
第一篇:钣金展开计算公式
钣金展开计算公式
当角度为钝角时:
L=L1+L2-
2×(180-角度)/90×材料厚度+M×角度/90
当角度为锐角时:
L=L1+L2-
180/角度×材料厚度-(180-角度)/180
第二篇:钣金展开计算公式–很实用
先说一个名词:折弯余量
折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下:
一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚
对于尺寸, 去定义两个轮廓的尺寸, 它们被称谓L1、L2, 还有厚度尺寸是T, 这些我们全都已经知晓了。
L1加上L2, 是需要大于展开长度L的, 它们之间的差值, 就是折弯余量, 而这个我将其定义为。
若是K, 那么存在一个弯, 其展开尺寸L, L等于L1加上L2, 再减去K。一般情形下的冷轧钢板的K值, 所具备的条件是。
90度弯,标准折弯刀具T=0.8K=1.6T=1.0
K=1.8T=1.2
K=2.1T=1.5
K=2.5T=2.0
K=3.5T=2.5
K=4.3T=3.0
1.六减去零点八等于零点八, 一点八减去一点零等于零点八, 二点一减去一点二等于零点九, 二点五减去一点五等于一点零, 三点五减去二点零等于一点五。
4.三减去二点五等于一点八, 五点零减去三点零等于二点零, 六点五减去三点五等于三点零, 七点零减去四点零等于三点零, 八点五减去五点零等于三点五。
实例二:
实例三:
不规则折弯按K因子=0.5,直接用画中性层测量。如
若是存在偏差, 那就依据具体情形去进行调整, 一般而言相差的幅度也不会太大, 在进行折弯的时候, 针对下模槽实施调整。
宽大的尺寸能够把出现偏差展现出来的尺寸, 调整成为符合标准的折弯之后的外形, 当然仅限于在一定范围之内。
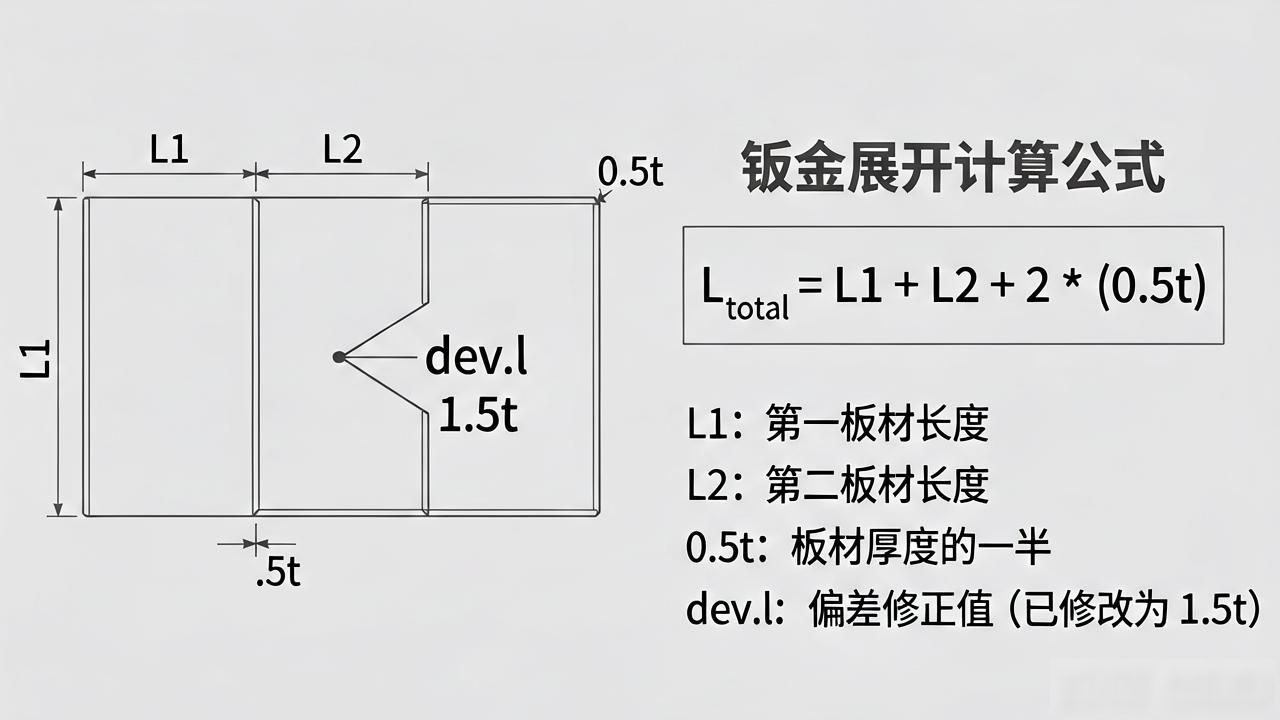
内)。另外, 存在一个钣金件, 总有一些壁外形偏差, 这些偏差允许大一些, 能够把偏差累。

把那些积到壁那边去, 在死的边缘按L1加上L2减去0.5t在内的模型里直接将dev.l值修改成为1.5乘以t。
就可以了!
第三篇:钣金展开
基于Pro/钣金件展开的应用研究
引言
人造卫星和航天飞船上使用大量的钣金成形零件,如有效载荷铝
就像合金支架, 还有飞船蒙皮桁条之类的。那些用金属板打造而成的钣金件, 具备着重量轻的特点。
具有组装简单的特点, 具备成本低的特性, 进而成为航天飞行器的重要组成部分, 这就是钣金件。
对于制造而言, 最为关键重要的一点, 乃是精准恰当地去确定钣金件的展开图, 也就是要按照1: 1的比例来进行放样。
传统的手工计算可直观、方便, 图解法也能够直观、方便, 在航天制造工程里得到了广泛的。
虽然有应用, 然而手工计算以及图解法展开图, 其精度是比较低的, 误差会比较大, 还存在着工艺路。
线复杂、效率低、浪费材料及加工质量不易保证等缺点。
随着数控激光切割机、数控折弯机等精密钣金设备的广泛应用,
钣金加工工艺方法出现了极大改变, 不再是传统那种粗放低效, 先成型而后去修准尺寸的模式。
由原有工艺方法, 转变为精确展开, 进而再到直接成型的先进工艺方法, 这属于制造技术的发展。
的必然趋势。Pro/.0是推出
一套具备强大功能的CAD/CAM参数化软件系统, 拥有零件设计的能力, 还能进行产。
具备品装配能力, 拥有NC加工技能, 进行钣金件设计工作, 开展模具开发项目, 承担铸造件设计任务, 从事自动测量工作。
机构仿真具备多种功能, 应力分析也有多种功能, 这些功能已被广泛应用于机械领域, 还被广泛应用于汽车领域。
航天、家电等行业。本文介绍了航天领域中基于Pro/
.0实现钣金零件的建立和展开的应用研究。
2钣金件Pro/E加工特点
传统钣金件加工先以近似展开尺寸放样落料,预留后续加工余量
进行折弯操作之后, 在折弯完成后对尺寸予以修准,最终开展工艺孔以及槽的加工。这种工艺方式。
法去开展加工, 则会存有效率特别低的状况, 而且还会造成耗材有浪费之象, 并且其加工质量很难确保, 不过它并不需要精准的。
将展开, 图尺寸, 而Pro/E钣金件, 其加工工艺, 是以精确展开加工, 作为特点, 先进行按。
先将展开图全部切割, 切割出它的外形, 切割出它的孔, 切割出它的槽, 之后进行折弯, 使其成型, 其加工流程如图1。
存在所示情况, 这一工艺具备效率高优势, 有着加工质量良好优点, 还呈现工艺路线简化长处, 然而。
对于钣金展开图, 有着较高的精度要求。所以, Pro/E钣金设计模块, 成为了钣金件。
加工中精确展开图的重要工具。
比起和传统展开方法作对照, Pro/E有着显著的优势, 主要是下面这些。
几点:
a.Pro/E加工实现了参数化,提高了展开效率;
b.工艺路线简化、加工效率高、加工质量好;
c.展开精度高,展开尺寸便于验证;
d.能够自动生成折弯顺序表,表示出制造过程中的折弯顺序、折
弯半径和折弯角;
e.Pro/E展开能够针对圆管件开展操作, 也能够针对圆锥管构件开展操作, 还能够适用于它们之间的任何情况。
方向的相贯件等复杂曲面零件的展开;
f.从展开的立体模型可以直接生成数控切割设备需要的二维图形
在格式方面, 与数控折弯机开展数据连接, 进而能够达成钣金件的无纸加工。
3钣金件Pro/E展开方法
钣金件啪展开方法,能够适应图样的多样化和复杂化,程序是在
是在全然模拟钣金加工流程的基础之上, 开展钣金件展开操作的。同传统的办法相比较。
利用Pro/E的钣金展平功能, 主要目的是让钣金恢复到平整状态, 而这一展平实现了钣金的展开。
特定的方式是, 于Pro/E里的钣金模块当中, 去构建钣金件的三维立体模样, 进而加以运用。
Pro/E的展平()模块,点取零件基面及需展开的面后,软件
能够依照钣金实际进行的折弯加工过程, 在运算之后, 自动地生成展开模型, 借助展开模。
型, Pro/E能够输出各种格式的二维图形文件, 并且这些二维图形文件可直接应用于数控钣金设备。
展开方法流程如图2所示。
3.1建模环境设置
进行钣金件设计时, 在利用Pro/E之前, 有一项内容很重要, 那就是建模环境设置。
Pro/E环境里, 在设置完成之后, 其中的长度单位、视角标准等参数, 应当和数控。
钣金设备运用的是一致的, 这般利于在Pro/E达成二维视图之后径直输。
出, Pro/E存在着三个配置文件, 其一, 是用于确定在Pro/E的工作环境里构建!
立各种模型的长度单位、公差标注方式等文件;二是定
义工程图标准设定的PRO.DTL文件;三是定义图框的标准
.DTL文件。设置通常采用写字板编辑文本文件或通过
通过Setup菜单来开展设置, 如此, 我们能够于一个标准化的环境当中进行工作。
3.2三维实体建模
在Pro/.O中建立钣金件有两种基本方式。
a.先是借助Pro/E的Part实体模块,构建出一个薄壁实体, 而后。
使用Pro/E自身所带的钣金转换命令, 把它转变为钣金件, 如此借助实体。
通过(Part)方法构建的那样的零件, 已然拥有了钣金件所应具备的特征, 之后能够在Pro/。
E钣金模块中进行展开;
b.直接利用Pro/E的钣金设计模块,建立一个钣
金零件, 借助钣金模块里的薄壁特征, 跟实体模块相像, 存在拉伸的情况, 还有平的状况。
存在整的命令, 再者有混合的命令, 还有旋转等命令, 另外借由折弯的命令, 以及凭借成形的命令, 能够建立复杂钣金。
这样子的方式所构建起来的部件, 直接就拥有了钣金件本来该包含的特性内容, 并非是全然没有任何状况, 而并不需要去做任何事情。
转换就可以在Pro/E钣金模块中进行展开。
3.3验证零件三维模型
Pro/E钣金件的展开模型, 是依赖于所建立的钣金三维实体模型, 以此作为根基, 进而形成的。
需为确保展开模型是正确的, 要针对钣金件做其立体模型的验证, 于Pro/。
E钣金模块中,可以应用分析()菜单中的测量(),模
型分析()等功能模块进行钣金零件立体模型各个要素的
测量分析。
3.4验证零件工艺性
Pro/E里的钣金件建模, 是完全依照钣金件实际的加工过程, 来进行模拟运算的。
它是这样的, 所以在零件建模这个过程当中, 需要去考量的其实是钣金件加工期间会出现的工艺裂缝, 还有折弯圆角。
若零件模型存在有并非符合实际加工情形的结构工艺性相关问题 , 等相关工艺性问题。
Pro/E会拒绝展开, 所以, 我们得对立体模型结构工艺性予以验证。
3.5钣金件展开
在Pro/E软件中,使用展平()命令展开时主要有三种方
法:
a.规则下达命令, 这个选项属于Pro/E的默认选项范畴之内, 能够把一般情况的折弯。
面展开;
b.过渡命令,此选项用以将转接面展开为二维平面,典型的转接
面以混合的方式产生薄壁;
c.剖截面驱动,用此选项展开钣金件时,先选取固定面再指定一
依靠条剖面线, 以此搞清楚变形曲面展开后的形状究竟怎样。这种办法常常在展开那些有着不规特征的时候被运用。
则外形的薄壁。
当折弯的钣金件在展开时,中性层外部材料会被压缩,即外部材
料的长度会减小,其大小取决于材料的类型、












暂无评论内容