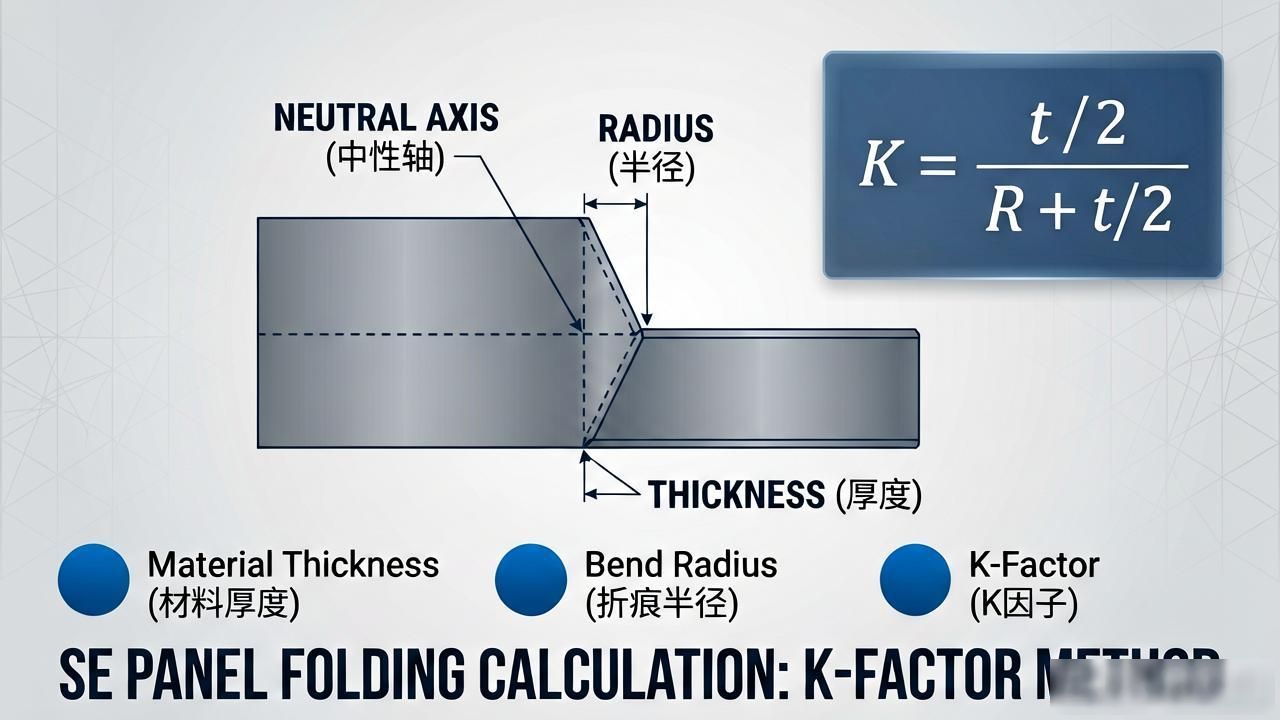


下面要给大家介绍的是作者杨平的关于-1 – SE钣金展开计算的方法及使用, 钣金展开存在多种算法, 像SE它支持K因子算法以及用户自定制公式, 接下来就会分别针对它们的算法和应用为大伙做介绍。首先先说K因子法, 钣金折弯之后,会出现内层压缩、外层拉伸的情况, 中性层呢就是理论上长度不会发生变化的部位, 中性层系数经常用K来表示, 指的是钣金内壁到中性层的距离同壁厚的比值, 然而在实际当中这个值是没办法算出来的, 是因为测量不到。用一些经验公式来计算, 它跟板材有关, 跟厚度有关, 跟折弯半径有关, 和机床的类型有关, 和步进速度也有一定关系。若中性层不变形, 处于折弯区域的中性层圆弧的长度, 在其弯曲状态下是相同的, 在展平状态下也是相同的。所以折弯补偿(BA)应该等于钣金件的弯曲区域中, 中性层的圆弧长度。设板材厚度为T, 设折弯半径为R, 设折弯角度为A。那中性层长度也就是补偿长度是: BA等于Pi乘以(R加上K乘以T)A除以180 , 软件里默认的便是这个算法。二: 定制公式, 指定你所定义的公式去计算展平区域长度PLZ。系统借助一个由ASCII码定义的表来给出PLZ值。你同样能够编辑table里的值, 使它契合你的经验展开长度。对于表格中未指定的半径和厚度, 系统依照指定的公式来进行计算(这里的公式可不是前面所提到的中性层计算公式)。
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END












暂无评论内容