
于焊接施工的一线之地, 图纸里的焊接符号向来并非能被轻易忽视的线条, 而是起着连接设计当中的要求与现场实际施工的 “通用工程语言”。众多的焊工以及技术员时常由于看不懂符号, 并且选错了坡口的形式, 进而出现焊缝无法焊透、变形超出标准、工艺不符合要求等状况, 最终导致了返工甚至引发质量安全方面的隐患。
本文将国标规范跟一线经验相结合, 从坡口形式这个维度, 把电焊、气焊的焊接标注逻辑讲透, 又从核心术语这个维度, 把电焊、气焊的焊接标注逻辑讲透, 还从标注规范这个维度, 把电焊、气焊的焊接标注逻辑讲透。
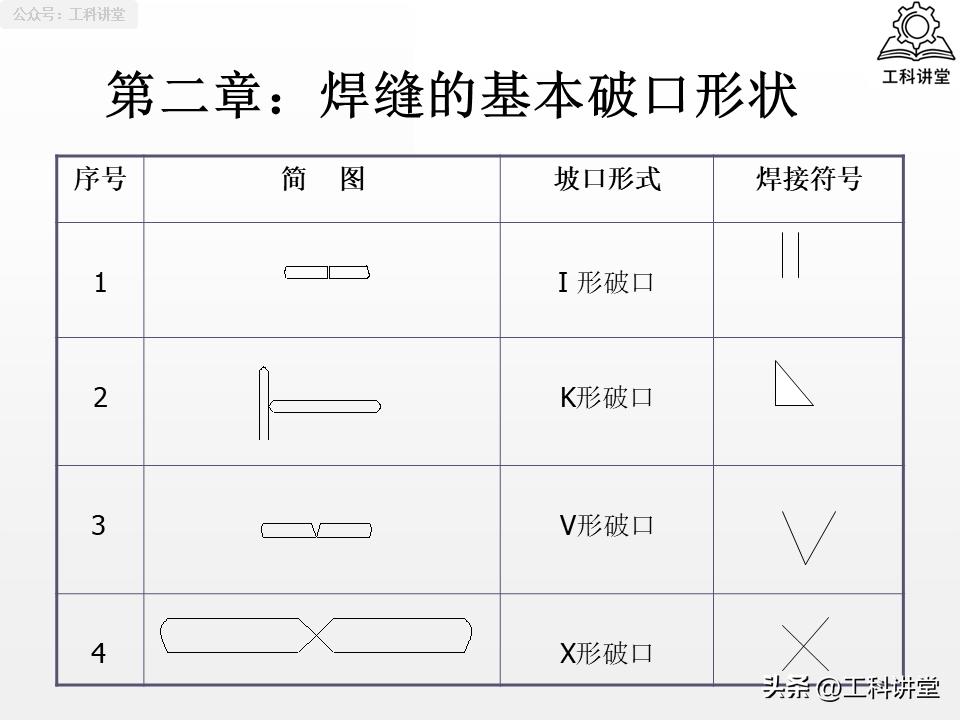
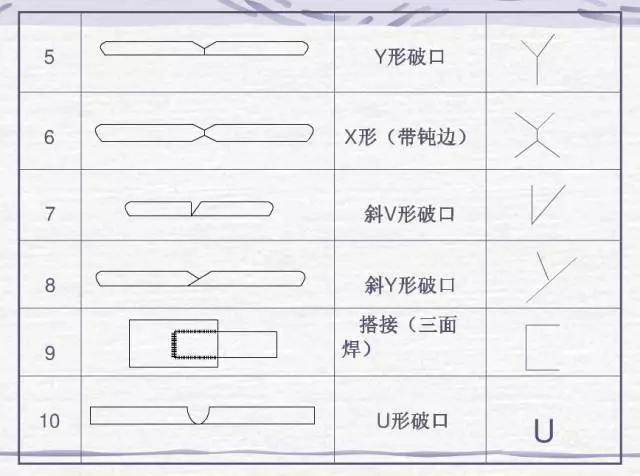
一、15 种坡口形式
保证焊缝根部得以完全焊透, 是坡口的核心作用之一, 与此同时, 要合理控制焊接填充量, 还要减小焊接变形, 在我们日常施工期间所使用的 15 种坡口, 能够依据适用场景明确地划分成四大类。
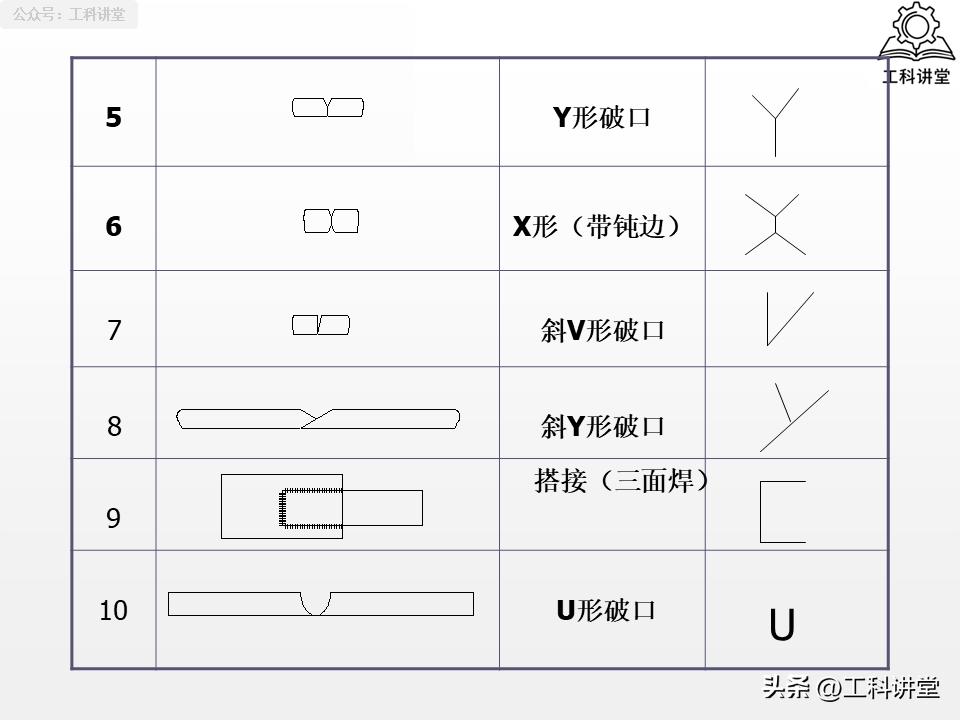
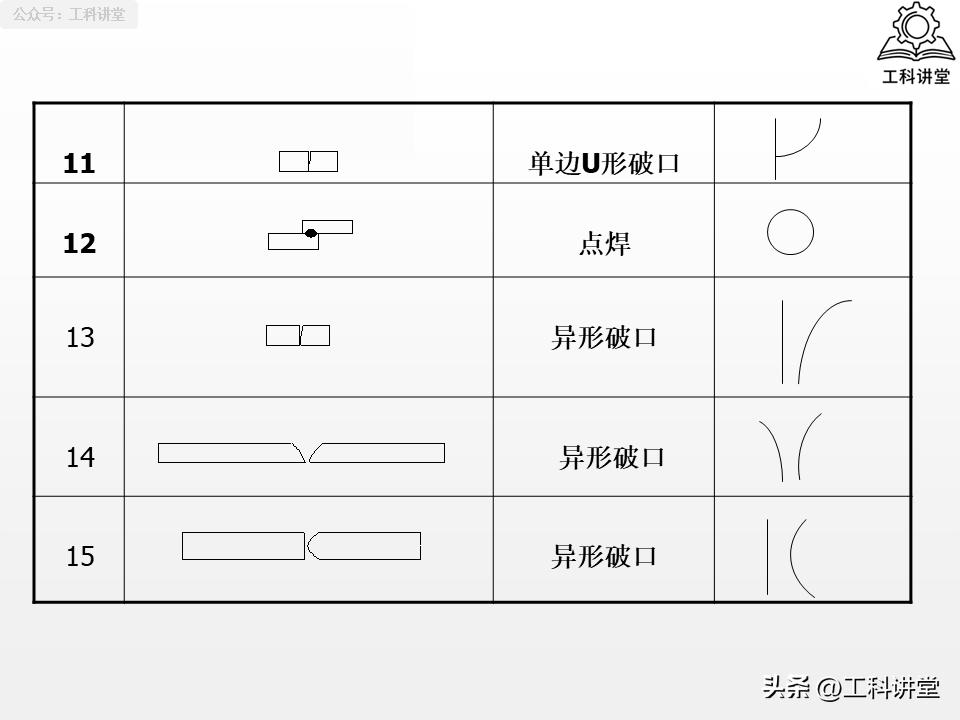
第一类是基础形状为 I 形的坡口, 此坡口是不开坡口的那种, 其属于最能节省工时与材料的形式, 它仅仅适用于厚度在 6mm 以内的薄板焊接工作, 在气焊薄板的场景当中这种形式应用最为广泛。第二类是囊括多种类型的系列, 具体有 V 形、单边 V 形、带有钝边的 V 形、带有钝边的单边 V 形、U 形、带有钝边的 U 形、J 形、带有钝边的 J 形这 8 种植入, 它是中厚板进行单面焊接时的主要力量,其中 V 形坡口拥有的通用性是最强的, 通过普通气割方式就能够完成加工, 而 U 形、J 形坡口在填充金属量方面是更少的, 更加适宜厚板的重要承重结构场景。首先, 第三类属于双面坡口那一系列, 它包含着双 V 形也就是 X 形, 双单边 V 形也就是 K 形, 双 U 形, 还有双 J 形这 4 种, 其主要特点是主打对称焊接, 相比较于单面坡口而言, 它能够减少大概 50%的填充量, 与此同时还能大幅度地降低焊接变形, 所以它是厚板焊接的首选。其次, 最后是带垫板以及带锁边的 2 种特殊坡口, 它们专门被用于单面焊双面成型的那种场景, 在无法达成双面焊接的管道、封闭结构当中是最为常用的。
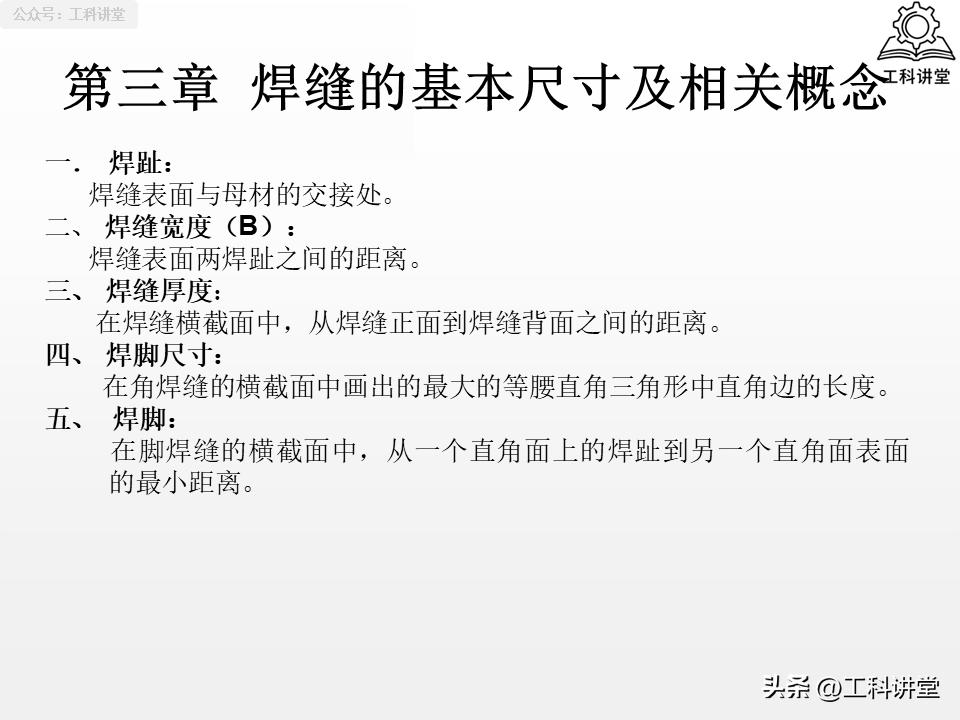
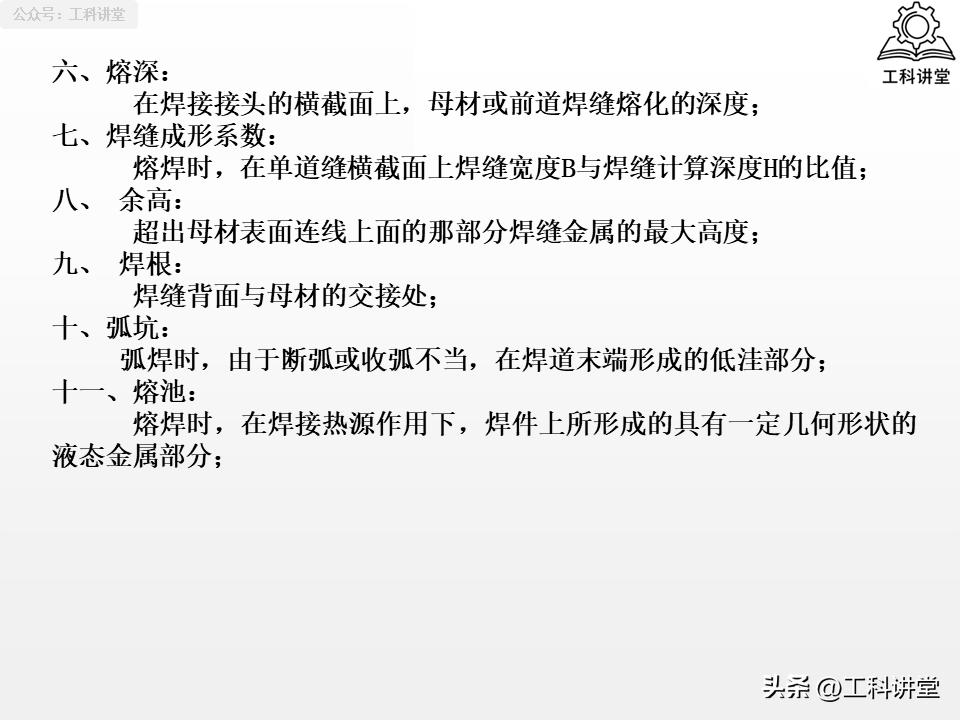
二、14 个核心术语
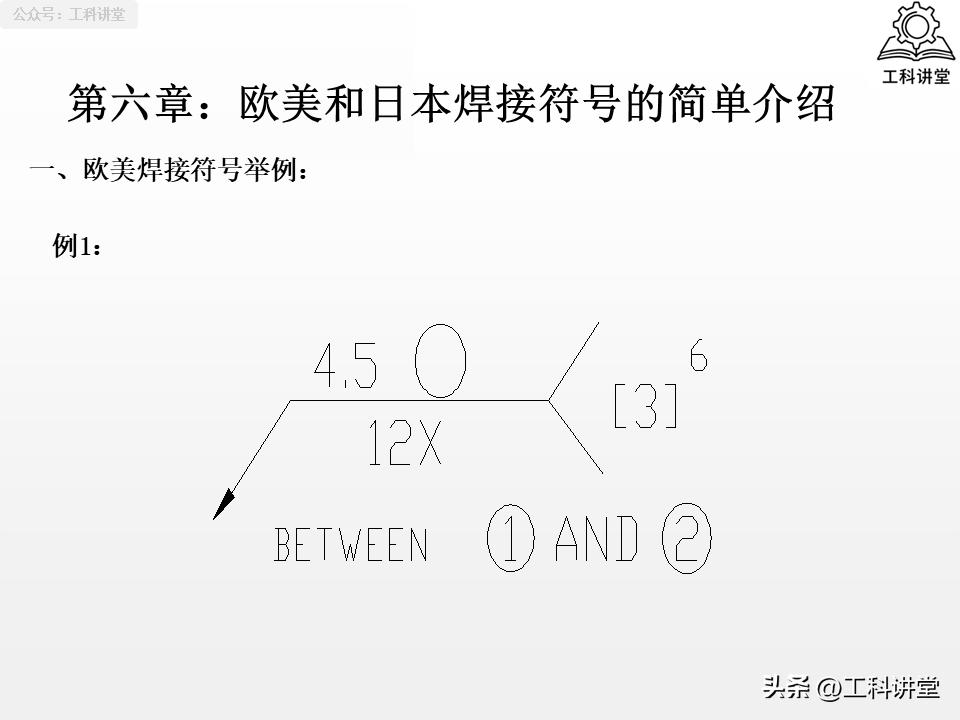
倘若想迅速领会焊接符号, 关键在于透彻理解14个高频术语, 依据功能能够划分成三大类别, 这同样是国标GB/T 324 – 2008里最为关键的标注逻辑。
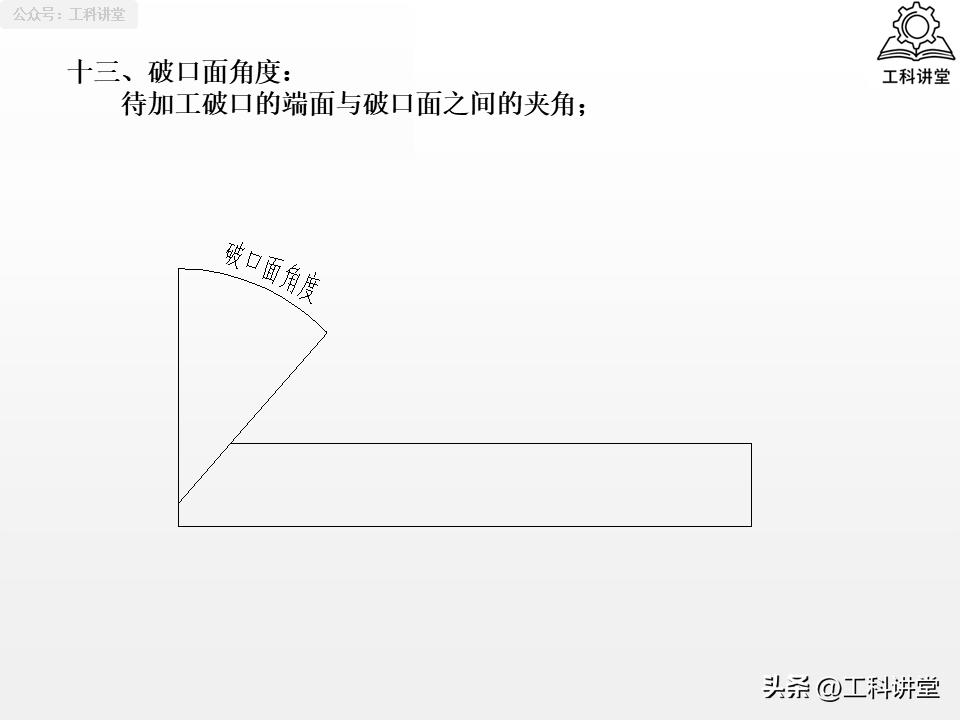
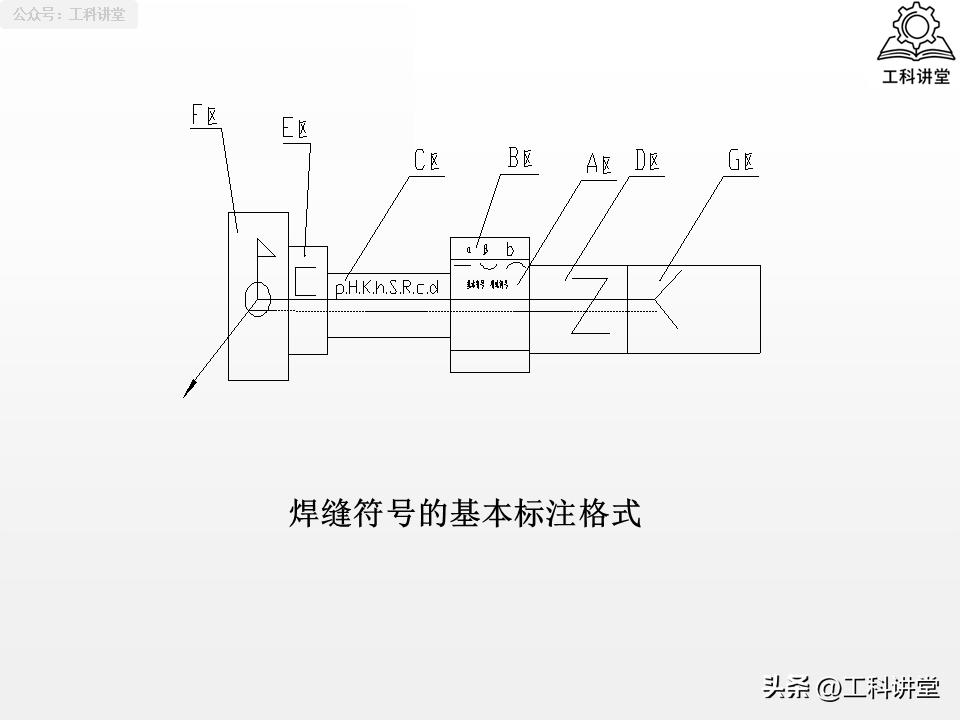
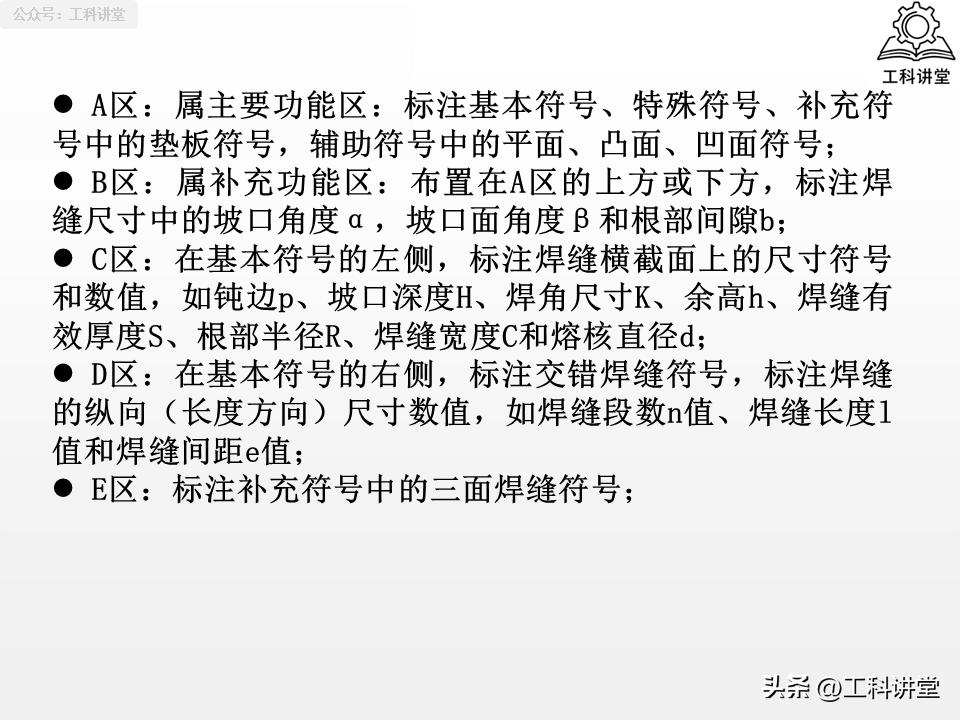
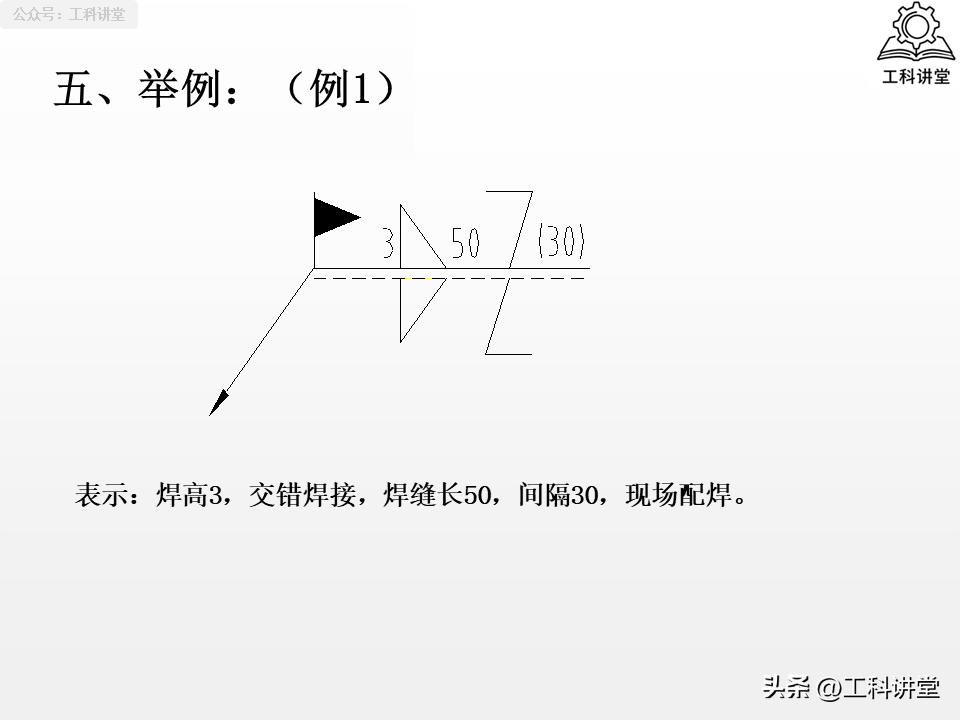
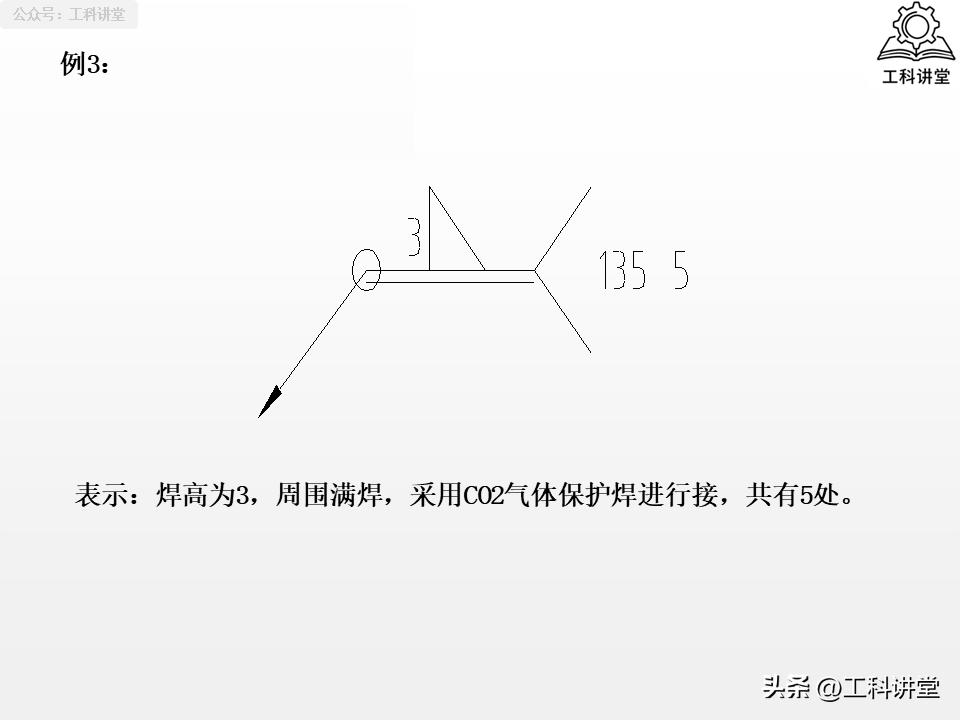
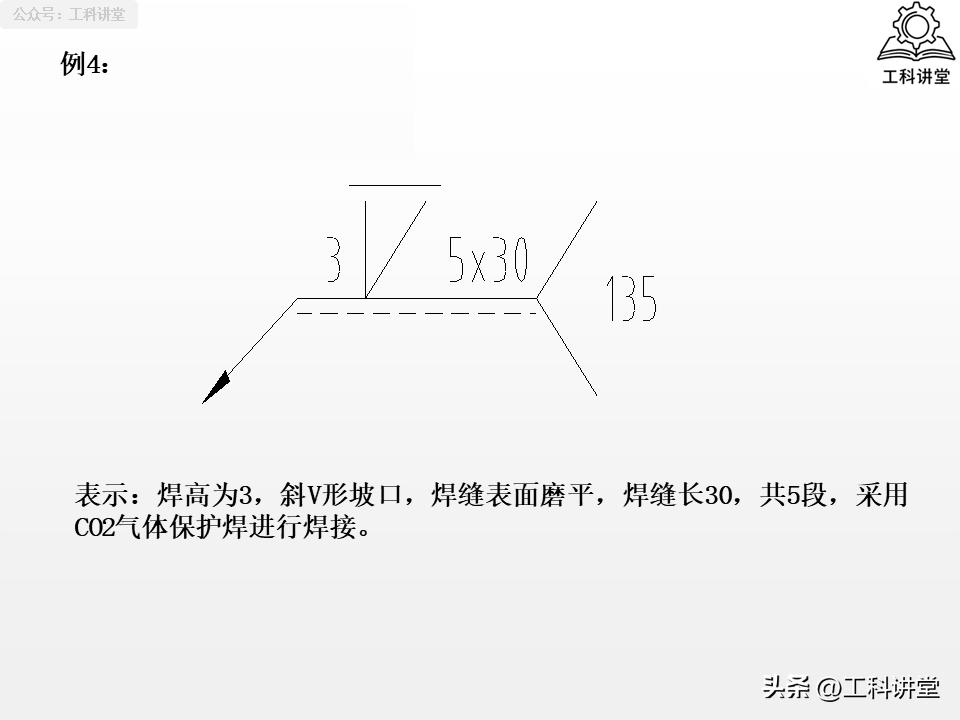
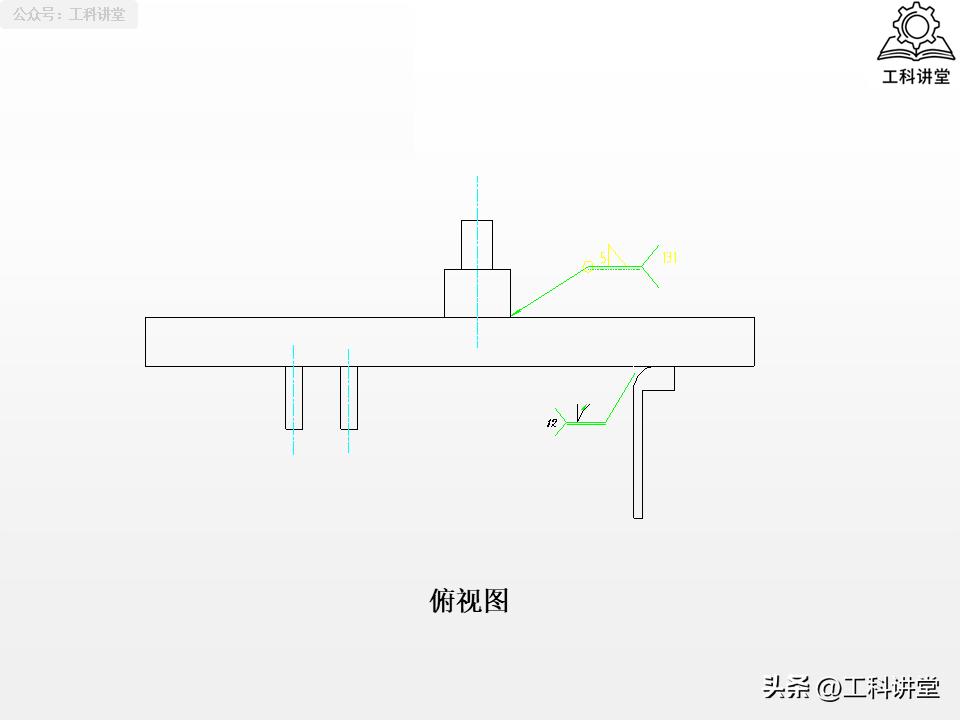
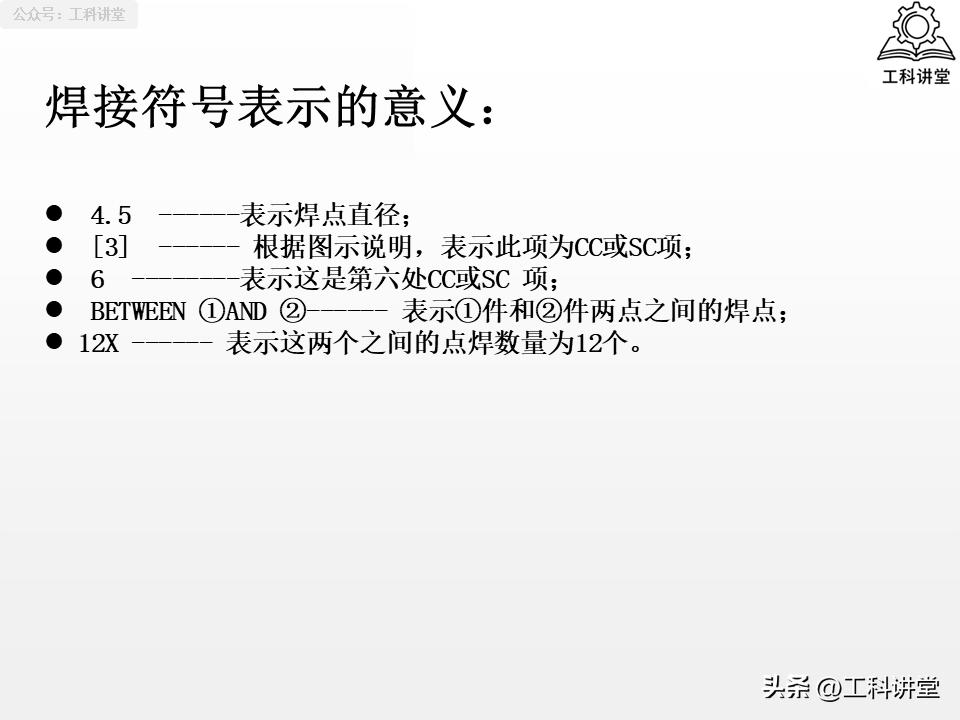
首先, 第一类是符号框架类, 它包含着基本符号、辅助符号、补充符号、指引线、基准线这5个术语, 此为焊接符号的基础骨架。其中, 基准线的实线与虚线是最容易踩坑的地方, 当符号标注在实线侧时, 意味着焊缝处在接头的箭头侧;而标注在虚线侧时, 就表示焊缝在非箭头侧, 并且对称焊缝能够省略虚线。其次, 第二类是尺寸核心类, 它涵盖钝边、根部间隙、坡口角度、焊缝长度、焊脚尺寸、焊缝有效厚度这6个术语, 其直接决定着焊缝的成型与受力性能。钝边有着防止焊接烧穿的关键作用, 根部间隙能保障根部得以完全焊透, 这两者是不可或缺且十分重要的, 同时还是图纸标注里绝对不能遗漏的参数。第三类属于施工要求类, 其中涵盖了断续焊缝、围焊、现场焊缝这三个术语, 它们清晰地明确了焊缝的施工场景以及工艺形式, 就像带有旗帜符号的现场焊缝, 明确规定该焊缝必须在安装现场进行施焊, 而不是在工厂预制完成。
三、电焊气焊标注全攻略
不管是手工电弧焊, 气体保护焊, 薄板气焊, 焊接标注均遵循统一核心原则, 同时操作中存在必须避开的常见误区。
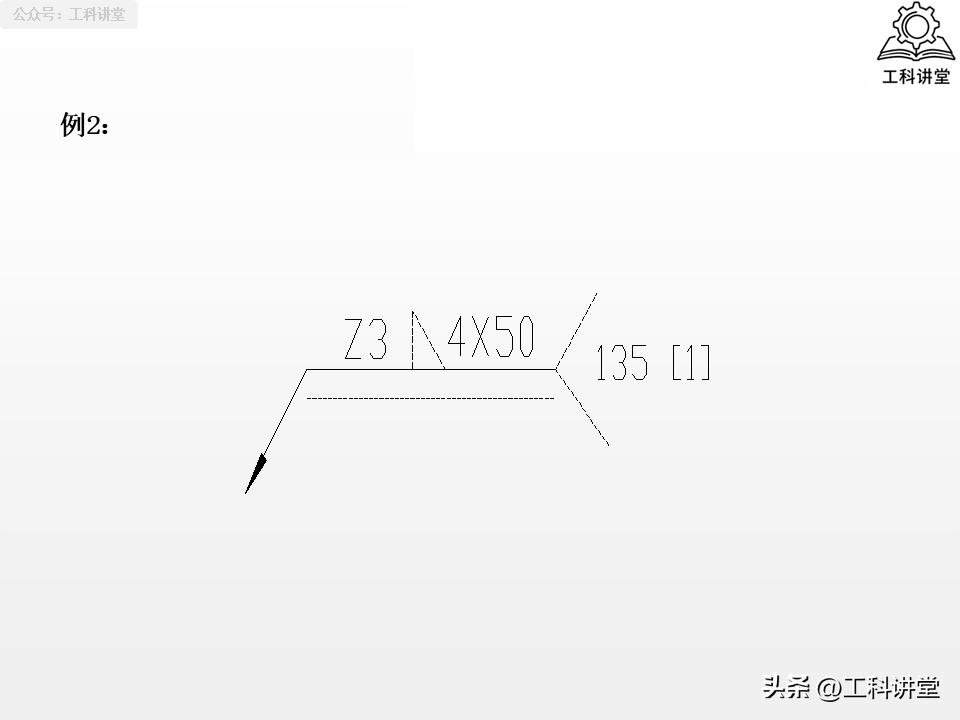
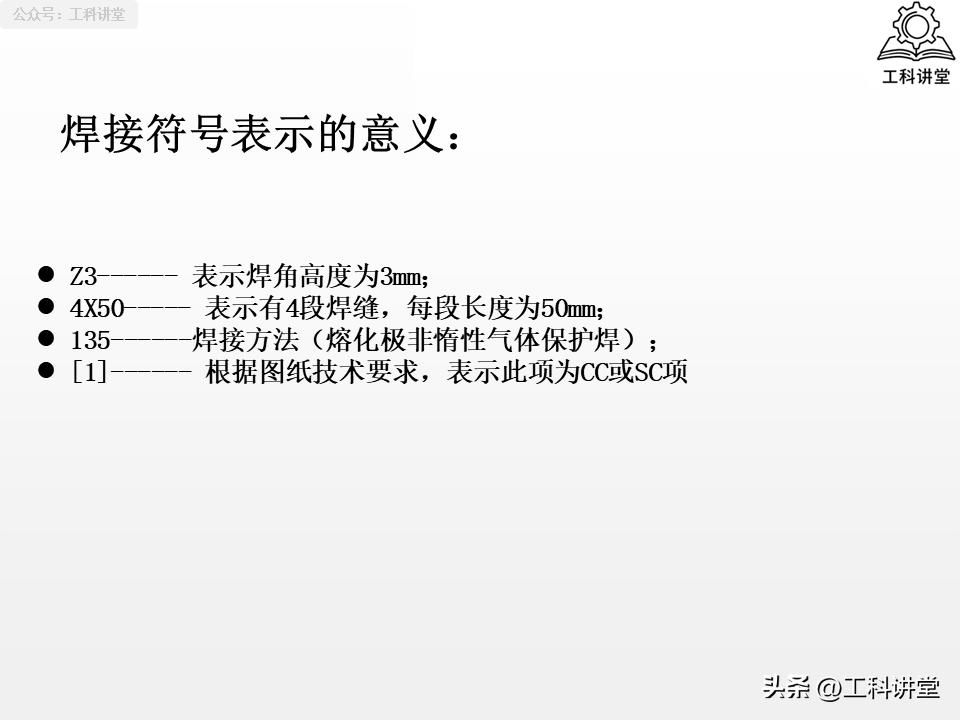
焊接标注若要完整, 必然得涵盖 “指引线 + 基本符号 + 核心尺寸数据” 这三大要素, 要是存在特殊表面要求、施工要求, 就得配套添加辅助符号与补充符号。从工艺适配角度来说, 气焊较多用于薄板焊接, 标注的重点应当置于根部间隙与坡口角度方面, 防止间隙过大致使烧穿;至于电焊类熔焊工艺, 标注重点则需放在钝边高度、焊脚尺寸、焊缝有效厚度上面, 以此保障焊缝的受力性能。实际操作当中最为常见的错误, 其一乃是忽视了基准线虚实线之间的差异, 从而将焊缝位置焊接错误;其二是仅仅标注了坡口角度, 然而遗漏标注钝边和间隙, 致使施工过程没有依据可供遵循;其三是没有对现场焊缝符号予以标注, 最终出现工厂提前进行施焊, 而现场安装却无法与之适配的状况。
先弄明白, 15种坡口怎么去进行那种选型的逻辑, 再搞清楚, 14个核心术语所具有的真实含义, 如此这般之后, 才能够将设计要求精确无误地落实到每一道焊缝之上, 从根源之处去避开质量方面的隐患, 从而减少那些不必要的返工成本, 而这同样也是每一位涉及焊接工作的人员必须要牢固搭建起来的基本技能。
焊接气焊符号以及标注的介绍在PPT讲义之中, 如需查看PPT讲义源文档以及延伸干货, 可在文末进行查看。


因头条文章页面内容有限,仅展示PPT讲义部分内容
完整版PPT讲义+延伸干货内容








暂无评论内容