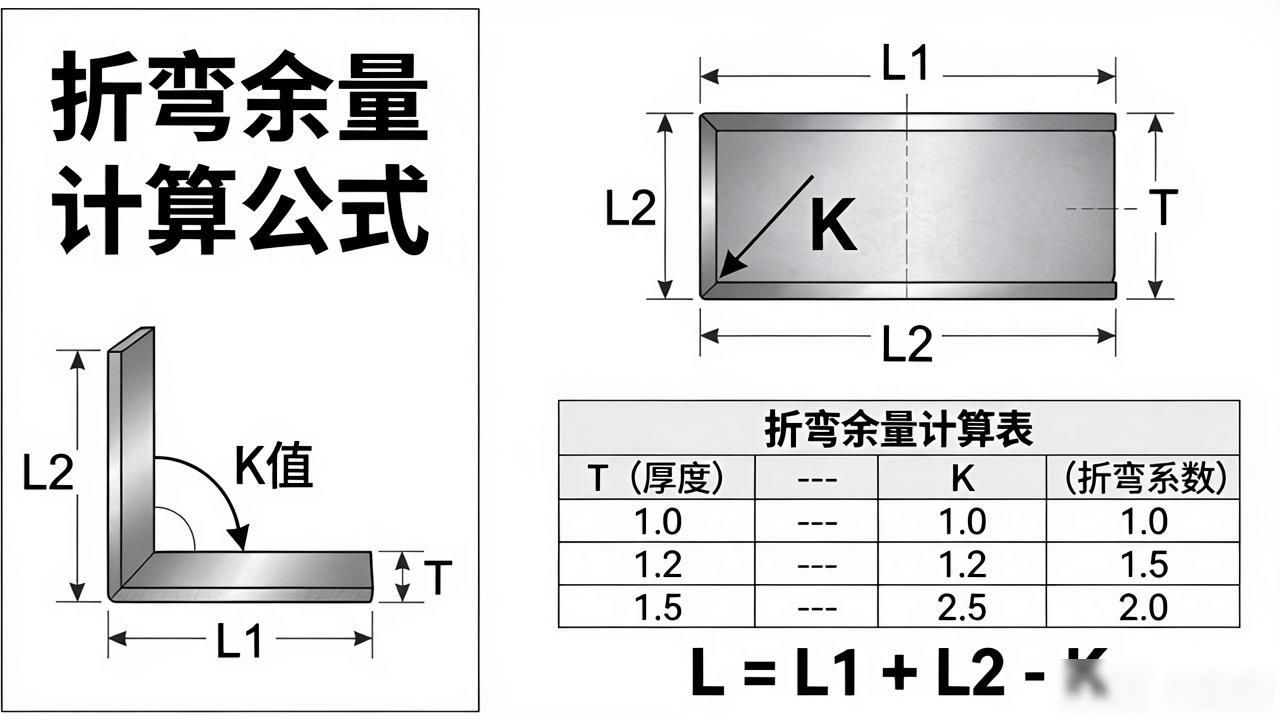


先讲一个名词, 折弯余量, 这个名词我在论坛别的帖子中已经说过, 这里再次重复提及, 有一个已成形的钣金折弯, 它存在三个尺寸, 分别是两个轮廓尺寸以及一个厚度尺寸, 将两个轮廓尺寸定义为L1、L2, 厚度尺寸定义为T, 我们都清楚地知道, L1加上L2是要大于展开长度L的, 它们之间的差值就是折弯余量, 我把它定义为K, 那么一个弯的展开尺寸L等于L1加上L2减去K。对于一般冷轧钢板而言, 其K值(条件为90度弯, 采用标准折弯刀具), 当T等于1.0时, K等于1.8 , 当T等于1.2时, K等于2.1 , 当T等于1.5时, K等于2.5 , 当T等于2.0时, K等于3.5 , 当T等于2.5时, K等于4.3 , 当T等于3.0时, K等于5.0 , 当T等于0.8时, K等于1.6 , 当T等于3.5时, K等于6.05 , 当T等于4.0时, K等于7.0 , 当T等于5.0时。0基等于8.5这个实例情况二则是实例情况三, 不规则的那种折弯按照K因子等于0.5来操作, 直接采用画中性层的方式进行测量, 要是出现了偏差, 再依据具体的情形展开调整,通常来说差距也不会特别大, 在折弯的时候调整下模槽的宽度, 也能够把存在偏差的展开尺寸调整成为符合标准的折弯外形, 当然这是在一定的范围之内, 另外还有一个钣金件老是存在一些壁方面的外形偏差, 这种偏差允许稍微大一点, 就可以把偏差堆积到那些壁上面去, 死边按照L1加上L2减去0.5t, 在模型里面直接把dev.l的值修改成为1.5乘以t就行了!
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END












暂无评论内容