
1、金华市技师学院的焊接符号及识图讲义, 由Mr-Mr-周总于2018年3月19日完成, 讲义目录包含: 第一章焊缝的基本搭接形式, 第二章焊缝的基本形式和基本坡口形状, 第三章焊缝的主基本尺寸以及相关概念, 第四章焊接符号, 第五章焊接识图, 电弧焊接头有4部分: 焊缝、熔合区、热影响区、焊缝附近的母材。熔化焊焊接接头所包含, 存在对接接头, 还有搭接接头, 其中有焊缝金属, 再有熔和线, 另外有热影响区,以及母材。第一章提及焊缝的基本搭接形式, 还有焊接接头的基本类型为对接接头。
2、把两个被焊工件的表面进行相互连接, 其构成的夹角是这种情况, 大于或者等于一百三十五度, 同时又小于或者等于一百八十度, 像这样的接头, 被称作对接接头, 还强调是对接接头。它是在各种焊接结构里, 运用数量最多的, 并且也是最为完善的一种接头形式, 具备受力状况良好、强度比较大以及节省金属材料这样的特点。对接接头存在好几种形式, 再说它的几种形式, 有一种T形接头, 是一个焊件的端面与另外一件的表面构成呈直角或者近似直角的接头, 被叫做T形(十字)接头。T形(十字)接头能够承受来自各种方向的力以及力矩。T形接头属于焊接结构里常见的接头形式, 当下, 船舶、车辆、桥梁、锅炉、立体车库等工业产品, 还有能源工程、海洋工程、航空航天工程、石油化工工程、大型厂房、高层建筑等重要结构, 没有不用到T型接头焊接结构的, 因T形(十字)接头焊缝朝着。
3、其母材过渡较为急剧, 接头在外力产生的作用促使下扭曲程度极大, 进而致使应力具备分布极其不均匀、并且呈现状况颇加复杂的态势, 在角焊缝根部以及趾部均存在程度极大的应力集中现象。确保焊透是实现降低T 形接头应力集中目标的关键重要措施其中之一。T 形连接件接头中螺杆固定架同主架二者之间所存在的连接关系, 以及连接关系中的固定部其连接管之间所产生维系、关联状态的衔接情况称之为连接;3、两件端部之间构成其角度大于 30 度而小于 135 度这样特定组合状况的接头组成形态, 将其称做角接接头。角接头常常被应用于箱形构件, 骑座式管接头与筒体的连接之处, 小型锅炉里筒体和封头的连接部分。角接接头存在4种坡口形式, 这4种坡口形式分别是搭接接头, 两块板料相互重叠, 在端部或者侧面实施角焊, 或者添加塞焊缝、槽焊缝进行连接的接头, 此接头被称作搭接接头。
4、 于搭接接头之中, 照依搭接角焊缝受力情形方向之不一样, 能够把且将搭接角焊缝依次划分作, 正面角焊缝、侧面角焊缝以及斜向角焊缝等类别。搭接接头搭接接头 挂钩固定杆挂钩固定杆固定部骨架固定部骨架 (1)开槽焊搭接接头)开槽焊搭接接头所具备的构造就如同图里展示的那般。先是把被连接件给冲切成为槽状而后呢, 运用焊缝金属将此槽给填充满, 槽焊形成的焊缝断面呈现为矩形模样, 它的宽度是被连接件厚度的两倍, 开槽的长度应当要比搭接长度略微短些许。(2)有一种焊接方式叫塞焊, 它是在要被连接的钢板之上进行钻孔操作, 以此来替代槽焊所需要的开槽, 通过用焊缝金属把钻出的孔填满, 从而达成使两块钢板相连接的目的, 塞焊类型能够分为圆孔内塞焊以及长孔内塞焊这两两, 如同所展示的图示那样。 一、焊。
5、焊件经焊接后所形成的结合部分, 被称作焊缝, 这是缝的基本形式中其中一种。其分类如下, 若按空间位置进行划分, 能够分为平焊缝、横向焊缝、纵向焊缝 、立焊缝以及仰焊缝;要是按结合方式来分, 则可分为对接焊缝、角焊缝、塞焊缝;按照焊缝断续情况区分, 有连续焊缝、断续焊缝;依据承载方式划分, 可以分成工作焊缝、联系焊缝;除此之外还有其它焊缝形式, 像定位焊缝、环缝、螺旋形焊缝、密封型焊缝。焊缝乃是构成焊接接头的主要部分, 对接接头焊缝、角接接头焊缝属于焊缝的基本形态。第二章: 焊缝的基本形态以及基本坡口形状。第二章: 焊缝的基本形态还有基本坡口形状。1对接焊缝的对接焊缝, 对接焊缝是顺着两个焊件之间所形成的, 存在不开坡口(或者开I形坡口)以及开坡口的两类情况。焊缝表面。
6、形状存在上凸的那种, 还有和表面处于平齐状态的。焊缝表面呈现上凸的情况, 焊缝表面是平齐的情况, 2角焊缝: 角焊缝呢, 是沿着两直交或者近直交零件的交线去进行焊接而形成的焊缝。角焊缝有其截面形状, 角焊缝有其截面形状, 角焊缝依据受力方向的差异又能够被划分成侧面角焊缝以及正面角焊缝。正面角焊缝, 侧面角焊缝, 二、坡口的基本形式, 二、坡口的基本形式,1坡口类型, 坡口: 按照设计或者工艺的需求, 在焊件的待焊部位加工成特定几何形状并且经过装配之后构成的沟槽。开坡口: 运用机械、火焰或者电弧等手段去加工坡口的过程。将开坡口的目的阐述为: 其一, 要确保电弧能够深入到焊缝根部, 进而使其实现焊透, 并且获取良好的焊缝成形, 于此情况下还便于清渣。其二, 针对合金钢而言, 此时的坡口还可以起到调节母材金属以及填充金属比例, 也就是熔合比的作用。另外说下焊缝的基本坡口形状, 这是关于焊缝这方面的基础坡口的形态。
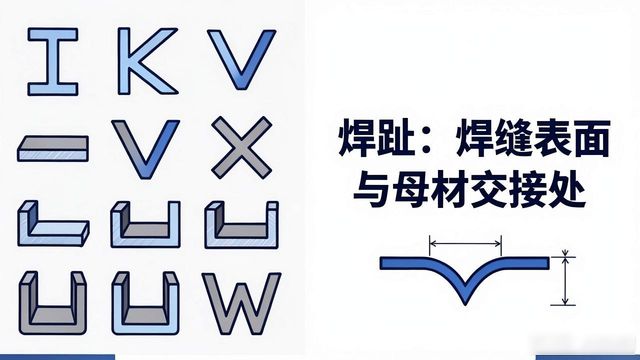
7、本坡口形状的序号, 序号简简, 图图中, 坡口形式各异, 有焊接符号, 1 为 I 形坡口, 2 是 K 形坡口, 3 乃 V 形坡口, 4 为 X 形坡口, 5 是 Y Y 形坡口形坡口, 6 则是 X X 形(带钝边)形(带钝边), 7 为斜斜 V V 形坡口形坡口, 8 是斜斜 Y Y 形坡口形坡口, 9 是搭接(三面焊)搭接(三面焊), 10 为 U 形坡口形坡口 U, 11 是单边单边 U U 形坡口, 12 是点焊, 13 为异形坡口, 14 是异形坡口, 15 还是异形坡口。第三章, 焊缝的基本尺寸及相关概念, 一、一、焊趾: 焊趾: 存在于焊缝表面与母材的交接处。二、有关焊缝宽度(焊缝宽度(B): ), 它指的是焊缝表面两焊趾之间的距离。三、此焊缝厚度((S)), 是存在于焊缝之中。
8、横截面里, 存在着从焊缝正面朝着焊缝背面方向其间的距离。四。四。焊脚尺寸: 焊脚尺寸有着这样的定义, 即在角焊缝的横截面当中所画出的呈最大状态的等腰直角三角形里直角边享有的长度。五。五。焊脚: 焊脚是这样规定的, 在角焊缝截面内部, 从处于一个直角之上的那焊趾朝着另一个表面为直角的面之间所存在的最小距离。六、六、熔深: 于焊接接头的横截面上可得, 母材或者是前道焊缝熔化所达到的深度;七、焊缝成形系数: 对于采用熔焊的情况, 在单道缝横截面上, 焊缝宽度 B 与焊缝计算深度 H 二者的比值;八、余高(h): 乃是超出母材表面连线之上的那部分焊缝金属所能达到的最大高度。
9、那部分有着最大高度的焊缝金属, 九、九、焊根, 焊根是焊缝背面与母材交接的地方, 焊缝背面与母材的交接处这样表述;十、十、弧坑是弧焊时, 因断弧或者收弧的方式不恰当, 于焊道末端形成的低洼部位, 弧焊时, 由于断弧或收弧不当, 在焊道末端形成的低洼部分;十一、十一、熔池是熔焊期间, 在焊接热源发挥作用的情况下, 焊件上面形成的具备一定几何形状的有着液态金属部分, 液态金属部分;设计人员为了让自己设计的结构或者产品能被制造人员精准无误地加工制造出来, 就一定要把结构和产品的施工技术条件在设计图样和。
10、设计文件如设计说明书等上边的技术条件, 要在设计图样以及设计说明书等这类设计文件上, 极其详尽地表述出来。对于焊接接头而言, 设计人员通常会采用有关标准所规定的焊缝符号, 还有焊接方法代号来进行表示。也能够采用技术制图方法来予以表示, 不过用图形或者文字方式来进行诠释, 然而用图形或者文字详细地去阐明焊接接头的焊接加工要求以及注意事宜实在是颇繁琐极为复杂的, 采用由标准所规定的各类符号和代号简洁明快地表明, 来指出焊接接头的类型、形状、尺寸、位置、表面状况、焊接方式。
11、对于头的类型, 其形状如何, 尺寸大小怎样, 位置设立何处, 表面状况呈现怎样态势, 采用何种焊接方法, 以及与焊接相关的各项条件, 这些都是十分必要的。是非常必要的。第四章第四章, 焊接符号, 焊接符号一, 焊接符号定义, 是表示在图样之上进行标注, 标注的内容为焊接方法, 焊缝形式以及焊缝尺寸等技术类内容的符号;焊接符号的组成里, 其中焊缝符号部分, 基本符号, 是用来表示焊缝横断面形状的符号;辅助符号, 是表示焊缝表面形状的符号。辅助符号, 乃是用来表明焊缝表面形状的符号。3.3.补充符号, 是为了对焊缝的某些特征予以补充说明而采用的。
12、用于补充说明焊缝某些特征而使用的符号, 称作补充符号。指引线, 它是由箭头线以及基准线共同构成的。焊缝尺寸符号, 是用来体现焊缝形状尺寸的符号。指引线, 是由箭头线与基准线合作组成的。 焊缝尺寸符号, 是表示焊缝形状尺寸的符号。三、对于焊缝符号在图样上的标准位置进行说明, 三、就是关于焊缝符号在图样上的标准位置说明, 在标准里, 针对焊缝符号、尺寸符号以及尺寸数值在指引线上的标注位置, 有着明确规定, 绘制焊接图的时候, 必须要严格遵守, 然后将符号和数值相对基准线的标注位置, 划分成为AG七个区, 各, 区相对基准线。

13、区的位置是固定的, 不管标注的箭头线方向怎么变, 它相对基准线的位置固定, 不管标注的箭头线方向怎么变, 其相对基准线的位置不会变, 它们相对基准线的位置不会变。焊缝符号的基本标注格式, 其中A区, 它属于主要功能区, 主要用于标注这样一些内容, 基本符号、特殊符号、补充符号里的垫板符号, 还有辅助符号中的平面、凸面、凹面符号;B区呢, 它属于补充功能区, 布置在A区的上方或者下方, 用来标注焊缝尺寸中的坡口角度, 以及坡口面角度, 还有根部间隙b。
14、;l C C区: 在基本符号的左侧, 要标注。那是焊缝横截面上进行尺寸符号刻画之处, 它所刻画的范畴涵盖尺寸符号以及数值。像钝边p p、坡口深度H H、焊角尺寸K K、余高h h、焊缝有效厚度S S、根部半径R R、焊缝宽度C C和熔核直径d d都在其标注范畴;l D D区: 在基本符号的右侧, 需标注。此为交错焊缝符号的标注之地, 也要标注焊缝的纵向, 也就是长度方向的尺寸数值。比如焊缝段数n n值、焊缝长度l l值和焊缝间距e e值均此区标注;l E E区:
15、去标注补充符号里的三面焊缝符号, 再去标注补充符号里的三面焊缝符号;l F F区域, 要去标注补充符号里的现场焊缝符号以及周围焊缝符号;还有l G G区域, 要去标注补充符号里的尾部符号, 在尾部符号的后面标注相同焊缝条数N N的值, 以及焊接方法代号、焊缝质量以及检测要求。基本符号, 它属于那种表示焊缝横截面形状的符号, 而且它采用的是近似于焊缝横截面形状的符号来进行表示。辅助符号, 其属于是表示对焊缝表面形状特征辅助要求的符号。
16、面形状特征辅助所需的符号, 一般情况下通常是与焊缝基本符号搭配使用, 当出现对号表示的情况时, 一般也是与焊缝基本符号配合运用,当针对焊缝它独特的表面形状有着特殊要求之际才会使用。焊缝补充符号, 是用来补充阐释焊缝特定一些特征的表示符号。指引线 , 指引线 , 是由一条带箭头的箭头线 , 以及两条基准线(横线) , 其中一条为实线 , 另一条为虚线 , 再加上尾部 , 共同组成的。焊缝标注 , 在有必要的时候 , 是可以附带上焊缝尺寸符号 , 以及相关数据的。焊缝尺寸符号 , 一共是有16个 (具体详见GB/)。
17、示例中的括号内容(324 – 88GB/324 – 88), 其中包含例如这样的表述, 例如内有的符号, 以及该符号对应的名称, 还有其示意图, 并且还有另外一组符号, 以及该符号对应的名称, 还有那组符号的示意图, 比如其中有表示焊缝长度的, 有表示焊角尺寸的, 有表示焊缝间距的, 有表示根部间隙的, 有表示焊缝段数的, 有表示钝边的, 有表示相同焊缝数量符号的, 还有表示坡口角度的, 特殊符号是为满足某些特殊情况规定的焊缝符号, 特殊符号共有4个。a)a) 、那种呈喇叭形状的焊缝: 、形似喇叭的那种焊缝: b) b) 、唯有一边是喇叭形状的焊缝: 、单边呈现喇叭状的焊缝: c)c)、用于堆积的焊缝: 、堆起来的那种焊缝: d)d)、起到锁边作用的焊缝: 、锁具边缘处的那种焊缝: 特殊符号特殊符号 为了让焊接方法在标注以及文字说明方面得以简化, 能够采用国家标准为。
18、为了将其简化, 焊接方法的标记以及文字说明方面, 能够采用国家标准GB/T所规定的, 借助阿拉伯数字呈现的, 涵盖金属焊接以及钎焊等各类焊接方法的代号, 这些代号通过阿拉伯数字表示。而焊接方法的标注, 是处于指引线的尾部位置。关于代号, 其对应的是焊接方法, 有代号, 又对应焊接方法, 焊, 这里指实芯焊丝CO2电弧焊, 像代号111, 是手工电弧焊, 焊, 这里是药芯焊丝CO2电弧焊, 代号21是点焊, 焊, 这里是钨极氩弧焊, 代号12是埋弧焊, 焊, 这里是熔化极惰性气体保护焊, 代号752是电阻对焊, 23是凸焊, 952这里是用烙铁进行软钎焊。
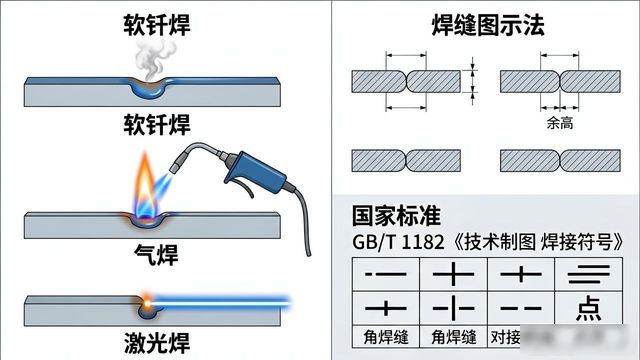
19、软钎焊 3, 气焊气焊 751, 激光焊激光焊 2, 电阻焊电阻焊 155, 等离子弧等离子弧, MIG 焊焊二。焊接接头在图样上的表示方法, 焊接接头在图样上的表示方法, 焊缝图示法, 焊缝图示法, 国家标准 GB/技术制图焊接符号的尺寸、比例及简化表示法规定, 在图样中要简易绘制焊缝时, 能用视图、剖视图或剖面图表示, 还能用轴测图示意表示。在同一图样中, 通常只准许采用一种画法。轴测图示意, 轴测图示意(二), 焊缝符号的标注, (二)焊缝符号的标注, 国家标准GB/、GB/和GB/之中, 分别针对焊缝符号以及焊接方法代号的标注方法作出了规定。 (1)焊缝符号和。
20、焊接方法代号得经由指引线以及有关规定方可确准确得出示地表示焊缝的;把焊缝基本符号标注于就基准线上边或者下边, 其他符号要按规定标注于相应位置上;箭头线相对焊缝的位置通常没特殊要求, 不过在标注V形、单边V形、J形等焊缝时, 箭头要指向带有坡口一侧的工件;必要的时候允许箭头线弯折一回;虚基准线能够画在实基准线的上侧或者下侧;基准线一般得与图样的底边相平行, 只是在特殊条件下也能够与底边相垂直;确定焊缝位置的尺寸不在焊缝符号里给出, 而是标注在图样上;于焊接方法符号如果焊缝还有箭头线在接头的同一侧, 那么将焊缝基本符号标注在实基准线侧;相反, 要是焊。
21、缝与箭头线不在接头的同一侧时, 则把焊缝基本符号标注于虚基准线侧;在基本符号右侧无任何标注且无其他说明时, 意味着焊缝在工件的整个长度上是连续的;在基本符号左侧无任何标注且无其他说明时, 表示对接焊缝要完全焊透;塞焊缝、槽焊缝带有斜边时, 应该标注孔底部的尺寸;必要时焊缝基本符号可附带有尺寸符号及数据;虚基准线在影响焊接符号正确标注情况下可省略, 尾线后无任何说明时尾线可省略;当需要标注的尺寸数据较多且不易分辨时, 可在数据前面增加相应的尺寸符号。第五章第五章, 涉及焊接识图, 其中有焊接识图的相关内容, 再者是焊接接头的简化标注, 关于焊接接头的简化标注, 存在于GB/。
22、1990年里面有规定阐述, 在某些特定的状况之下, 存在着焊接接头的简化标注方式。基本符号的应用举例, 补充符号的应用举例, 全周焊的举例, 防撞护角支撑杆同防撞护角支撑的连接, 开关座给护栏基座的塞焊标注, 用于T形搭接的举例, 塞焊的举例在于, 判断角接接头的举例, 对接接头的举例, 点滴架插座跟防撞护角支撑的焊接, 断续焊的举例, 床旁卓升降固定组的举例, 断续焊缝中焊间距不同的标注举例, 护栏基座(上)与护栏基座(下)运用间歇性焊缝实施连接。
23、座(上)跟护栏基座(下)运用断续焊缝连接点滴架放点滴架放置管焊接置管焊接, 呈喇叭形, 呈喇叭状。呈喇叭喇叭K K形形, 分两面, 两面进行焊接焊接3工作焊缝以及联系焊缝工作焊缝以及联系焊缝 工作焊缝(也叫承载焊缝)工作焊缝(又被称作承载焊缝) 焊缝同焊件串联成整体主要用以承担载荷的作用。一旦焊缝断裂, 钢结构马上就会遭受严重破坏。连接焊缝,也就是非承载焊缝, 它与两个或者两个以上的焊件并联成为了整体, 具备连接的作用, 此焊缝并不直接承受载荷, 在工作当中受力极小, 一旦该焊缝出现断裂的情况, 结构不会马上失效。被称作成形系数, 其等于B除以H的焊缝, 在图一、图二里, 针对焊接符号标注展开练习, 用焊接符号来呈现背部床板固定片的焊接情况, 并反映轮轴套管和底架主架的连接状况, 还有三面角焊的考题。








暂无评论内容