
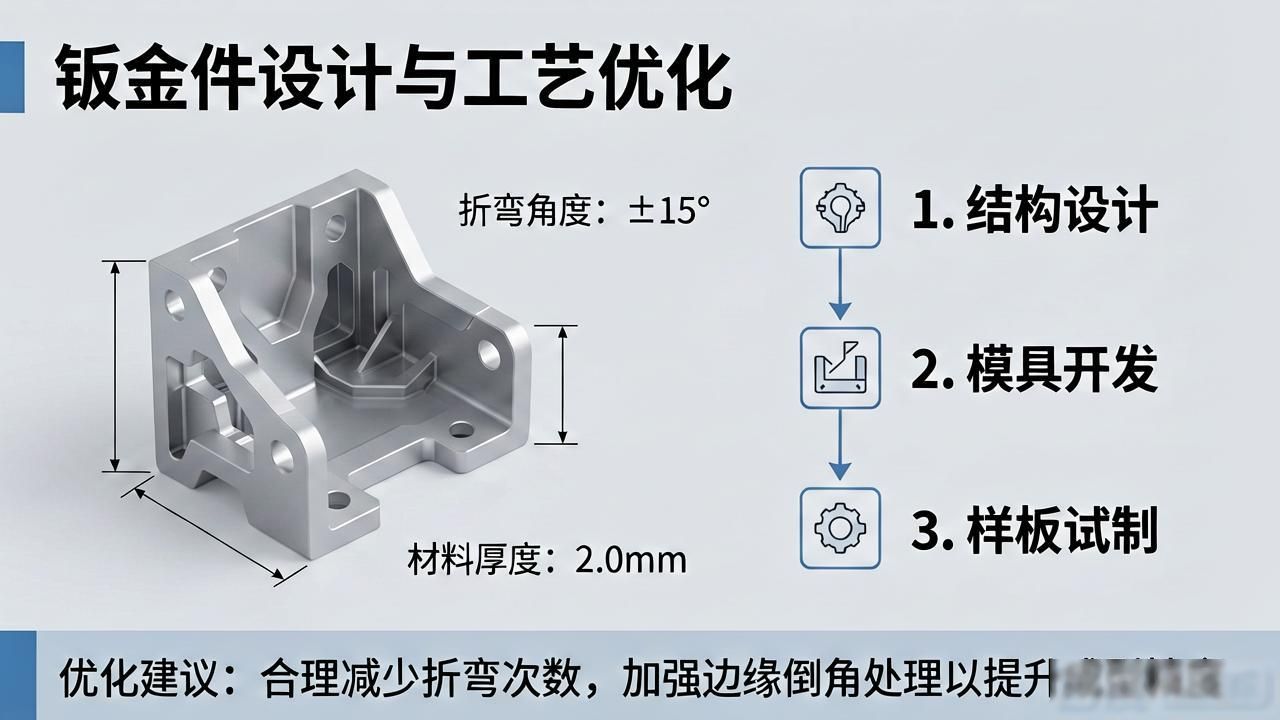
金属薄板(一般指6mm以下), 利用金属可塑性, 经冲压、折弯、成型等工艺制成单个零件, 此为钣金件单个零件制造方式, 之后通过焊接、铆接等组装成完整钣金产品, 钣金件生产过程乃较复杂过程, 由此可知钣金件设计与工艺皆可能对钣金件质量造成较大影响。
钣金模块堪称各类软件钣金功能里的出色者, 无比受钣金工程师们深爱, 只因它有着超棒的灵活性, 工程师能够运用它精准直观地表述自身设计意图, 还能够依据生产制造流程来设计零件, 接下来开展产品优化设计, 它简直就是个虚拟的钣金加工环境, 于其中设计钣金零件大体和实际生产相符, 所以钣金设计大致能分成两类, 其一借助折弯达成, 其二经由冲压达成, 这两种方式在其中的对应也是相同的。
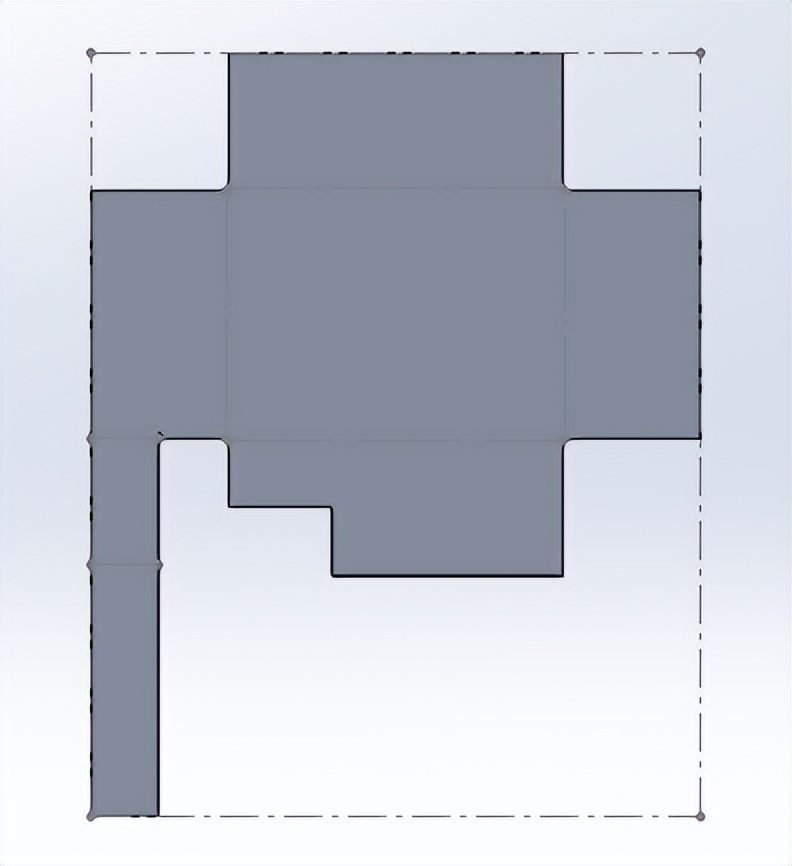
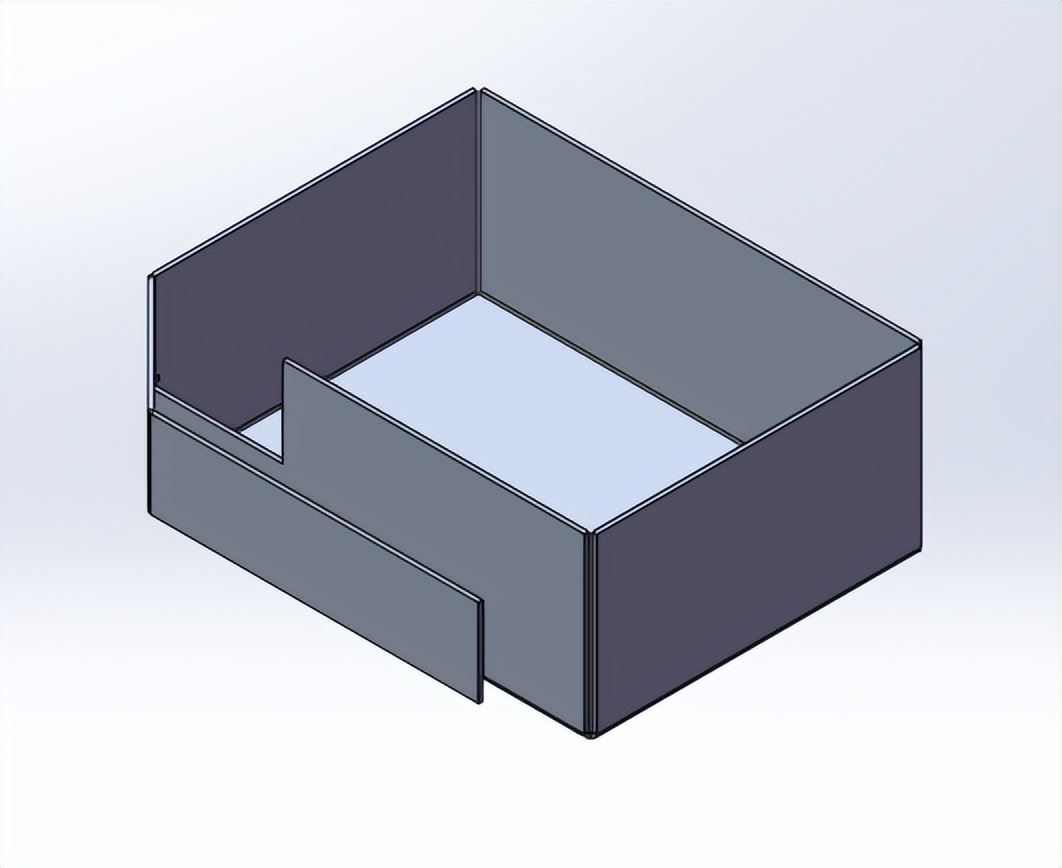
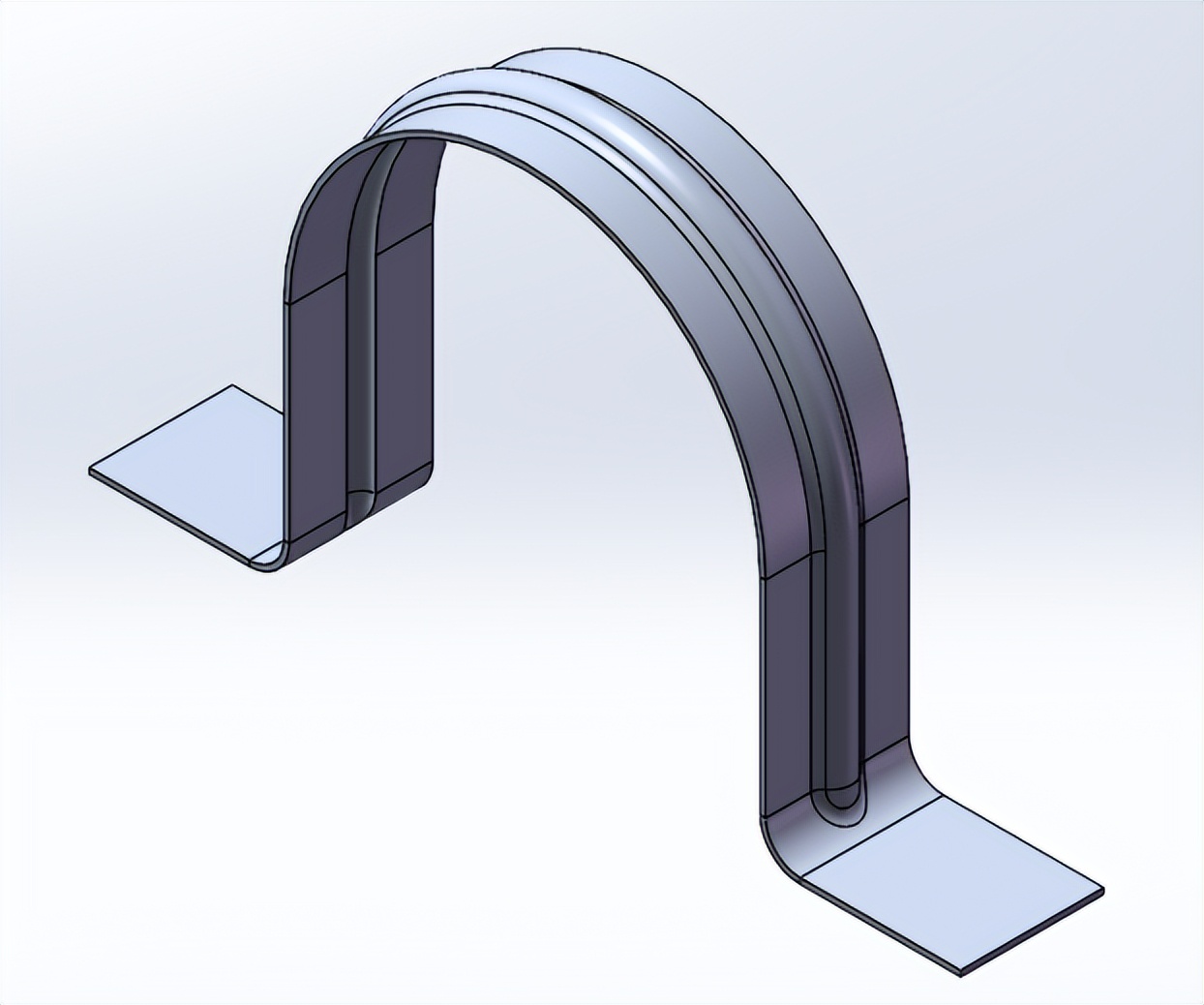
01钣金折弯
钣金折弯当中, 它主要借助拉伸、法兰等功能去完成, 其设计过程相对比较简单, 此外, 我们能够通过软件直接将钣金零件展开, 据此来获得二维展开图, 特别是一些复杂的钣金零件, 要是依靠人工去完成, 一方面会耗费诸多时间, 另一方面还极易出错, 而钣金零件展开功能极大地解决了这个问题, 在保障展开效率的同时还能够达到零错误, 这便让企业想要达成快速设计快速生产有了实现的可能。

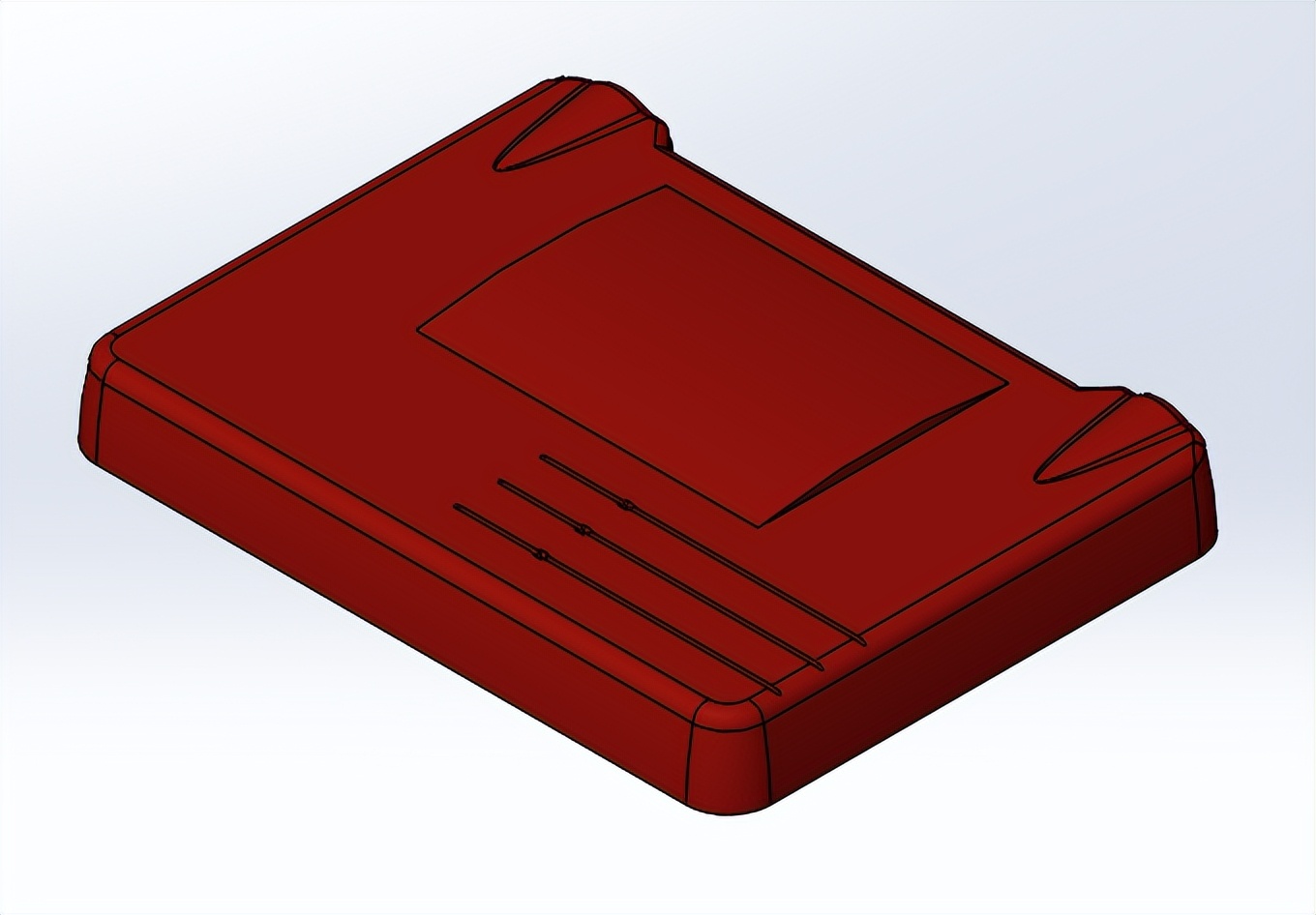
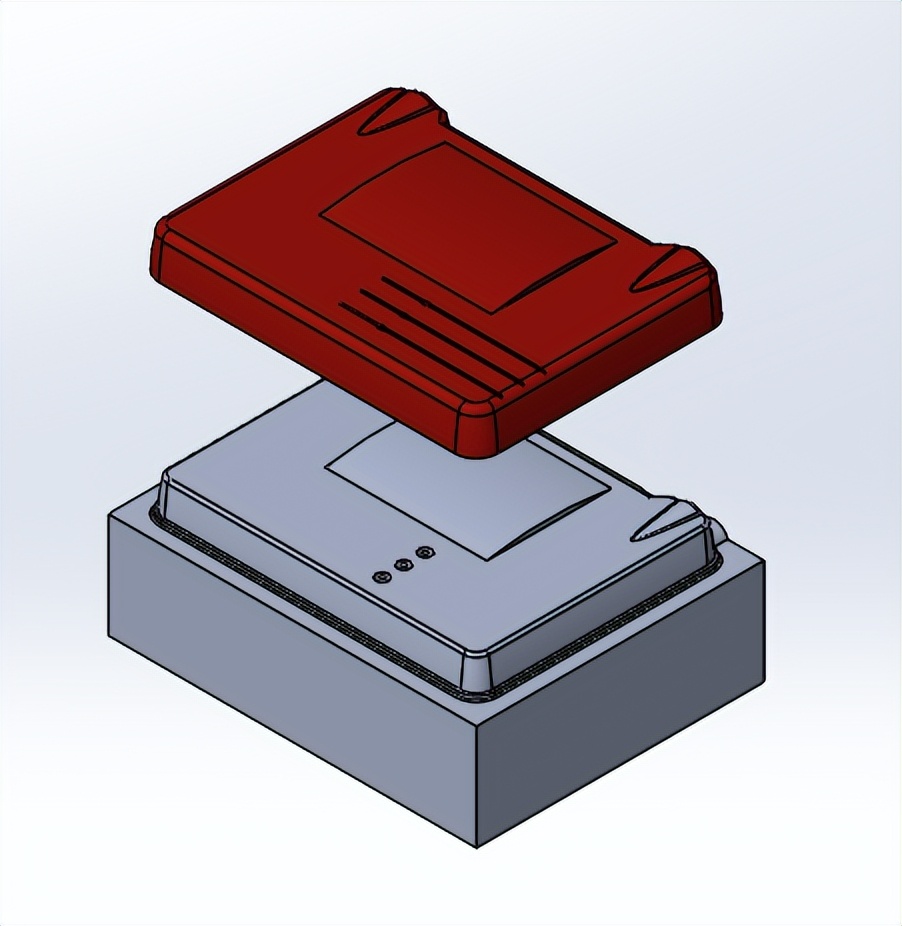
02钣金冲压
用以钣金冲压的压凹功能是需要被用到的, 钣金冲压件通常是当作外壳来使用的, 然而钣金冲压开展的时候冲压模具是需要运用的, 所以批量较大的外壳类钣金零件能够借助此方法去设计。
钣金件在增加强度时,需注意以下几点:
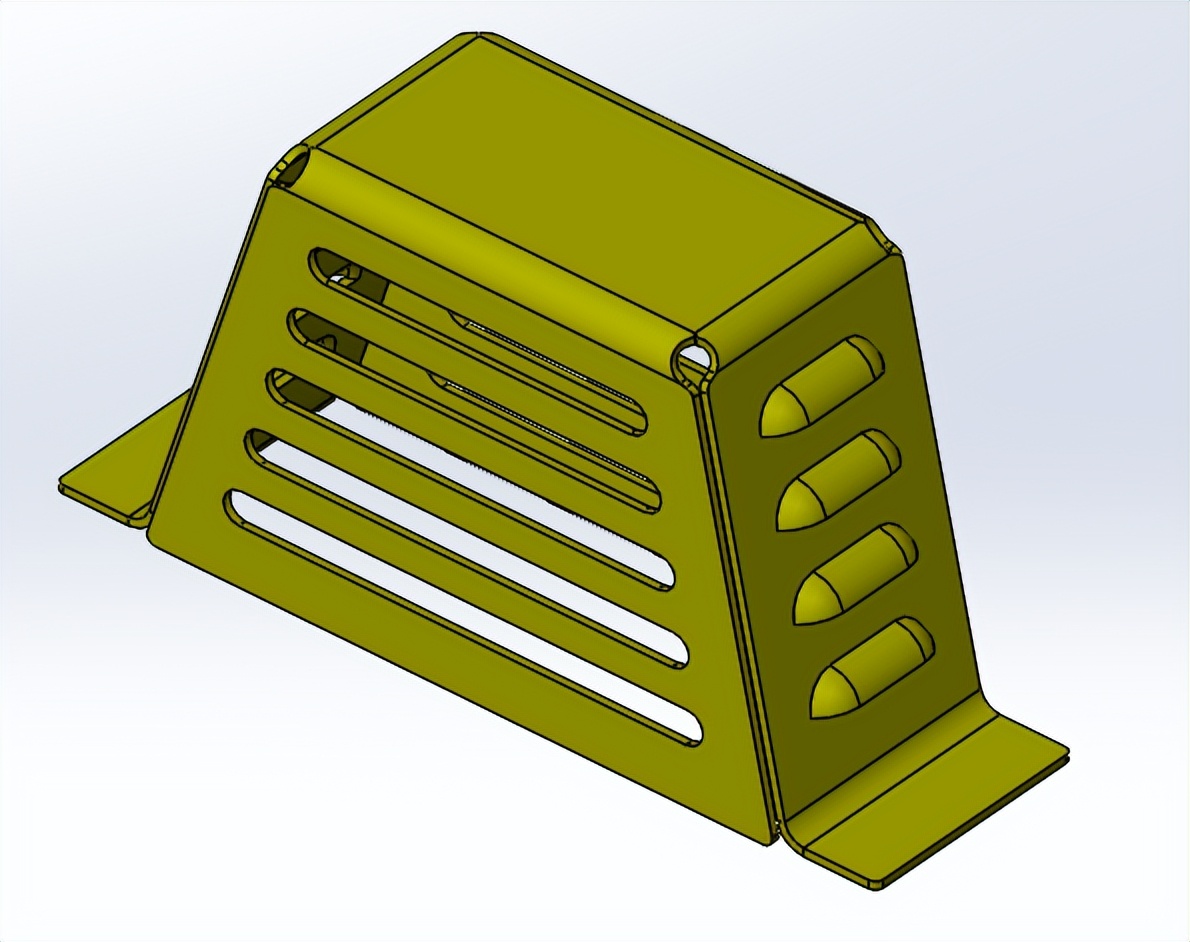
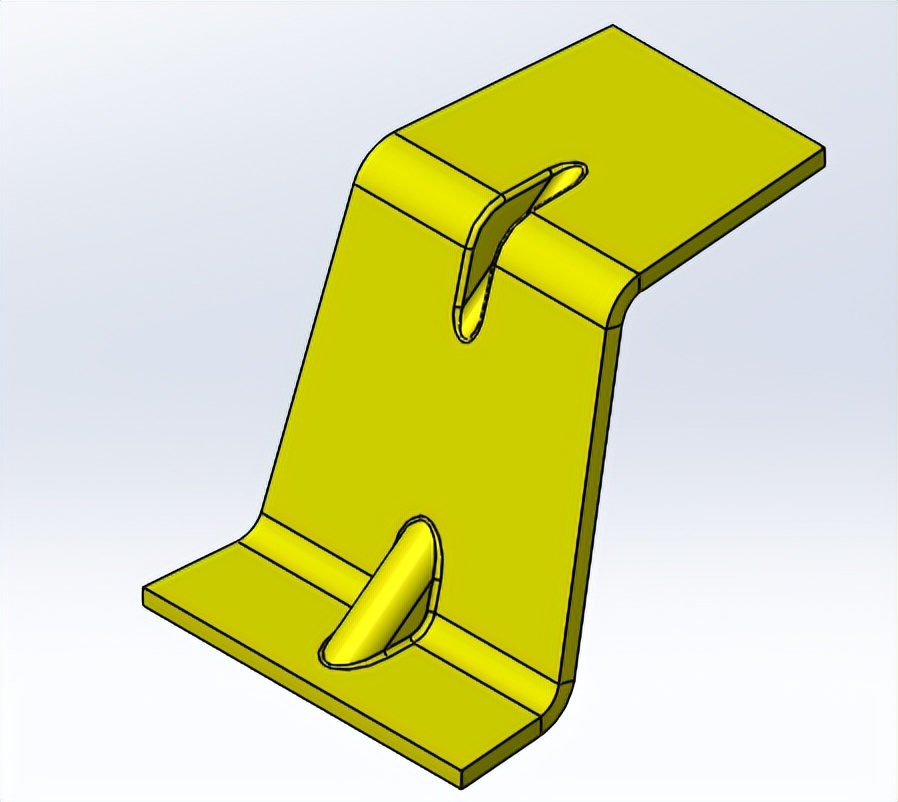
1、通过压筋或者冲压凸包增加钣金件的强度
钣金件遵循的设计原则, 跟一般的零件不一样, 当需要加强钣金件时, 有时并非去更换更厚的板材, 只是通过压筋, 或者冲压凸包等形状来进行加强, 如此这般的设计方式, 相较于使用更厚的板材, 要更加经济实用。
2、通过角撑板增加钣金件的强度
将角撑板添加于钣金件的折弯处, 如此便能让折弯处不容易发生变形, 进而满足我们设计所需要的强度, 除开上面所讲的通过压筋或者冲压凸包来提升钣金件的强度之外, 还能够借助角撑板去增加钣金件的强度。
钣金工艺
冲压工艺、折弯工艺以及焊接工艺, 它们都属于钣金工艺, 由于工艺存在差异, 所以对钣金件质量所产生的影响也不一样, 因而在制造钣金件的时候,我们必须挑选合适的工艺, 以此来提高钣金的精度。
01冲压工艺
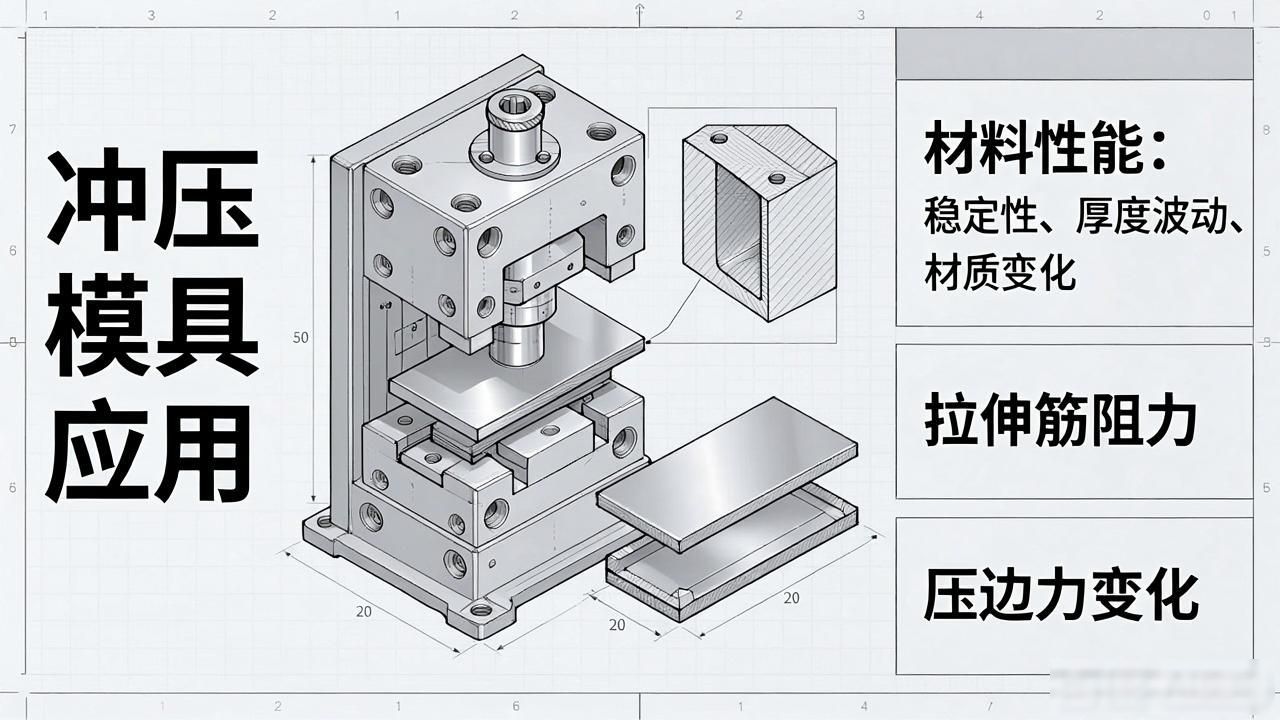
采用冲压工艺时, 我们得具备相应的冲压模具, 之前我们讲过, 通常只有批量较大的外壳型零件才适合运用冲压模具, 材料对冲压工艺影响颇大, 冲压材料性能的稳定性会影响冲压工艺, 材料厚度的波动特性会影响冲压工艺, 材质的变化范围会影响冲压工艺, 拉伸筋阻力大小会影响冲压工艺, 压边力变化范围也会影响冲压工艺。
选用材料时则有以下注意事项:
02折弯工艺
折弯工艺, 是钣金过程里一道重要工序, 常见箱体类零件, 像变压器、变电箱等, 都需进行钣金折弯, 而影响折弯工艺那诸多因素也存在着。
其中最主要的是折弯半径和弯边高度:
(1)折弯半径
通常来讲, 在钣金折弯进程里, 当材料厚度得以确定时, 鉴于材料于外部承受拉力影响, 要是弯曲半径越小, 那拉应力将会越大。所以在进行折弯之时, 要挑选适宜的折弯角度, 防止因折弯内弯半径过小致使拉应力增大, 进而令加工件遭受损坏、出现断裂。
(2)弯边高度
于钣金折弯期间, 会出现多道弯边, 这些弯边的高度并非是随意去设计的, 而是要综合考虑槽口宽度, 并且还要结合折弯成形的精度, 以此来对弯边高度实施控制。
03焊接工艺

存在着诸多影响焊接, 并难以把控的因素, 大部分钣金产品都需进行焊接, 焊接后常出现变形问题, 所以焊接时我们要尽可能挑选适宜的焊接方法, 防止因焊接问题产生不良品。
影响焊接的因素大致有以下几个方面:
(1)焊接电流
焊接电流对于焊接质量以及生产率存在极大影响, 电流过小的话, 电弧会不稳定, 容易致使渣夹杂以及未焊接缺陷出现, 进而导致生产效率低下, 电流过大时, 会产生易咬烧等缺陷, 与此同时飞溅会增加, 所以在进行焊接时, 要依据焊条类型、焊条直径、焊件厚度等去挑选合适的电流。
(2)电弧电压
在焊接进程当中, 电弧过长的话, 会致使电弧燃烧状况不稳定, 飞溅得以增加, 熔的深度减小, 外部空气易于侵入, 进而造成出现气孔等方面的缺陷。所以, 电弧的长度务必要小于或者等同于电极的直径, 也就是短电弧这种有特定要求的焊接方式。运用酸性焊条去进行焊接之时, 为了对即将要焊接的部位予以预热或者降低熔池热度, 有时候会把电弧稍微拉长, 这就是所谓的长弧焊。
(3)焊接方法
进行焊接之际, 鉴于温度并非均匀一致, 焊缝的周边区域遭受了不一样的热处理, 所以会引发相应的组织以及性能方面的变化, 于金属焊接时常被采用的方法包含了埋弧焊、手工焊以及二氧化碳保护焊之类, 当中埋弧焊所产生的热量是最大的, 收缩变形同样也是最大的, 手工焊处于中间地位, 二氧化碳保护焊则位列其次。
除此之外, 除了上述所提及的那几种会对焊接产生影响的因素以外, 实际上还存在着诸多的影响因素, 这属于一门规模庞大的学科, 要是有感兴趣的人能够进行深入的研究。总得来说, 钣金的设计除了必须要对设计方式予以优化之外,更为关键重要的是要对钣金工艺加以优化, 这将会直接对钣金产品质量的优劣起到决定性作用, 钣金工艺所影响的因素数量众多, 我们没有办法将钣金工艺对产品所造成的影响完全消除去除掉, 仅仅只能尽可能地把影响降低减少到最小的程度, 只有这样才能够制造生产出质量处于一流水平的产品。












暂无评论内容