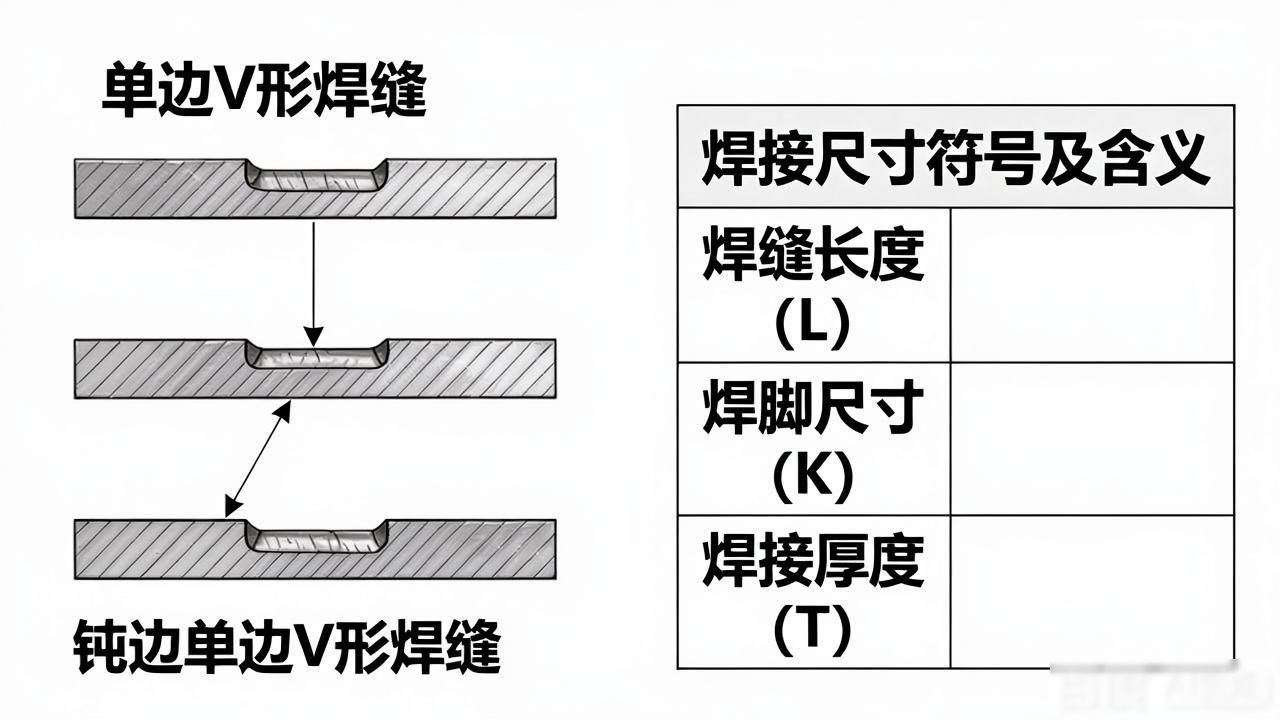
5、缝的位置一般不存在特殊要求, 然而要是存在单边v形焊缝、钝边单边v形焊缝以及钝边j形焊缝, 那么箭头线就一定要指向带有凹槽面的工件。19, 20, 和焊缝有关的箭头吴宣仪位置通常没啥特殊要求, 不过在对单边v形焊缝、带钝边的单个v形焊缝以及带钝边的j形焊缝进行尺寸标注时, 箭头线必须指向带有凹槽侧的工件。21, 5, 用于表示焊接尺寸的符号乃其尺寸方法, 焊接尺寸所呈现的是工件厚度、凹槽角度、根部间隙之类的参数值, 唯有在必要之时才标注焊接尺寸, 于指定之处标注尺寸(携带有预设符号)。常用焊接尺寸符号如下表所示。22, 常用的焊接尺寸符号是这样的, 23, 24, 25, 26, 27, 6, 焊接尺寸的尺寸所在位置, 1, 焊接横截面之尺寸, 以及预设符号的左侧。2, 焊缝长度这个方向的尺寸, 显示于缺省符。
6、右侧是号。3, 槽角度、槽角度以及布线间隙b显示于基本符号之上或者下方。4、尾部呈现相同的焊接数与焊接方法代码。5、要是需要标注的尺寸数据众多,且难以区分, 那么可于数据之前增添相应的尺寸符号。28, 7, 确定焊缝大小, 在焊接件较厚之际, 为了确保根部熔深, 必须获取更好的焊缝, 依据焊接方法, 按照焊缝厚度和材料挑选不同的坡口形状。29, 8, 典型的熔接注解方法范例了, 之后30, 还31, 有9, 提到熔接指定后所呈现出的表现法。当在图面里要轻松绘制熔接的时候, 会涉及视图、剖面视图以及断面视图的各样表现法, 另外轴向示意图也存在表现法。而且在这种情状之下, 通常还应该去注解熔接符号的。32,1显示出, 视图当中能够看见的焊缝一般是显示成垂直于轮廓的一组细实体段(这里是允许手去画的)或者圆弧段的, 而那些不可见的焊缝就会显示为虚线段。(a)对称焊。
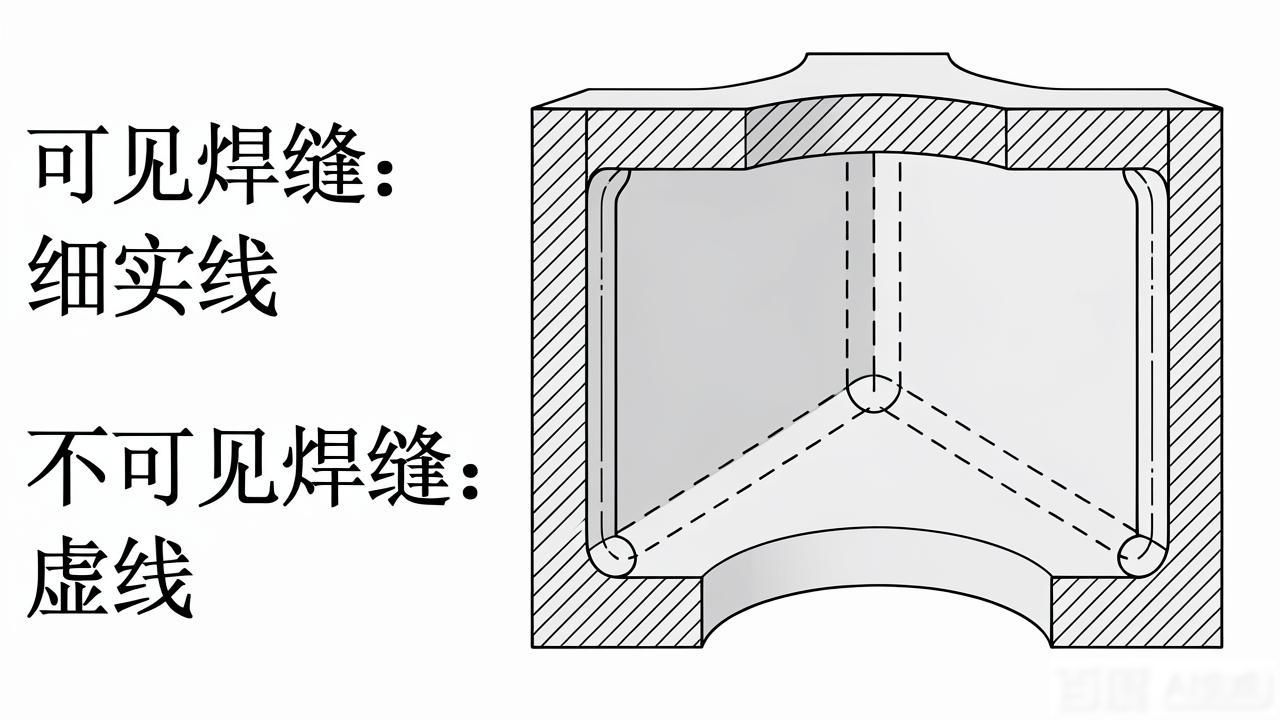
7、缝, 33, 9, 对于焊缝的规定表达方法。并且, 视图里对于可见焊缝, 通常是借助垂直于轮廓的一组细实体段(这组细实体段允许徒手画)或者圆弧段来表示的, 而不可见焊缝则是用虚线段来表示。34, 35,此外, 焊缝还能够显示成粗实线(线宽为2b或者3b), 情况如下: 在同一图案当中仅仅允许使用一种画法。36, 37, 再者, 在垂直于焊缝的剖视图或者剖视图里要绘制焊缝的截面形状, 而且要将其填充上黑色。38,39, 3, 当焊接符号注释没办法充分将设计要求表达出来, 而需要对特定尺寸加以保证的时候, 能够把焊接部分予以放大再去标注尺寸。40, 焊缝在轴图之上也是能够显示的。41、6、焊接图例以及焊接件图必定得涵盖用来展现焊接件结构形状的视图集。2 .大小集对熔接件大小起到决定作用, 涵盖熔接件自身大小以及每个熔接件组合位置的大小。3 .各个熔接件接合时的接合形式、熔接符号以及熔接大小, 4 .对组合、熔接或者熔接元件之后所需的技术需求作出说明。5 .明细栏以及标题栏。42, 1, 在阵列里呈现的焊接表达形式, 1, 要是能够确切表明焊接技术规定, 那么一般来讲仅仅是阵列之中的焊接符号直接把它显示于视图的轮廓当中。或者, 或, 43, 2, 要是有需求, 你能够于图面里以图解的方式去绘制熔接, 并且对熔接符号做注解。44, 45, 46, 47, 48, 49, 熔接图跟零件图不一样的地方在于每一个相邻熔接件的填充线方向不一样, 熔接图之中的每一个熔接件都得进行编号, 而且零件表必须要进行移植。熔接图是整体表现方式, 仅仅表示一个零件(熔接件)。50,你好,51,







暂无评论内容