

工程制图与焊接工艺里, 用于精准传达焊接要求的关键技术语言, 是焊接符号标注图解示例, 借助标准化的代号, 还有指引线,以及基本符号和补充符号, 在图纸上面能清晰地标注出焊缝的类型, 尺寸, 坡口形式还有焊接方法。对于确保焊接质量, 提高生产效率以及统一工艺标准来讲哪, 掌握这些标注规则实在是至关重要。本内容会围绕焊接符号的核心要素, 结合图解示例, 详细地解析各类符号的含义, 标注位置以及实际应用场景,以此来帮助读者快速理解并且应用这一标准化体系。
焊接符号标注图解示例大全
焊接符号, 作为工程图纸之上的“焊接语言”, 借由一系列标准化的图形以及数字, 精准无误地告知焊工“于何处进行焊接”, 告知焊工“焊接的具体方式”, 还告知焊工“焊接究竟要达到多大的规格”。对于每一位机械工程师而言, 理解这些符号是必备技能。对于质检员而言是必备技能。对于高级焊工而言同样是必备技能。接下来, 我们会以图文并茂的形式, 系统地去拆解这些符号的构成以及含义。
一、 焊接符号的构成要素(解剖图)
一个完整的焊接接头代号通常由以下几部分组成,缺一不可:
1. 基准线 ( Line)
水平的实线,是所有符号的“锚点”。
2. 指引线 (Arrow Line)
带箭头的斜线,指向焊缝位置。箭头侧有“接头侧”含义。
3. 焊缝符号 (Weld )
绘制在基准线上的图形,如I形、V形、角焊缝等。
4. 尺寸与数字
焊脚高度、坡口角度、焊缝长度等具体参数。
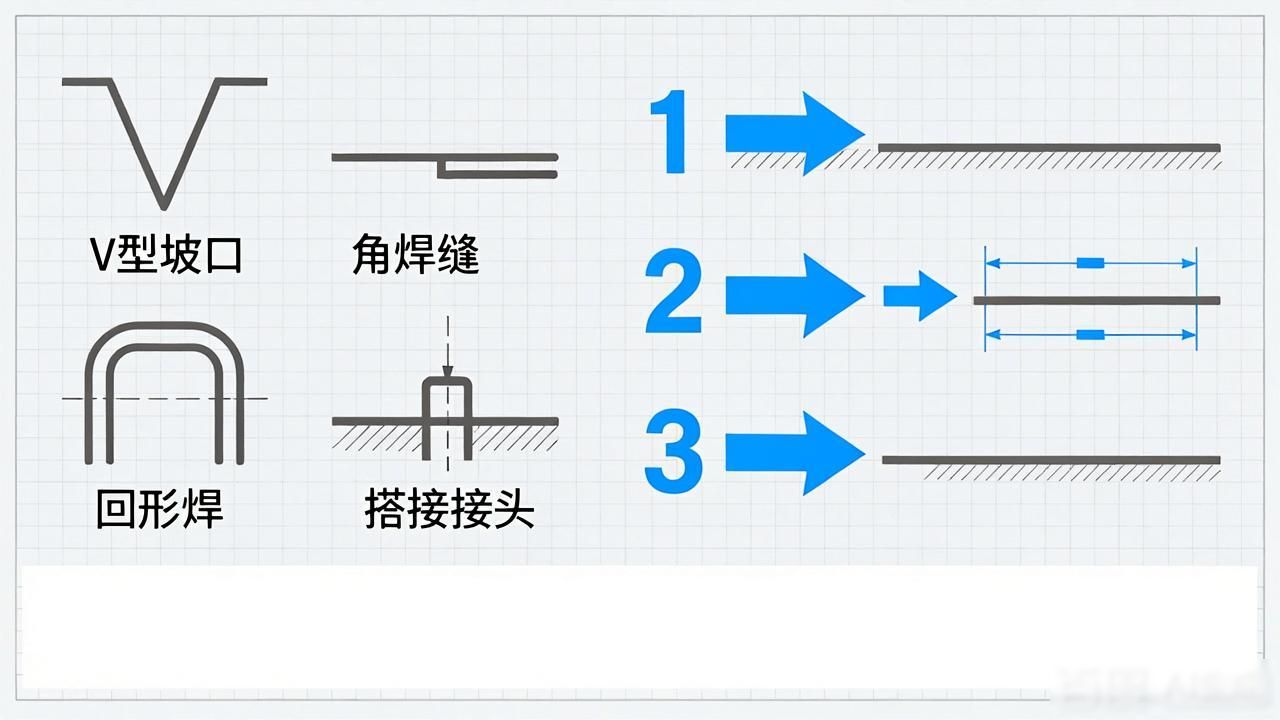
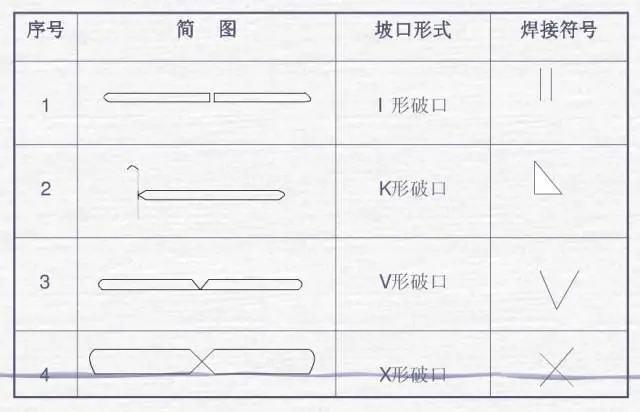
二、 常用焊缝符号图解对照表
最常用的焊缝基本符号在表格中被做了汇总且呈现出其在基准线上绘制的方式, 值得留意的是代表不同含义的符号处于基准线的上方或者下方, 通常情况下上方是针对于箭头侧而言, 下方则是针对非箭头侧来说且须结合标准来明确具体情况。
符号名称图形示意实际含义
I形焊缝
|| (两条平行线)
用于对接接头,无需开坡口,直接熔透。
V形焊缝
∨ (倒V字)
单面坡口,通常用于中厚板焊接,需背面清根。
角焊缝
(直角三角形)
用于T型、角接接头,标注尺寸为焊脚高度(K)。
塞焊/槽焊
⊕ (圆圈加十字)
用于两板搭接,通过孔或槽进行填充焊接。
三、 补充符号与尾部代号
除了基本形状,还需要补充符号来完善工艺要求:
注意, 详细的标注细微之处, 要依照GB/T 324标准来进行操作, 或者按照ISO 2553标准去实行呢。
焊接符号标注图解怎么看懂

面对一张有着繁杂状况的焊接工程图 , 那密密麻麻分布着的线条以及数字 , 着实是容易致使让人产生头晕的感觉。实际上 , 只要是掌握了 “拆解法” 以及 “方向感” , 领会焊接符号就如同去看交通标志那般简易。本篇将会一步一步指引着你去明晰怎样像身为专家那样迅速地解读图纸之上的焊接密码。
第一步:找到“基准线”和“箭头”
无论符号怎样繁杂, 首先要锁定那一条水平的实线, 也就是基准线, 以及它末端的箭头。
着重要点: 箭头所指之处, 即为焊缝所在之处。要是箭头出现分叉(呈折线状), 那就表明这属于两个各异的接头侧, 需分别去查看基准线上下的符号。
第二步:识别焊缝形状(看符号)
看基准线上的那个小图形,它决定了焊缝的“长相”:
第三步:读取尺寸数字(看数据)
处于符号之上、之下或者之内的那些数字, 它们所表征的是具体的工艺参数。
焊脚高度 (K):
例如:5
代表角焊缝的直角边长度为5mm。
焊缝长度 (L):
例如:50
代表焊缝连续施焊的长度为50mm。
坡口角度 (α):
例如:60°
代表V型坡口的夹角大小。
第四步:检查尾部信息(看工艺)
那一串“密码”, 常常处在指引线的尾部, 一般说来是在右侧, 它对选用什么样的焊机以及什么样的焊条起着决定型的作用:
111 / SMAW / J422
↓↓↓
焊接方法代号 / 工艺名称 / 焊材牌号
常见代号速查:
111: 一种焊接方式是焊条电弧焊, 其简称为SMAW;135: 另一种焊接方式叫做实芯焊丝MAG/CO2气体保护焊;141: 还有一种焊接方式为TIG氩弧焊。
借助这四个步骤, 你便能够将图纸上每个焊接符号的所有意图完备地还原出来了。
焊接符号标注图解常见错误分析

⚠️警告, 焊接符号标注有误, 是致使工程面临返工情况、引发质量事故, 甚而造成结构失效的主要缘由之一。此篇专门针对初学者以及经验欠缺的工程师经常会犯的错误展开“排雷”工作, 助力你躲开那些代价高昂的坑。
错误一:指引线方向混淆(左右不分)
如下是错误现象, 在那接头处关于那箭头方向往哪边指示的情况没精确弄明白, 致使坡口其开启的方式已然相反, 或者焊缝所处的位置出现误差。
正确解读:
典型出错情况为, 当看到基准线上下都存在符号之际, 未能分辨清楚哪一侧是“正面焊”, 哪一侧是“背面焊”, 最终致使双面焊仅仅焊接了其中一面。
错误二:焊缝尺寸标注位置错误
出现的错误情形是, 角焊缝的尺寸被标注于基准线的错误地方, 或者焊缝长度被遗漏标注了。
标准规则:
标注位置
代表含义
焊缝符号左侧
焊缝尺寸(如焊脚K、坡口角度α)
焊缝符号右侧
焊缝长度(L)及段数(n)
常见容易出现问题的点在于, 好多人将焊缝的长度标在了左边位置, 要么就是把断续焊的段落数量标错了方向。比如说, 出现了n等于5, L等于50这样的标识情况, 这正确来讲,应当理解成是“5段, 每一段的长度是50毫米”这样的意思。
错误三:忽略“现场焊”与“全周焊”符号
哪样是错误现象呢, 图纸之上明显画有小旗子, 然而工人却于工厂里面完成焊接操作了;或者本来明确要求进行全周连续焊接, 可是工人仅仅焊接了几个点。
后果是: 现场焊符号也就是小旗子, 这代表着得要有特殊的防护措施, 像防风、预热之类的, 要是忽略掉这个, 就会致使出现气孔缺陷。全周焊符号是圆圈, 这意味着有着密封性方面的要求, 要是把它给忽略了, 就会造成泄漏的情况。
错误四:尾部代号缺失或乱写

错误现象: 尾部空白,或者写了一些非标准化的字符。
提议: 其尾部务必涵盖焊接的方法代号(像是135), 要是牵涉到特殊的工艺(例如焊后进行热处理、无损检测的等级), 同样应当在此处予以注明, 亦或是借助指引线引出进行标注, 切不可让焊工去“猜测”工艺。
须知晓, 在实施对图纸的检查工作时, 务必要展开“符号核对、尺寸核对、方向核对、工艺核对”这四重不同方面的核对操作, 以此来保障使得每并且一条线条, 皆有着相应依据可参照。
焊接符号标注图解标准GB/T 324详解
于中国, 焊接符号的国家标准为, 即GB/T 324《焊缝符号表示法》。其是国内机械、建筑、船舶等行业用以绘制焊接图纸的法律依据。本篇会深入解读该标准的核心内容, 助力你构建规范化的标注习惯。
一、 标准的适用范围与引用
等同采用国际标准ISO 2553的是GB/T 324, 这意味着, 对于焊接图纸, 若你看懂了GB/T 324, 那么也就看懂了国际通用的那种, 该标准规定了焊缝在图样上的表示的方法, 然而却不规定焊缝的质量要求。
二、 核心规则:基准线与箭头的画法
按GB/T 324规定, 基准线经由两条平行线构成, 其中一条是实线, 另一条为虚线。
三、 符号的大小与比例
标准对符号的线宽和高度有严格规定,以保证图纸的清晰度:
线条类型线宽 (mm)适用范围
粗实线
d (通常为0.5~1.0)
可见焊缝轮廓线
细实线
d/2
基准线、指引线、尺寸线
虚线
d/2
不可见焊缝轮廓线
四、 标准化标注流程图解
标准标注步骤
1. 绘制基准线
2. 添加箭头指向焊缝
3. 绘制基本符号
4. 标注尺寸
5. 填写尾部
*注:当符号在基准线下方时,通常表示非箭头侧(背侧)焊缝。
五、 标准中的特殊补充符号
GB/T 324着重突出了下述符号的运用, 这些符号对于图纸信息得以完善而言是称得上关键要素的, 它们究竟是哪些呢?
平面符号(), 其表征着焊缝表面得要平滑过渡, 一般而言它是标注于基准线下方的, 凹面符号(), 意谓着焊缝表面呈现出凹陷的状况, 凸面符号(︶), 表明的是焊缝表面有着凸起的情形, 三面焊缝符号(匚), 它所表示的是工件朝着三个面进行施焊这个动作, 其开口方向朝向工件。
通晓GB/T 324, 不是单单为了符合规定, 而是在跨部门协同作业(牵涉设计、工艺以及生产环节)之际, 把沟通方面可能出现的意思模糊之处给排除掉。
焊接符号标注图解角焊缝与对接焊缝

所有焊接接头里面, 角焊缝与对接焊缝占比超过90%的应用场景, 它们的标注方式差别极大, 还是最易混淆之处, 本篇把这两种焊缝单独提出来, 搞深度的对比图解以及标注实战。
第一部分:角焊缝 ( Weld) 标注实战
主要用于T型接头、角接头以及搭接接头存在角焊缝, 其标注核心之处在于“焊脚尺寸”。
1. 焊脚尺寸 K 的含义
数字标注于角焊缝符号(这个三角形)的左侧, 在角焊缝符号(三角形)里, 此数字代表K值, K值即是等边三角形的直角边长度标点符号。
2. 断续角焊缝的标注
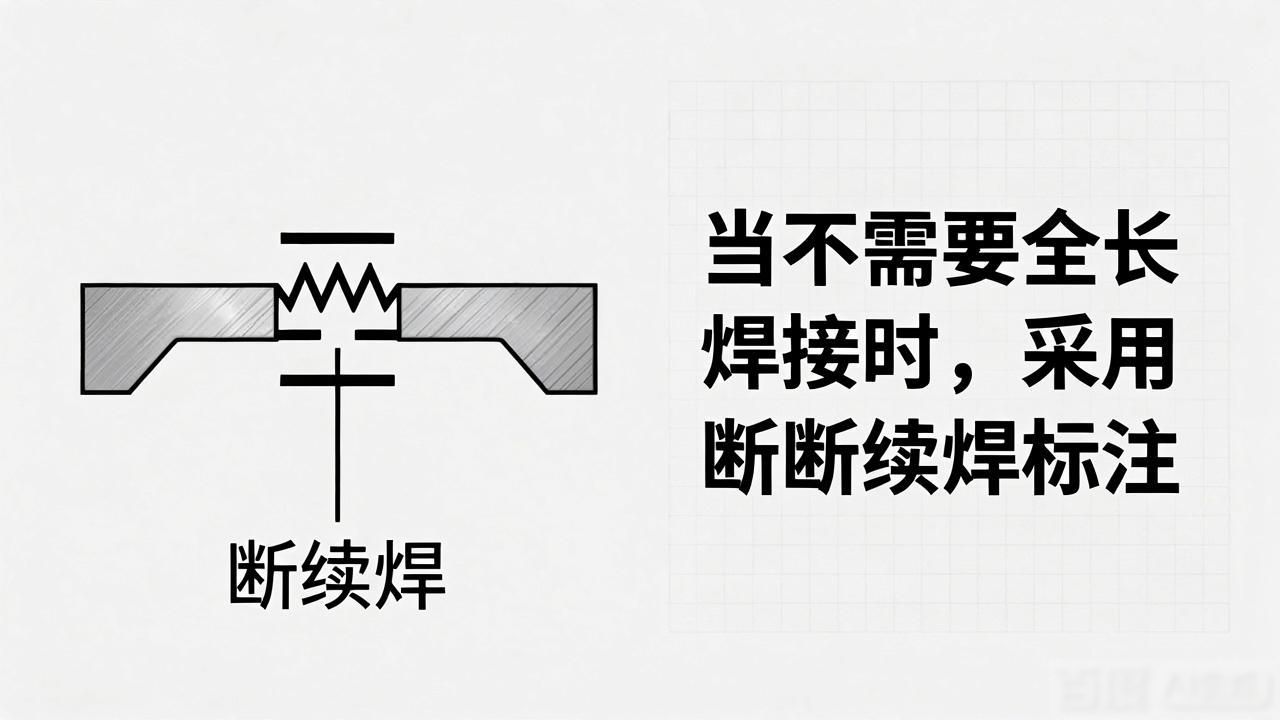
当不需要全长焊接时,采用断续焊标注。
格式: K – l (e)
所示为, 角焊缝, 其K之为五毫米, 每一段长度是五十毫米, 段与段之间的间距为一百毫米得呈现。
第二部分:对接焊缝 (Butt Weld) 标注实战
两个处于同一平面的板材相连接时会用到对接焊缝, 其标注至关重要的点是“坡口形状”, 以及“坡口角度”。
1. I形对接 (无坡口)
适用于薄板(通常
标注: || 6
这里的“6”, 一般而言是用来表示焊缝的有效厚度, 或者是板厚, 这要依据具体标准的上下文情况来确定, 一般情况下, 它被标注于符号的右侧时是表示长度, 标注在左侧时则是表示坡口角度, 或者钝边, 然而在I形的情形当中, 它常常是直接标注板厚, 又或者是熔深。
2. V形对接 (单面坡口)
适用于中厚板,双面焊接。
完整标注示例:
3. 带垫板的坡口
当工艺要求背面加垫板时,符号上会加一横线。
标注: 带垫板的V形
图解:在V形符号的底部增加一条水平短线,表示垫板。
第三部分:混合标注与避坑指南
常见错误: 将角焊缝的K值标在了对接焊缝的坡口角度位置。
记忆口诀:
凭借对这两种焊缝几何特征予以区分, 你便能够于复杂的装配图里快速锁定关键连接点。
焊接符号标注图解自动识别工具

伴着工业4.0的进展, 手动去查询表格以及解读焊接符号在逐步朝着智能化方向转变。借助软件工具、脚本乃至AI技术, 能够自动进行识别、生成甚至校验焊接符号。在本篇当中, 将会介绍当前行业内用在焊接符号处理方面的自动化工具以及技术方案。
1. CAD软件的内置功能 (参数化设计)
处于流行趋势的CAD软件, 全都 强大的焊接标注功能, 它们并非仅仅是用于绘制作图, 更是一种数据库。
2. 机器视觉与AI识别 (OCR技术)
于老旧图纸的数字化归档而言, 或者是针对要快速审核大量图纸的情况, 焊接符号识别技术由此而产生了。
工作原理:
对图像展开预处理操作, 此操作包含去除图纸背景噪音并做二值化处理。其次进行特征提取工作, 该项工作要识别基准线、箭头、三角形、圆圈等几何特征。最后还有语义理解环节, 该环节是结合OCR(光学字符识别)来读取数字进而按照ISO 2553规则实施逻辑重组。
应用场景是, 某些先进的有关工程文档管理的系统, 像是Docs的插件或者是定制开发的程序, 能够达成这一功能, 把扫描件直接转变为能够搜索的结构化数据。
3. 焊接工艺规划软件 (CAPP)
于大型制造企业当中, 像汽车、造船这类企业, 焊接符号并非仅仅只是标注, 它更是生产指令。
代表工具:
4. 在线符号生成器与查询工具
对于那些并不需要进行复杂CAD环境操作管理的用户而言, Web相关工具为其提供了具备便捷特性的辅助支持。
功能特点:
5. 未来趋势:数字化焊接数据包
今后的焊接符号, 不会只是局限于纸上所呈现的线条, 而是会成为衔接物理世界的一座桥梁:
掌握这些工具, 它能够提升工作效率, 而且还能使你于智能制造的浪潮里维持竞争力。







暂无评论内容