
-CAL-.-
.-(YICAI)-钢结构焊接变形的火焰矫正方法
摘要是一种方法, 此方法是在钢结构制作进程里, 用于解决焊接变形时常用的, 火焰矫正就是这种方法, 本文着重介绍了钢结构焊接变形火焰。
矫正方法的施工工艺。
关键词钢结构焊接变形矫正
1前言
在XXX三期炼钢板坯, 轨梁精整等厂房钢结构制作项目当中, 梁、柱等构件大部分是由宽翼缘焊接H型钢构成, 这些构件于加工期间存在焊接变形问题, 倘若这些焊接变形不进行矫正, 那么对于结构的整体安装以及工程的安全可靠性均存在极大影响, 因此我主要运用了火焰矫正方法, 从而致使这些梁柱的焊接形变获得良好矫正。
2气体火焰矫正原理
金属具备热胀冷缩这一特性, 并且其机械性能也会随着温度产生变化。就低碳钢而言, 以Q235钢作为例子, 其屈服极限σs与温度的关系如同图1虚线所展示的那样, 进而通常能够简化成实线呈现出的情况, 也就是说当位于500οC以下这个温度范围时, 屈服极限从基本面来看没有变化, 而当温度高于600οC时, 屈服极限差不多接近于零。在温度处于500至600οC这个区间范围内时呈现出线性变化。
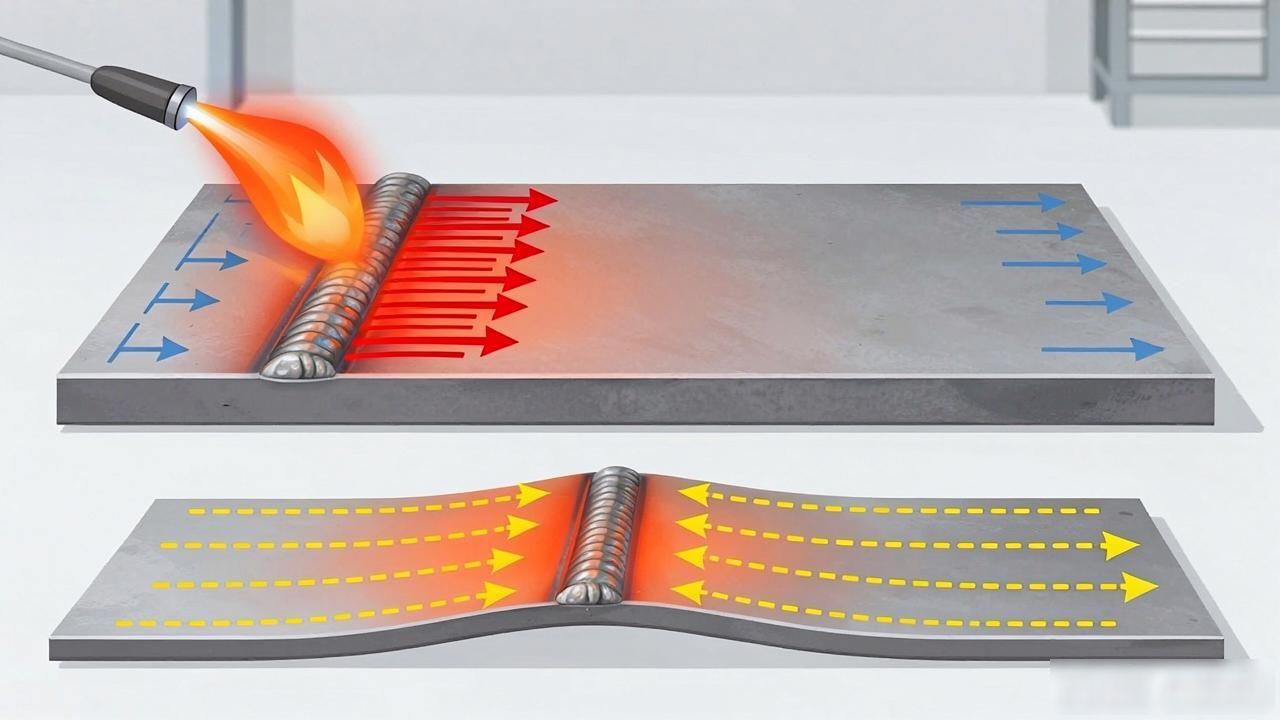
金属结构局部受热时, 加热地方的金属热膨胀, 因受周围冷金属阻碍, 而无法自由变形, 致使某些部位的金属被塑性压缩。冷却之后, 残留的局部收缩, 让结构得到所需的变形。
S/MPa
图1,Q235钢屈服极限与温度关系
线状加热法

如图2所示是线状加热法的原理, 钢板表 面被加热之后, 离加热点最近的那个表面温度上升是最快的, 其膨胀速度同样也是最快的, 而周围所受到热的影响比较小些,膨胀程度也很小, 待加热停止以后, 温度朝着周围扩散开来, 被加热的那部分开始冷却, 形状也逐渐恢复, 只是又因为钢板表。
两面跟空气相接触, 热量散发得比较快, 进而致使表面被加热的那部分, 还没有恢复到原来的状态, 就已经被固定下来了。
跟着冷却进程持续推进, 图2, 于中性轴上侧区域的高温起始收缩, 此收缩力致使板朝着向上方向弯曲, 当弯曲结束之后, 钢板两端各自缩短a/2, 然而中间部位却凸起a, 如此一来总体积保持不变, 重量同样不变。火焰顺着钢板直线方向进行移动, 与此同时为了让加热线能够增宽也可以进行横向摆动, 进而形成长条形加热。
图2:线状加热冷却收缩过程
点状加热法
在对薄板予以加热之际, 缘于薄板自身相对较薄之故, 其板表面所蕴含的热量能够迅速地传至内侧区域, 致使处于高温状态的部分能够贯穿延伸至整个薄板的横剖面范围。当薄板进入冷却阶段时, 薄板的上下表面冷却情况基本保持一致, 并且中性轴上下侧所产生的冷却收缩力同样是相同的情形, 基于这样的状况, 所以在刚刚加热之时薄板上下表面出现的膨胀部分得以留存下来, 进而导致薄板整体出现缩短的现象, 然而薄板并没有发生弯曲的情况。具体情形可见图3所示。
图3:点状加热冷却收缩过程
缩短加工时, 加热点位置相对固定, 这种方法一般用于矫正薄板波浪变形, 加热温度和冷却介质。
火焰矫正时, 所采用的氧—乙炔混合比, 应当是处于1,—1,这个范围之间的, 中性焰或者氧化焰, 这样才比较合适。
凭借火焰矫正的加热温度, 能够划分成低温矫正、中温矫正以及高温矫正这三种类型, 与之相对应的加热温度以及冷却介质, 在表1当中有所呈现。
表1,火焰矫正加工温度
分类加热温度/℃低碳钢颜色冷却介质
低温矫正℃在亮处呈红色水
中温矫正℃暗红色空气和水
高温矫正℃浅桃红色空气
2.3.1低温矫正低碳钢

根据图1, 当加热到500至600οC之时, 低碳钢的屈服极限已然大幅下降, 再把它加热到这个温度范围, 能够起到火焰矫正的目的, 并且金相组织与机械性能不会改变, 因为喷水、冷却速度可谓快, 所以火焰矫正效率挺高, 只可惜这种方法我们于实际生产里头采用得较少。
2.3.2中温矫正
中温矫正之际, 金属的加热温度处于600至700οC这个范围, 屈服极限σs愈发趋近于零值, 加热温度依旧位于相变温度之下, 金属组织不存在相变情况, 所以金属的机械性能呈现出变化不大的态势, 中温矫正于我们实际的生产过程当中常常被运用。
2.3.3高温矫正
在这一温度范围之内, 尽管存在着金属组织的相变情况, 然而, 因为Q235、Q235F以及Q345等钢材, 于空气中冷却之后, 依旧能够获得退火组织, 并且其机械性能的变化幅度也不算大。可是, 要是加热温度过高的话, 就会致使奥氏体晶粒出现长大现象, 在冷却过程当中无法得到细化, 进而会增加金属的脆性, 使得冲击韧性降低。
应当留意, 针对于Q345钢, 当加热到相变温度之时, 是不可以采用水冷方式的, 不然的话, 就会产生低碳马氏体, 进而对冲击韧性造成影响。
对于加热温度而言,线状加热这项,需要注意将其限制在650οC以下,而点状加热的时候,则应当限制在750οC以下。
3钢结构焊接变形的种类及火焰矫正
钢结构里头的主要构件是焊接H型钢梁、柱, 其焊接变形时常采用的三种火焰矫正法是, (1)线状加热法, (2)点状加热法, (3)三角形加热法, 以下详细介绍在攀钢三期钢构制造当中解决不同部位变形的施工办法。
翼缘板的角变形。
进行矫正H型钢梁、柱焊接角变形的操作, 在翼缘板之上, 对着焊缝之外, 采取纵向线状加热的方式, 要留意加热范围不可超出两焊脚所划定的范围, 可不采用水冷却, 如图所示。
4。线状加热的时候需要留意, 第一, 不应当在同一个地方反复进行加热, 第二, 在加热的进程当中需浇水。此两点属于火焰矫正的通常原则。
4图4:角变形
梁、柱的上拱,下挠,弯曲
第一种方法是, 在翼缘板之上, 朝着纵长焊缝的位置, 从中间处朝着两端开展线状加热, 这样就能矫正弯曲变形了。为了防止产生旁弯以及扭曲变形, 两条加热带需要同步实施。可以采用低温矫正或者中温矫正法。这种方法有助于减小焊接内应力, 不过这种方法在纵向收缩之际会有较大的横向收缩, 比较难以把握。
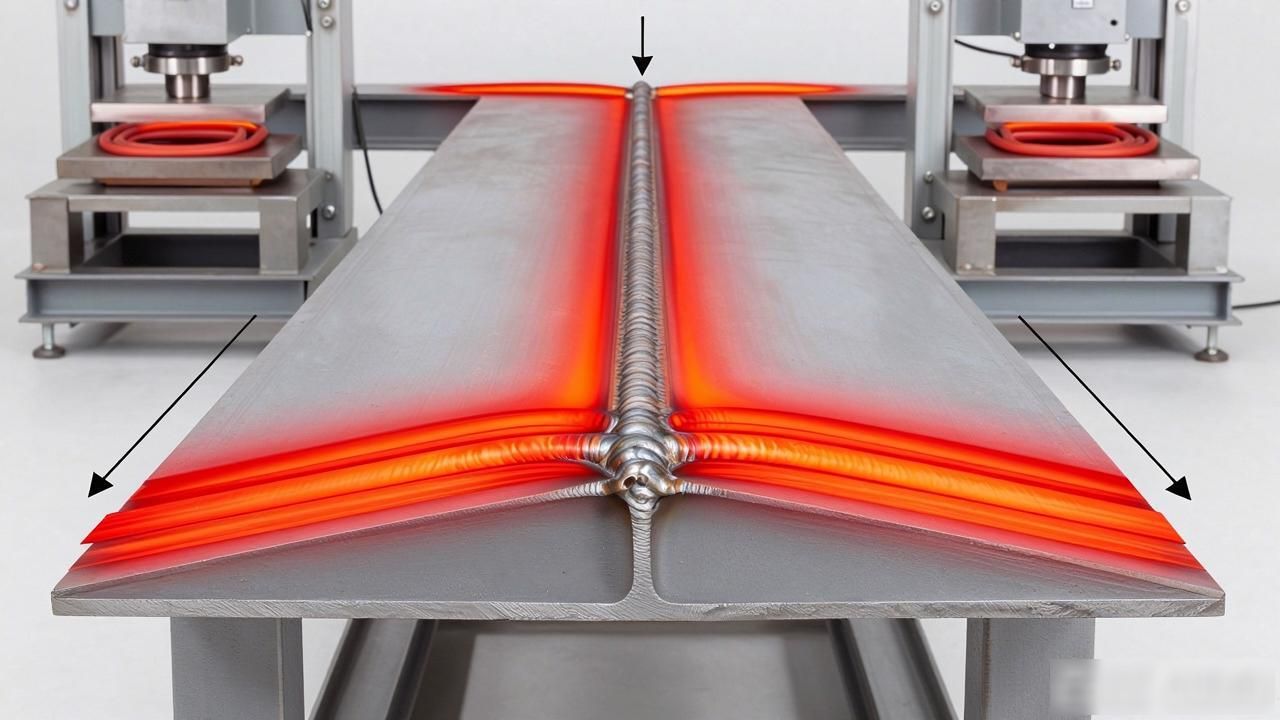
方法二, 于翼板之上进行线状加热操作, 在腹板上面实施三角形加热, 可查看图₅。借助这种方法去矫正梁以及柱的弯曲变形情况, 效果十分显著, 横向处于线状加热时的宽度通常选取二十至九十毫米, 当板厚较小时, 加热带相应要窄一点。加热过程应当是从宽度的中间朝着两边进行扩展。线状加热最好是由两个人来操作完成, 随后再各自去加热三角形。三角形的宽度应当不超过板厚的两倍, 三角形的底和对应的翼板那边线热加热宽度是相等的。加热三角形要从顶部起始, 接着从中心朝着两侧扩展, 一层又一层地加热直至三角形的底结束。加热腹板时温度不能太高,否则造成凹陷变形,很难修复。
图5,三角形和横向加热矫正弯曲
梁、柱的旁弯变形
梁柱的旁弯变形采取对翼板边进行三角形加热,如图6。
5图6:三角形加热矫正旁弯
和中方法二所讲的具体方法以及要求相同, 采用中温矫正, 浇水要少, 达到如淋浴时那种程度就行, 另外, 对于厚度较大或者淬硬倾向较大的钢材情况, 要注意不能采用水冷, 为提高矫正效果以及质量, 在加热过程当中, 用夹具把翼缘板朝着凹侧夹固。
4结语
由火焰矫正引发的应力, 跟焊接内应力一样, 均属于内应力, 不恰当矫正所产生的内应力, 与焊接内应力以及负载应力相迭加, 会致使梁柱的总应力超出许用应力, 进而降低承载安全系数, 所以在钢结构制造里务必要慎重, 尽可能采用合理的工艺措施来减小变形, 在确定需要进行火焰矫正时应留意以下几点。
(1)烤火位置不得在主梁最大应力截面附近,
(2)矫正处烤火面积在一个截面上不得过大,可多选几个截面,
(3)宜用点状加热方式,以改善加热区的应力状态,
(4)加热温度最好不要超过700οC。













暂无评论内容