
(O)1 焊接位置代号”HF”是指管轴水平固定焊。
你的内容似乎不太完整且表述混乱, 不太明确具体需求。请补充完整准确的内容以便我能按照要求进行改写。
(O)5, 于焊接符号里, (X)6,于焊接符号中, (X)7, 在焊接符号内。
“是表示现场全周焊。
“是表示方槽焊。 “是表示渗透焊。
“系表示对接焊,而非角焊。
(O)8 焊接符号中”(O)9 焊接符号中”
“是表示脚长相等交错双边断续角焊。 “是表示单边连续角焊。
(O)10, 焊接位置代号“H”所代表的意思是横焊。(X)11, 焊接符号里“V”表示的乃是开单J型槽。(X)12, 焊接符号中“。
“系表示需全周焊。
“,如在图示中无该项批注或说明时,
(O)13 焊接符号之尾叉”
则尾叉可视情况予以省略。
请你明确一下具体需求, 你提供了(X)14、(X)15描述以及(O)16, 但没有完整给出(O)16的内容, 补充完整后我再按要求准确改写。
“是表示塞孔焊接。
(O)17 焊接符号”
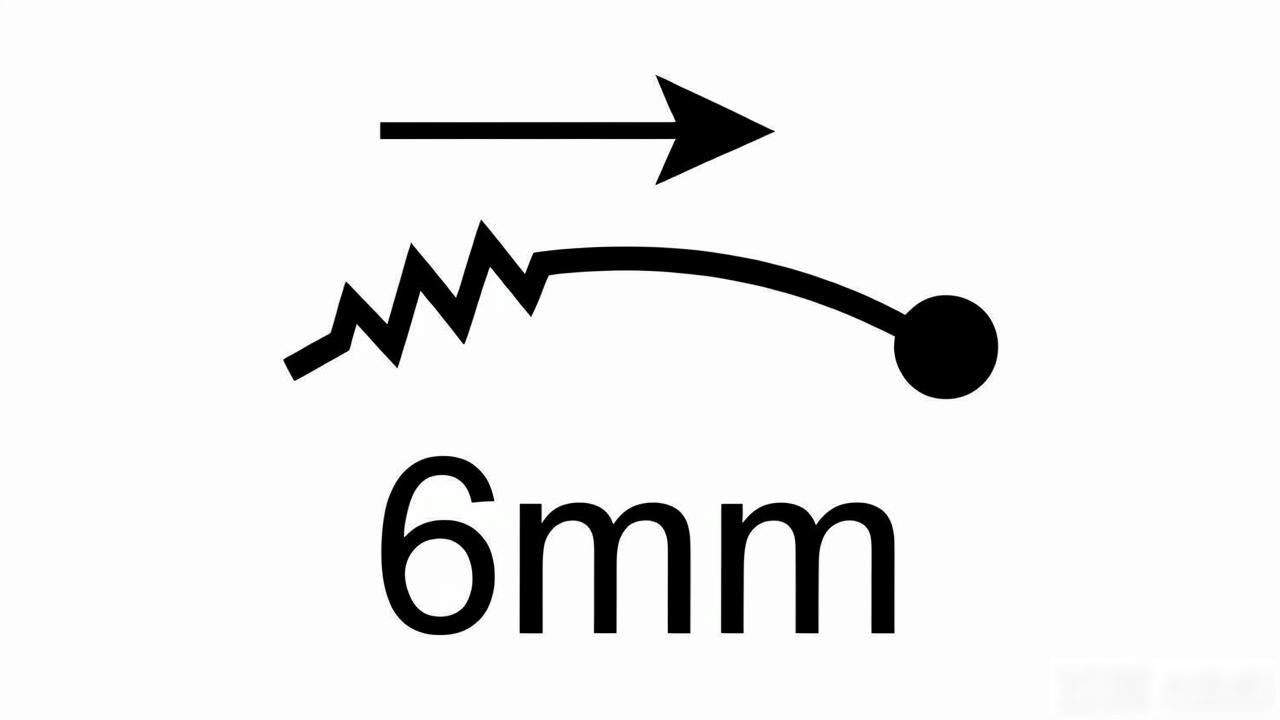
厘及9公厘。
“是表示连续角焊,两侧脚长分别为6公
(O)18 焊接符号

公厘,焊接间距为150公厘。
“是表示单边断续角焊,焊接长为50
(O)19 焊接符号”
“是表示方形槽,根部间隙2公厘。
第1页
(O)20 焊接符号””是表示V形槽焊接。
(X)21 焊接符号”
厘及9公厘。
(X)22 焊接符号”(O)23 焊接符号”
“是表示单侧断续角焊,脚长分别为6公
“是表示V形槽焊接。 “是表示全周焊接之意。
(X)24
“(X)25
“属于搭接接头。
(O)26 焊接符号
” “表示开60度之V形槽。
(X)27 工程图“”中,”2″是表示焊件根面。
(O)28 焊接符号”(X)29
“是表示V形槽焊接,箭头反侧加焊道。
(X)30。焊接符号“”体现, 它所表示的是间断交错的这种角焊情形, 其脚长设定为6公厘来进行焊接。
长度是五十公厘, 间隔为三百公厘。(O)31焊接符号, (O)32焊接符号。
表明连续单边角焊的脚长是6公厘, 这是在表示交错角焊, 而不是对称角焊。
第2页
(X)33, 焊接符号“”所表达的意思是, 针对方形槽进行对接焊操作, 并且, 这种焊接操作要求两面都需实施焊接。
(X)34 在焊接符号中””是表示双边连续角焊。
(O)35, CNS这种焊接符号, 适用于电焊和气两者共同作用下的焊接, (O)36, 中国国家标准所拥有的简称, 称之为CNS。
37中, 技能检定试板里头的B1F4所代表的是薄管存在着有衬环对接的情况。38里, 技能检定试板之中的C1VF3意味着薄管有着衬环对接的状况。
四十三九, 技能检定时, 软钢薄板立焊且有垫板的技能代号是A1H2。四十厚板横焊试板焊接时候方形槽板方向应当布置于上方。四十一薄板检定弯曲试验试片标准宽度要选取38公厘。
(X)42, 一般的手工电焊, 经过技能检定合格之后, 其资格时效是永久有效的。(X)43, 技能检定B类存在垫板对接情况, 其开槽角度位于60~75°范围。(O)44, 技能检定代号为A2F3, 它所代表的是薄板无垫板平焊这类情况。(X)45, 在技能检定代号A2F3之中, “2”是用来代表有垫板焊接的。
焊接符号着有将简单符号用于表示焊接方法的主要目的, 技能检定代号A2F3里的“F”意在代表立向焊接。
(X)48 焊接符号的表示法, 只要焊道处于箭头的同一侧, 那么就画在副基在线。(X)49 技能检定代号 D2VH4 里“VH”意味着管轴水平固定焊。(O)50 但凡焊接符号放置在基在线, 这就表明焊道焊在箭头同侧。
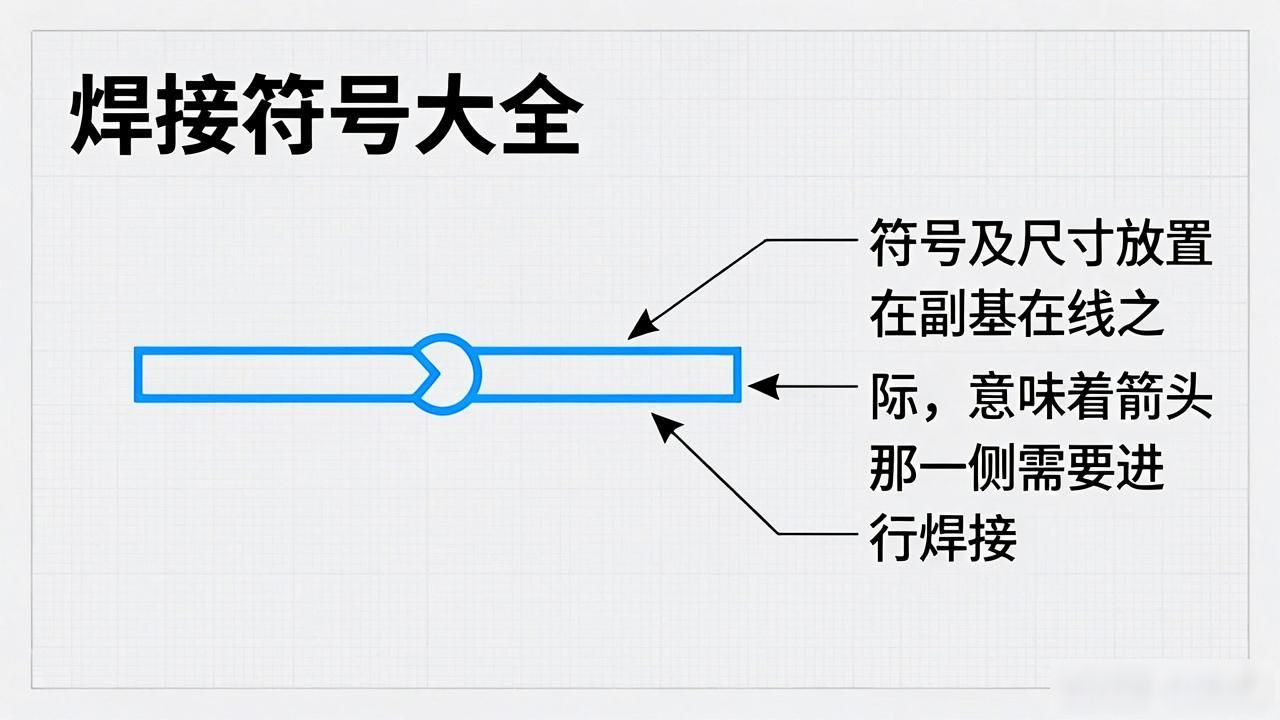
括号里的X, 51, 焊接符号当中, 符号以及尺寸放置在副基在线之际, 就意味着箭头那一侧需要进行焊接。
(O)52, 焊接符号里, 要是焊接符号以及尺寸处在基在线上, 那就意味着箭头侧得进行焊接。(X)53, 焊接符号的表示方法, 电焊和气焊是不一样的。
制图里, 由线条所构造成的视图, 尺寸符号以及注释等等, 这些都是图面的要素 , 制图里的比例是1:2 那是属于放大的画法。
制图线条作为构成工程图的基本元件, 然而其粗细状况是能够不加以区分的, (X)56。 绘图之际, 机件的轮廓形态乃是运用粗的虚线来对其进行绘制的, (X)57。
投影线, 它是细线, 是从一视图的一点, 连着另一视图, 或者连着另一点的 , (O)58。
其所称正投影的绘图之法, 是能够准确无误地呈现出其形状, 还有机件各个部分详尽细致的内容。
及尺寸。
60,所谓视图, 是在观察者与对象之间放置一个透视面, 由对象上各处地点, 引出线条垂直。
直于透视面所构成的图样。
这样的表述是不正确的, 一个复杂的工程图怎么可能仅通过一个视图就将对象的全部形状以及尺寸完全表示出来, 这不符合工程制图的实际情况, 是不可能实现的。
寸。
(O)62 前视图是表示对象前部的形状,长度及高度。
(O)63, 正投影系借助投影原理去求视图, 进而表示对象的正确形状。(X)64, 绘侧视图之际, 无需与前视图对齐。
第3页
识图, 就是看着图, 之后呢, 要去想办法了解, 那个其对象当中的形状, 还有大小, 以及制造时候的各项。
知识。
放置于第三象限内而绘制的, 是第三角投影法。置于投影箱内的对象, 最多能透视出八个视图。
(0)68, 第一角投影法的右侧视图, 是从自前视图右侧的地方进行透视得到的。(X)69, 第三角投影法的左侧视图, 是从靠近前视图左边进行透视后画在右侧的, 但这说法有误。(O)70, 一般所谓的图面, 会包含像是前视、俯视或者侧视等这样的三视图。(O)71, 前图属于那种对呈现对象大部分形状最有展现能力的视图。(X)72, 不能仅仅按照虚线数量多少, 作为选择设置该视图位置的依据, 很明显这说法不对。
(X)73, 第一角投影法当中, 俯视图是被绘于前视图的上方的。(X)74, 当实线跟虚线重迭的时候, 仅仅绘制虚线就行。(X)75, 纵横的实线和虚线相会之际, 是不应该画相接的。(O)76, 中心线跟虚线重迭之时, 只绘制虚线。
有着不同材质的组合体的剖面线的画法是保持一致的。表示虚线的时候, , 要留意长短以及间隙得一致。直线处于平行于投影面的状态下, , 其投影呈现为一点。
一条直线, 当它与投影面处于倾斜状态时, 其投影线段的长度会大于实际的长度。一个平面垂直于投影面这种情况下, 它的投影呈现为一条线段。俯视图所展示的是从对象正上方看见的形状。
处于投影箱内的对象, 箱子的垂直面, 箱子的水平面, 被称作透视面。
(X)84, 不规则对象的表面, 于投影箱之内, 所透视出来的尺寸, 是其实际的长短。
一般而言, 对于处于一投影面的位置, 要是为平行的那种情况, 那么在该平面上就会显示出它的实长。在数个视图相互之间, 边或者面的投影, 不借助投影线是没办法进行绘制的。视图的排列以及选择, 并非依据机件结构的复杂性来做出决定的。有第一角投影法, 其左侧视图是绘制在前视图的右侧位置的。
(0)89关于焊接符号这里呢, 其标示线是这样构成的, 它是由引线这部分组成, 由基线这部分组成, 由副基线这部分组成, 由尾叉这部分组成。
(O)90, 焊接符号里的引线、基线以及尾叉, 是采用细线表示出来的, 而副基线是用虚线表示的情形。(X)91, 焊接符号所具有的基线是一条水平的线, 而且也是能够倾斜或者直立的状态。
如有处于二处或者超出二处地方的接头, 当实施一样焊接情况时, 二条以及大于二条的引线能够共同享用。
一基线。
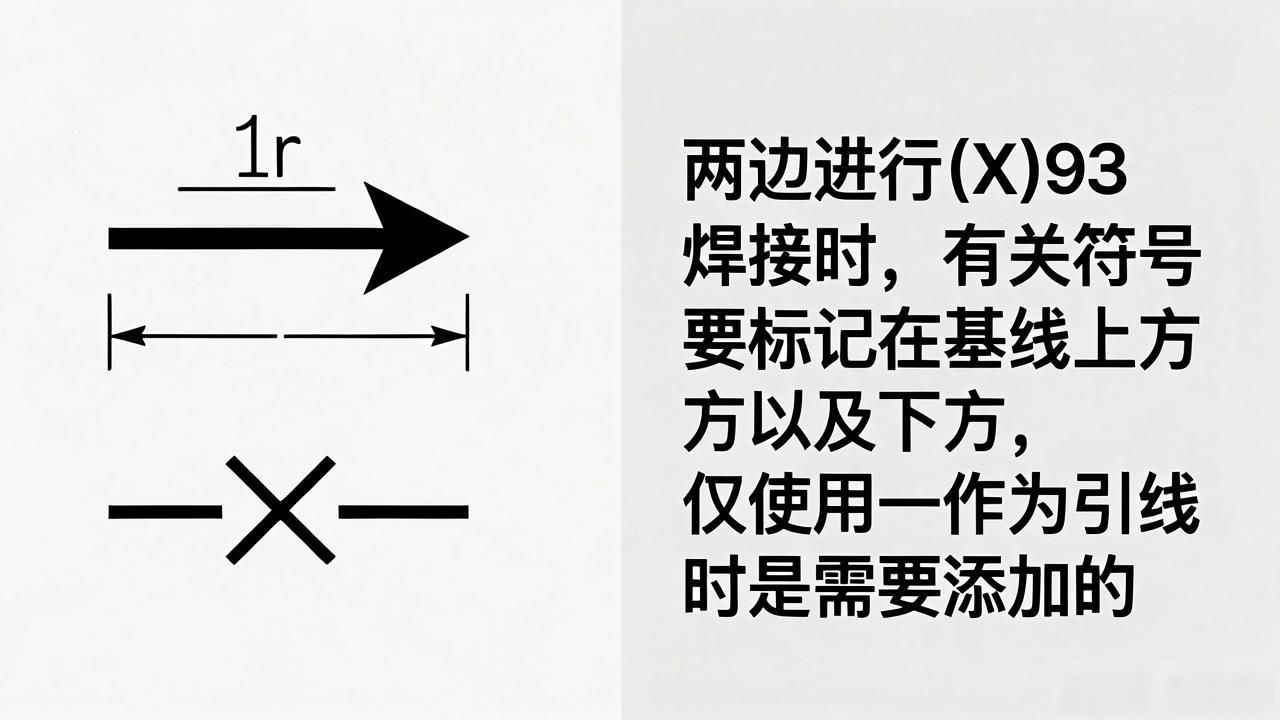
两边进行(X)93 焊接时, 有关符号要标记在基线上方以及下方, 不过仅使用一作为引线时是需要添加的。
副基线。
凡是对于有助于了解的其他项目, 都采用批注或者特殊说明的方式, 将其加注在焊接符号的末尾处。
叉内。
(X)95碳钢为机械构造用轧钢料之代号, 材料编号所含SB也属于其例。(X)96亦被称作软钢的低碳钢, 一般含碳量并不在0.5%以上。
(0)97, 中国国家标准里, 一般结构用轧钢料的代号是我国国家标准(CNS)中的“SS”。(0)98, 含碳量约在2.0%以上的是铸铁。
第4页
以钢铁合金为用途的金属材料, 在目前的金属材料当中是最为广泛的。铸铁材料, 由于缺乏延展性, 容易致使焊件发生龟裂。金属含碳量较高时, 在进行机械加工的时候相对比较容易。软钢的熔点温度大概是1530℃。
(0)103, 钢铁当中要是含磷量过高, 那么焊接之后焊道容易出现龟裂。(X)104, 钢铁内含铬量高的时候其强度以及耐磨性都会降低。(X)105, 材料编号里SM是属于锅炉用轧钢料的代号。(O)106, 但凡金属比重在4以上的被称作重金属。
用高碳钢制成的鎯头可经久耐用。
处于轻金属范畴之内的有铝和镁, 它们的比重都是在 4 这个数值以下的!制作錾子所需要采用的材料把中工具钢当作适宜的选择。
被称为SS41(SS400)的那种碳钢材料, 其具备强度的抗拉, 应当是在400N/m㎡(41kgf/m㎡)这个数值往下。CNS钢材编号为SS400(SS41), 这里面的“400”(“41”), 表达的意思是含碳量。
中钢金属材料规格为SS400(SS41), 当中首个”S”, 是指钢料, SS400(SS41)属于中国国家标准即CNS的一般结构用轧钢料规格。
在拉断之前, 金属单位面积所能承受的, 即称为抗拉强度, 也就是最大拉力的数值。钢的硬度情况是, 随着含碳量在增加, 两者反比关系呈现。
钢铁中含碳量增加时,抗拉强度,也跟着增加。
凡延伸率高之金属其硬度亦较高。
高碳钢于焊接后,其硬度与冷却速率成正比。
按照含碳量的高低情况, 碳钢能够被区分为低、中、高碳钢, 软钢的熔点温度比不锈钢低, 铝的比重比钢大。
当硫元素含量处于较多状态时, 会与铁发生化合反应生成FeS, 进而使得钢铁材料增添热脆性。在碳钢焊接之后, 只要碳当量越高, 那么焊接部位就越趋向于形成麻田散铁。制造切削工具一般会采用低碳钢。通常被称作软钢的是高碳钢。
铝及镁材料是属于重金属类。
含碳量处于0.6至0.8%范围之内的钢, 大多被用于制造工具, 铸铁的抗拉强度跟抗压强度处于相等状态。
一般来说, 那种延性越大的材料, 焊接之后越不容易出现龟裂的情况。铜这种材质, 它的延展性要比软钢有优势, 并且它的导电性要比软钢更为优化。
一般情况下, 金属会因为温度的高低这一情况受到影响, 进而影响其导电率, 在温度处于较高状态的时候, 导电率较低。金属材质的机械性质, 是针对其强度、硬度、韧性以及脆性等这些性质来说的。碳钢之中, 含磷量要是比较多, 那么这种情况对于机械性质是有害的。
焊件所受的力处于降伏点以下, 在那种情况下, 当外力被去除之后, 会恢复到原来的状态, 而这种情况就被称作弹性变形。软钢当中所含的碳量是在0.13至0.2%这个范围。
第5页







暂无评论内容