
1、 常用的焊缝符号以及其标注方法之中, 基本符号是用来表示焊缝横截面形状的符号, 常用的基本符号列于表1。表1展示常用基本符号, 序号、名称、示意图、符号, 角焊缝是其一, 点焊缝是其二, 形焊缝是其三, V形焊缝是其四, 单边V形焊缝是其五, 带钝边V形焊缝是其六, 缝焊缝是其七。表1至此结束。常用基本符号的序号、名称、示意图、符号, 塞焊缝或槽焊缝是其八, 封底焊缝是其九, 喇叭形焊缝是其十, 单边喇叭形焊缝是其十一。在进行焊接标注时, 焊缝的基本符号是必须要进行标注的。4.1.3 对于那些需要开坡口的焊缝而言, 要是设计针对坡口形状有着特殊要求的话, 那么就应当在技术图样当中画出焊缝坡口的断面图, 并且明确各项要求;要是设计对坡口形状没有特殊要求的话,那么在技术图样中就不做规定, 而是应由工艺人员在工艺文件里予以明确。4.2 辅助符号, 4.2.1 辅助符号是表示。
2、那些表示焊缝表面形状特征的符号, 会在表2当中呈现。表2里的辅助符号序号、名称、示意图、符号、标注示例以及说明如下, 序号有的是平面符号, 平面V形对接焊缝通常要靠加工来予以保证;有的是凹面符号, 用于凹面角焊缝;还有的是凸面符号, 针对凸面V形对接焊缝。当对焊缝的表面不存在要求的时候, 就不会标注辅助符号。补充符号方面, 补充符号是用以补充说明焊缝某些特征才采用的符号, 它们会在表3里展示。要是焊缝具备表3所列出的特征, 那就一定要标注相应的补充符号。将表3补充, 符号序号, 名称, 示意图, 符号标注, 示例, 说明, 把带垫板符号用于V形对接焊缝且底面有垫板的情况, 把三面焊缝符号用于工件三面施角焊缝焊接方法采用手工电弧焊的情形, 把周围焊缝符号用于沿工件周围施角焊缝, 把尾部符号按照上述三面焊缝符号标注焊。
3、承接方法以及处数N这一等同说明之下的4.4, 尺寸符号处的4.4.1, 常用的尺寸符序号在表4之中, 表里面的各个尺寸符号, 在图样里应当标注出具体的数值。表4, 焊缝尺寸符号, 序号的名称, 有示意图, 符号标注实例, 其说明展示, 焊脚尺寸是K, 角焊缝的焊脚尺寸为这般状态的K。若焊缝宽度, 焊缝厚度分别称为c、S , 那么S形焊缝, 其焊缝宽是c , 焊缝厚是S。熔核直径为d , 塞焊缝的熔核直径是此d , 点焊缝的焊点直径也是d。角焊缝的焊脚是那般状态的K , 焊缝长度为l , 焊缝间距为e , 就涉及了这么些内容, 还有焊缝段(点)数n。也有焊缝长度是l ,焊缝段(点)数是n。相同焊缝处数呈d 状, 角焊缝焊脚尺寸为那般状态的K , 相同焊缝处数为N。4, 4 , 焊接2 , 确定焊缝位置时, 尺寸不会在焊缝符号里给出, 而是要将其标注在图样上。4.斜边存在于塞焊缝、槽焊缝之时, 孔底部尺寸是需进行标注的, 这一情况指的是 4.3 的规定。焊接符号于图样上的表示以及标注, 是要做到完整的, 此为 5 的要求。
4、焊接标注之中, 除了上述所提及的基本符号、辅助符号、补充符号、尺寸符号以及数据之外, 还涵盖了指引线以及必要的说明。5.1指引线,指引线通常是由带有箭头的那段指引线, 也就是箭头线, 以及两条基准线构成的, 其中一条是细实线, 另一条是虚线, 两条基准线之间的间隔为2b, 这里的b是视图轮廓线的宽度, 可见图1。基准线一般情况下应当与图样的底边保持平行, 不过在特殊条件时也能够与底边相互垂直。细实线标识的基准线, 虚线形式的基准线(此基准线是可以省略的那种基准线), 箭头形状的线(是细实线样式的箭头线), 在图1这里呈现, 还有指引线5点1点1, 箭头线和焊缝二者之间存在关系 它分为两种情况 a) 要是焊缝处于箭头所指的那一侧 就是所示的如同图2(a)这样的情况 换而言之就是箭头线指向了焊缝所在位置;b)当焊缝处在并非箭头指向的那一侧时 就如同图2(b)所展示的那样 也就是说箭头线所指明的是焊缝的背面位置 这是图2那个带单角焊缝的T型接头的情况 5点1点2涉及的关于箭头线的所处位置 a) 箭头线与焊缝相互对待时。

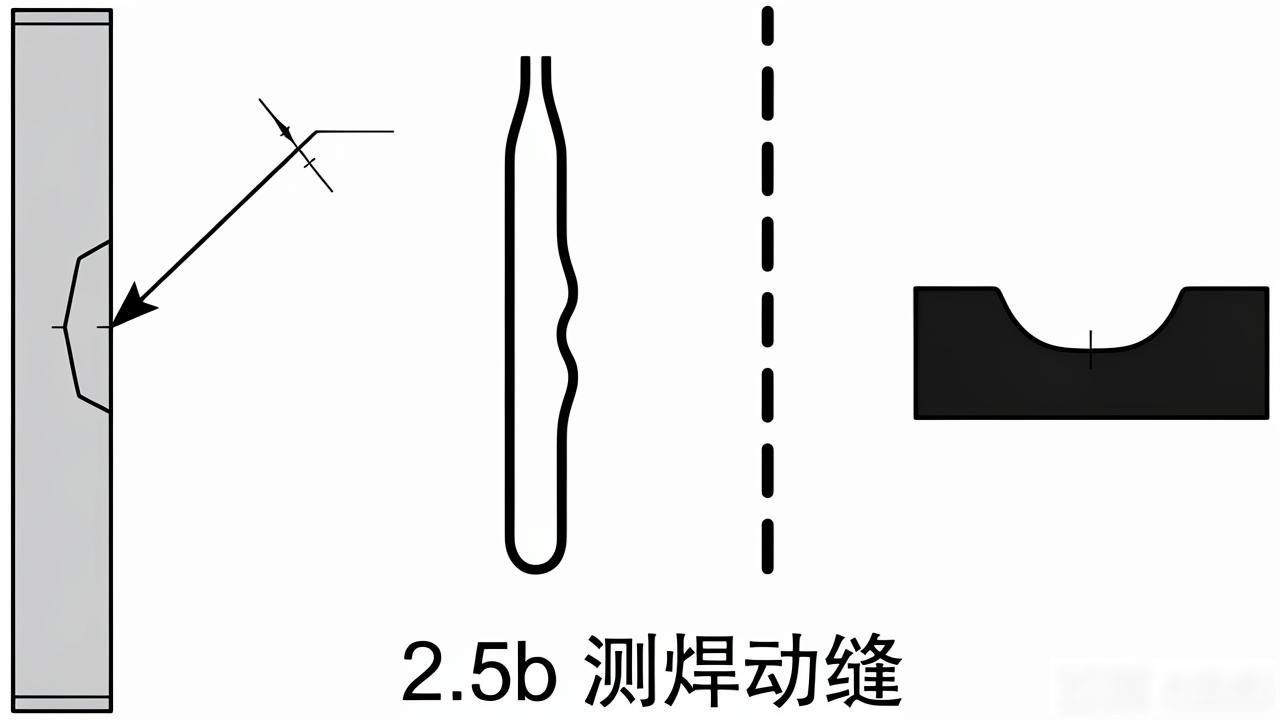
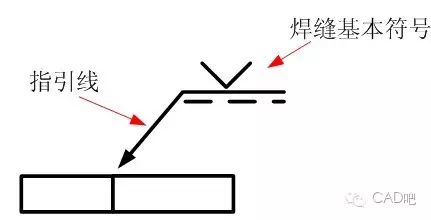
5、的位置通常没有特别要求, 然而在对 形焊缝进行标注的时候, 箭头线需要指向带有坡口那一侧的工件, 这可见图3 , b) 必要的情况下, 允许箭头线弯折一次, 此情形见图4。规定指出, 除点焊缝、缝焊缝、塞焊缝和槽焊缝之外的各类焊缝, 于图样上进行表示时, 需符合下述要求: 其一, 可见焊缝纵向能够用2b或2.5b粗细的实线来表示, 此实线可采用区别于黑色的颜色, 具体可见图5(a);其二, 不可见焊缝纵向要用2b或2.5b粗细的粗虚线来表示, 详见图5(b);其三, 焊缝的横截面应该按照焊缝实际的截面形状来绘制并且涂黑, 见图5(c)。如需用到细实线画出焊接前的坡口形状等情况时, 可进行画画, 具体可见图5(d)。另外, 还有a)、(b)、(c)这几种情况。
6、 关于(d)图5焊缝图示法, 其中5.2.2提到, 点焊缝、缝焊缝、塞焊缝以及槽焊缝 , 在其径向位置要用粗实线的“+”进行表示, 在其长度方向位置则由细点划线来表示 , 可参照附录B(提示的附录)表B1序号15示例。5.2.3表明, 如果焊缝在一个视图上已经表达得很清楚 , 那么在其它视图上是允许省略的。5.3是基本符号在基准线上的表示 , 5.3.1指出, 常用基本符号的画法以及比例 , 详见表5。表5, 常用基本符号的画法, 及比例名称, 符号名称, 符号, 角焊缝, 缝焊缝, 点焊缝, 塞焊缝, 形焊缝, 封底焊缝, 单边V形焊缝, V形焊缝, 45, 喇叭形焊缝, 钝边V形焊缝, 单边喇叭形焊缝, 注: 1, 表中尺寸b为视图轮廓线的宽度, 一般为0.5mm, 下同;2, 辅助符号和补充符号的大小尺寸, 可参照本表和GB/T 12。
7、212进行执行, 3各类焊缝符号的绘制方法以及比例通常不会跟着技术图样的绘图比例发生改变而产生变化, 5.3.2基本符号在地基准线上的展现, a)要是焊缝处于箭头那侧, 那么就把基本符号标注在地基准线的细实线那一侧, 参照图6(a), b)要是焊缝处于接头的非箭头那侧(也就是不可见焊缝), 那么就把基本符号标注在地基准线的虚线那一侧, 参照图6(b), c)标注对称焊缝以及双面焊缝的时候, 可以省略虚线地基准线, 参照图6(c)。5.当在图样之上已运用图示法绘出焊缝之际, 应同时去标注焊缝符号, 此情形可见图6 , 各种符号针对基准线的位置, 可见图7 , 图7展示的是符号相对于基准线的位置, 尾部符号标注于箭头线的尾部, 并且是以90开口对称于基准线, 基准线上所。
8、各类焊缝符号所处位置以及方向, 不会因箭头线方向改变而变动;尾部符号处标注的内容, 同样不会因尾部方向改变而使上下左右书写顺序发生变化。5.4.5 当基本符号(辅助符号、补充符号)标注于基准线下方时, 其方向应与标注在基准线上方情况呈相对对称态势。5.4.6 双面符号仅能标注基础件一侧的焊接, 基础件两侧的焊接不可使用双面符号, 见图 8。基础件, 正, 确, 错, 误, 图8中双面符号的标注, 5.4.7 焊接标注的焊缝符号依照 5.3.1 的规定, 其所用数字和字符跟图样里的相应数字和字符在型式、字体宽度以及字体高度方面是相一致的。在 CAD 绘图里, 属于软件锁定的焊接符号跟字符大小是允许存在不同情况的。5.4.8 当有较多需要标注的尺寸数据而且不容易分辨的时候, 应在数据前面添加上相应。
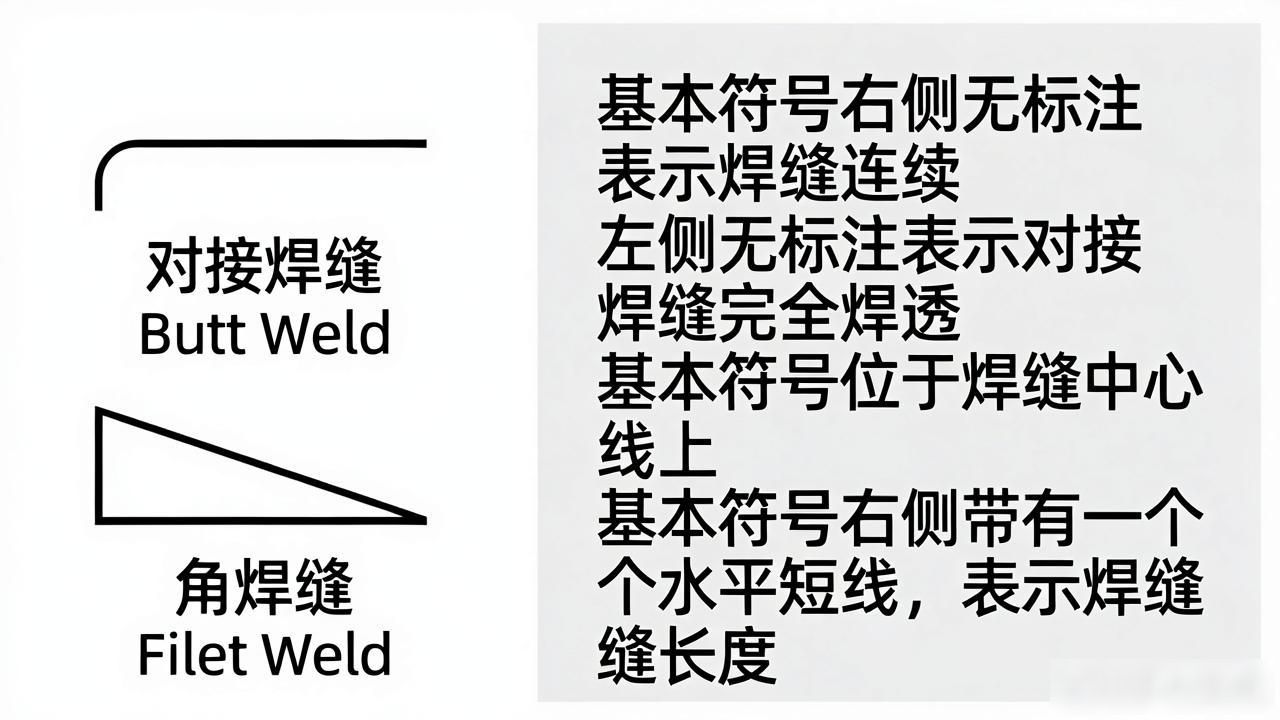
9、在基本符号右侧, 于无任何标注且无其他说明的情形而言, 意味着焊缝在工件整个长度方向上是连续的。5.4.9 焊缝符号的标注要尽可能简化。5.4.11 在基本符号左侧, 于无任何标注情况且无其他说明时, 表示对接焊缝需完全焊透。5.4.12 要是对于焊缝段(点)数没有严格要求, 那么是允许省略这个的。5.4.13 在不会引发误解的状况下, 是能够省略虚线基准线以及“(N)”的括号的。5.4.10。5.在焊缝符号中间标注交错对称焊缝的尺寸之际, 允许于基准线上仅仅标注一回, 可见附录B表B1序号6的示例哦 当同一图样那儿全部焊缝相同且已经采用图示法清晰表明彼位置之时, 能够统一在技术要求当中用符号体现或者用文字予以说明, 像“全部焊缝为5 ” 当部分焊。
10、当缝相同时, 也能够采用同样的方式来予以表示, 不过剩余的焊缝应当在图样里明确地进行标注。对于 5.4.16 所提及的焊缝段(点)特别的分布要求, 比方说左右呈现对称状态, 焊点均匀分布这样的情况, 能够在尾部符号之处使用文字简洁明了地加以注明。在 5.4.17 的情形下, 要是有必要的话, 可以给出焊条或者焊丝的牌号, 并且标注在基准线的上面或者下面, 处于和基本符号相反的那一侧, 详见附录 B 表 B1 序号 23 的示例。5., 在同一图样里头, 要是有若干条焊缝, 它们的坡口尺寸以及焊缝符号都是相同的, 那么就能够采用在焊缝符号的尾部去加注相同焊缝数量这样的方法来简化标注, 然而其他形式的焊缝, 依旧得分别进行标注, 这可以去查看附录B表B1序号24的示例。附录A, 也就是规范性附录里头, 有着常用焊接方法代号, 焊接方法代号是按照GB/T 5185来的, 常用焊接方法以及它们的代号在表A1当中。表A1里是常用焊接方法及其代号代号。
11、这种焊接方法代号所对应的焊接方法, 有 1, 11, 111, 135 这些电弧焊, 其中 1 是无气体保护的电弧焊, 111 是手工电弧焊, 135 是 MAG 焊也就是熔化极非惰性气体保护焊(包含 CO2 气体保护焊);还有 3, 311, 33 这些气焊, 311 是氧乙炔焊, 33 是氧乙炔喷焊(堆焊);再有 42 这种压焊也就是摩擦焊;另外有 2, 21, 22, 221, 225,23, 24 这些电阻焊 , 2 分别对应点焊缝焊焊接方式, 21 是搭接缝焊(滚焊), 22 添加带缝焊, 23 是凸焊, 24 是闪光对焊;以及 7, 781, 782 这些其它焊接方法, 781 是螺柱电弧焊, 782 是螺柱电阻焊;还有 9, 91, 94 这些硬钎焊、软钎焊、钎接焊, 91 是硬钎焊, 94 是软钎焊;附录 B(资料性附录)有标注示例, 常用焊接标注示例见表 B1。关于表B1里面的焊接标注示例序号, 其焊接标注示例说明当中, 11状态下是那种不存在气体保护的电弧焊情形;焊缝的截面形状呈现为形;焊缝处于填满的状态, 针对整个工件的长度实施连续施焊操作, 外表面出现凸起状况, 内表面呈现为圆面。
12、2111是针对手工电弧焊、角焊缝而言的, 是沿着工件圆周进行施焊操作, 其焊脚尺寸设定为2, 需要注意的是, 虚线基准线此情况下是能够省略的。3是角焊缝, 有三面存在焊缝, 总计有12处这样的情况111属于手工电弧焊, 是针对整个工件接触长度展开连续施焊操作, 要注意的是, 这里焊脚尺寸并没有提出特别要求。4上面部分: 是角焊缝, 焊脚尺寸为2, 一共是2处, 是沿着工件接触长度且此长度共分为5段实现连续施焊。下面部分: 是角焊缝, 焊脚尺寸为2, 一共是2处, 是沿着工件长度且此长度共为1段进行连续施焊。表里的B1(处于续接状态)里, 有焊接标注示例, 其序号对应的焊接标注示例说明为, 其中5的情况是, 上面呈现的焊缝截面形状属于单边喇叭形, 并且焊脚尺寸是8, 是针对整个工件长度进行连续施焊的;下面的情况是, 属于角焊缝, 其焊脚尺寸为3, 是三面存在焊缝, 也是针对整个工件长度进行连续施焊的。还有6的情况, 5的情况, 3550(30)这种, 属于双面角焊缝, 呈现对称交错状态, 焊脚尺寸为5, 焊缝段数是35, 焊缝长度为50, 焊缝之间。
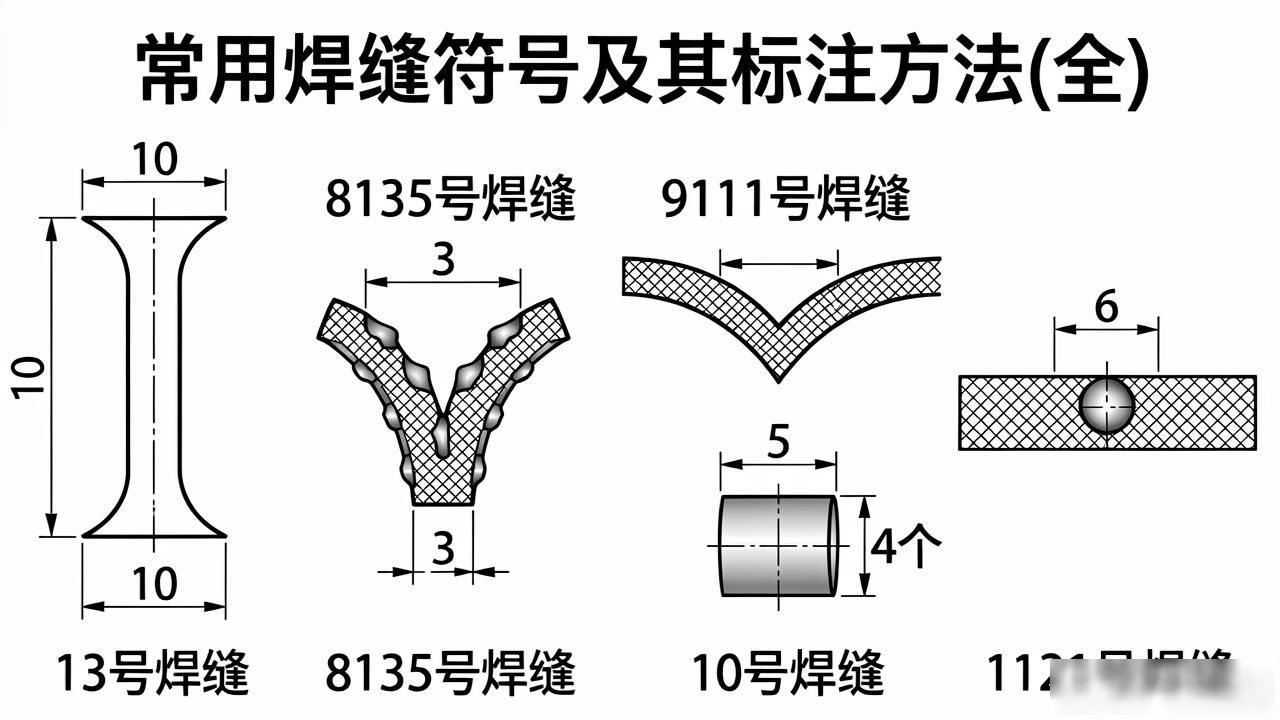
13、分开为30, 7135是CO2气体保护焊(MAG焊), 焊缝的截面形状呈现单边喇叭形, 焊缝具有对称性, 焊脚尺寸是10, 整个工件长度持续进行施焊, 外表面是平面。8135是CO2气体保护焊(MAG焊), 焊缝截面形状为V形, 焊缝厚度达到3, 外表面呈凸形, 沿着工件圆周开展施焊。9111是手工电弧焊, 焊缝截面形状为V形, 整个工件长度不间断施焊。注: 焊缝处于非箭头那一侧,表B1(续), 焊接标注示例序号, 焊接标注示例说明, 10焊缝的截面形状是圆柱形塞焊, 塞焊的直径是5, 沿着d圆周均匀分布着4个。1121属于电阻点焊, 焊点的中心位于两工件的接触面上, 焊点直径为6, 每一排有12个焊点, 一共有4排(左右两边各两排), 左右呈现对称状态(沿着汽车向前行进的方向), 焊点均匀分布。12是点焊缝, 焊点中心偏离两工件。
14、彼此接触的那个面的位置, 基本符号的位置跟偏离方向是一样的那个姿态。用来进行点焊的那个圆点大小是5, 总共存在8个这样的圆点, 圆点之间的距离以及行与行之间的距离都是35。专门进行注释说明: 表示点焊缝的那个符号已经清清楚楚地表明了焊接所采用的方法, 所以可以不用再去标注焊接方法的代号符号。1321所代表的是电阻点焊方式(当不会造成理解错误误会的时候, 尾部的标注是能够省略掉的);焊点的中心处于两个工件相互接触的那个面上;焊点的直径大小是5, 一共有4个这样的焊点, 沿着呈d形状的圆周均匀分布排列。表格B1(继续往后) 焊接进行标注的示例序号焊接标注示例所做出的说明14个点焊缝, 焊点的直径是8, 一共有5个这样的焊点, 各点之间的距离是40且行与行之间的距离是20。注意: 点距以及行距的尺寸, 要是在图里面标注是明确的, 那就不需要在焊接标注当中给出。有15电阻点焊, 焊点的直径是6, 每一处有2个焊点, 总共是3处。还有16缝焊缝, 221属于搭接缝焊(也就是滚焊), 焊缝的中心处于搭接接触面上, 焊缝的宽度是6, 在整个工件的长度上持续施焊。另外17缝焊缝, 焊缝中心朝着搭接面以外。
15、它出现了偏离, 其焊缝的宽度是6, 是在整个工件的长度区间之内进行连续施焊的。需要注意注明哟, 虚线基准线是能够省略的。1823这种情况属于凸焊, 其焊缝的横截面形状呈现为形, 属于对称焊缝,是沿着圆周进行施焊且要焊透的, 一共有2处。表B1(完) 焊接标注示例序号焊接标注示例说明1924属于闪光对焊 , 其焊缝截面形状为形, 是对称焊缝, 外表面是圆柱面, 总共2处;2042是摩擦缝, 焊缝截面形状为形, 属于对称焊缝, 外表面成圆柱面。21781是螺柱电弧焊, 其焊缝截面形状呈现为直角三角形, 焊脚尺寸是4, 表面呈凹形,沿着工件圆周进行施焊。22782属于螺柱电阻焊, 焊缝截面形状为形。23是角焊缝, 焊脚尺寸为2, 沿着工件圆周施焊。钎焊方法由工艺来决定。注: 在基准线下方标注的是焊料牌号。24左边: 角焊缝, 焊脚尺寸为5, 焊缝长度为250, 总共是4处。注: 虚线基准线能够省略。右边: 单边V形焊缝, 两面对称, 焊缝厚度为5, 焊缝长度为250。







暂无评论内容