
完整PDF下载见文末


由于钣金件具备重量轻的特性, 以及强度高这般的优势, 还有成本低的突出之处, 所以它在汽车领域, 在家电范畴, 在设备外壳等诸多领域都有着广泛的应用。然而呢, 存在着许多设计情况, 这些设计因为忽略了工艺特性, 进而导致在生产过程当中出现折弯开裂的状况, 致使装配时出现卡壳的问题, 甚至于额外增加了制造成本。就在今天, 从设计原则这个维度, 从材料选择这个方面, 从结构规范角度, 从工艺适配层面, 归纳出钣金件结构工艺设计的核心知识点, 以此来帮助你避开那些常见的坑。
一、设计核心原则
使性能与工艺两者得以兼顾, 钣金件要求满足强度方面需求, 钣金件要求满足刚度方面需求, 却不可以过度进行设计。举例来说, 设备外壳需要具备抗冲击性的能力, 能够借助增加加强筋这种方式来提升刚度质量, 而不是一贯地去增厚板材质量, 像是2mm钢板添加加强筋的结构比4mm无筋结构来说成本可以降低30%, 2mm钢板添加加强筋的结构比4mm无筋结构来说重量能够减轻40%;与此同时还要对折弯工艺可行性加以考虑, 与此同时还要对冲孔工艺可行性加以考虑, 以免设计出不能够进行加工的封闭结构形式。
要同时照顾到装配以及维修这两方面, 结构设计的时候需要去预留出装配空间;就好比螺丝孔之间的间距得要适配扳手进行操作, 起码要留出15mm的扳手空间;卡扣连接的话要设计出拆卸的缺口;在维修的时候, 容易损坏的部件, 像面板、接口板, 应该采用能够拆卸的结构, 防止因为焊接固定而造成整体更换。
从批量以及成本两方面进行兼顾, 在进行批量生产这个阶段的时候, 最大限度地去减少工序的使用情况, 像把多个零件合并成一个整体这种方式便达成了减少焊接工序的例子, 对于非标结构而言, 要对其数量实施控制, 比如说将具有相同功能的孔位统一尺寸标准, 像全部采用φ5mm圆孔, 而不是φ5以及φ5.5mm混合排列的形式, 以此来降低模具更换的频率。
二、材料选择
在钣金领域, 常常会用到的材料包含冷轧钢板, 也就是SPCC, 还有镀锌钢板, 即SGCC, 不锈钢材料, 像304/316, 以及铝合金, 例如5052/6061, 而对于这些材料的选择, 需要依据使用时的环境状况和工艺所提出的要结合起来进行选用:
常用于普通室内的场景之中, 像是设备外壳这类, 优先选用 SPCC, 它成本较低且易于折弯, 其表面能够进行喷粉操作来实现防锈。
含有水分的, 处于户外的场景, 像是配电箱、室外机外壳这类: 选择 SGCC, 也就是镀锌层具有防锈功能的那种, 或者选择 304 不锈钢, 即耐腐蚀性比较强的那种。
像汽车部件、无人机机壳这类轻量化需求, 所使用的是5052铝合金, 其密度只有2.7g/cm³, 相比钢要轻60%, 并且折弯性能良好。

存在高强度需求的情况, 像是机械支架这类, 可选择6061铝合金, 这种铝合金经过时效处理之后, 其强度接近于低碳钢, 或者选择316不锈钢, 该不锈钢强度高并且耐酸碱。
留意, 材料的厚度要相应配合工艺, 对于折弯件而言, 其厚度通常是小于等于6毫米的, 因为若是太厚就容易出现开裂现象, 而冲孔件, 则要求其厚度需大于或等于孔径大小的三分之一, 举例来说, 像直径为6毫米的孔, 对此所需的板材厚度要大于等于2毫米, 以此得以避免孔壁由此发生变形。
三、常见结构设计规范
1、折弯结构:
对于折弯半径而言, 其要大于或等于板材的厚度, 当板材厚度为2毫米的时候, 折弯半径要大于或等于2毫米, 以此来防止因锐角折弯而致使出现开裂的情况。
相邻的折弯边, 需要留出足够的间距, 要是两折弯边呈现垂直状态, 那么间距则要大于或等于t加上R, 比如t为2mm、R为2mm时, 间距要大于或等于4mm, 目的是防止在折弯的时候相互产生干涉。
当存在折弯的情况时, 要是此处有孔, 那么孔边缘到折弯线的距离需要大于或等于t加上2毫米, 假设t等于3毫米, 此时也就是说孔边距要大于或等于5毫米, 通过这样的设置来防止在折弯的时候孔的位置发生变形。
2、冲孔结构:
圆形的孔, 其直径要大于或等于t, 当t小于或等于3毫米的时候, 方形的孔, 其边长要大于或等于t, 这样做是为了避免角部出现应力集中而导致开裂。
孔跟孔之间的距离要大于或等于二倍的 t, 孔与板材边缘的距离要大于或等于 t(假设 t 等于 2 毫米, 那么孔边距要大于或等于 2 毫米), 用来避免板材边缘出现变形情况。
3、加强筋设计:
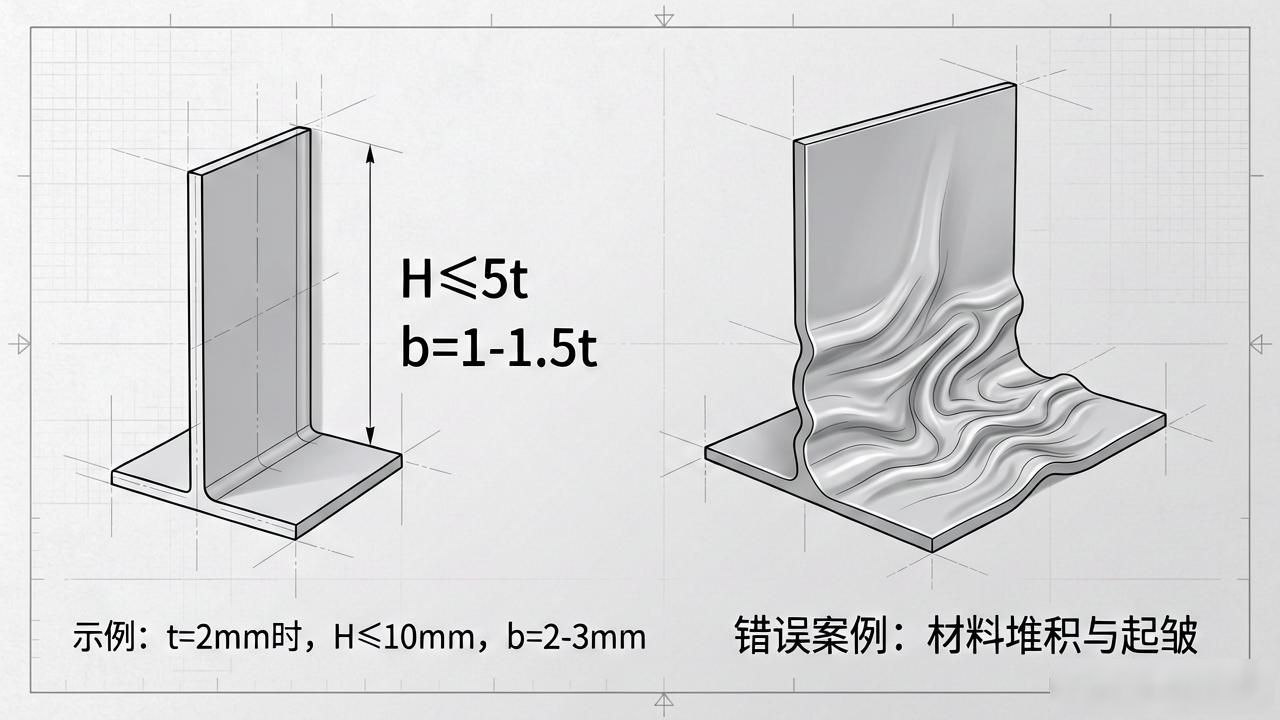
针对加强筋而言其高度限定为H小于等于5t, 宽度设定为b处于一到一点五t的范围之内, 例如在t等于两毫米的情况下, H小于等于十毫米而b为两到三毫米, 要是太高或者太宽的话, 则会致使材料用量有所增加并且容易出现起皱的状况。
应使加强筋方向, 与受力方向保持一致, 像那种承受垂直力的面板, 其筋条要沿着水平方向去布置, 如此这般, 提升刚度的效果反倒会更佳。
4、焊接结构:
焊接边需留焊接间隙(一般 0.5~1mm),避免焊不透;
针对像是箱体拼接这种大面积的焊接情况, 应当采用间断焊, 比如说每焊接 50 毫米后空出 30 毫米, 以此来达到减少焊接变形的目的。
5、翻边结构:
大于或等于三乘以 t 的翻边高度 h, 这是为了保证强度, 而翻边孔直径 d 要大于或等于 h 加上二乘以 t, 如此可避免翻边时材料拉伸断裂。
翻边处需倒圆(R≥0.5t),防止锋利边缘划伤装配人员。
总之, 钣金件结构工艺设计的核心之处在于“叫设计可以实现落地”, 其一, 要达成产品性能方面的需求, 其二, 要与生产工艺相适配, 其三, 还得对成本加以控制。当掌握住材料特性、结构规范以及工艺适配要点后, 方能够设计出“便于制造、利于使用、价格低廉”的钣金件, 进而防止从图纸转化为实物时出现意外状况。
50万+机械工程师都在看↓↓↓












暂无评论内容