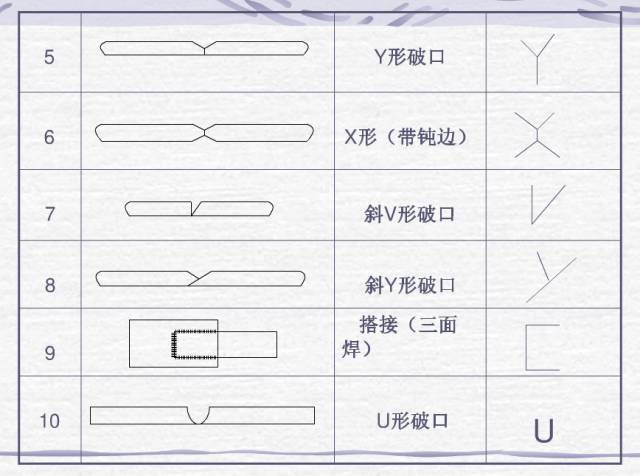

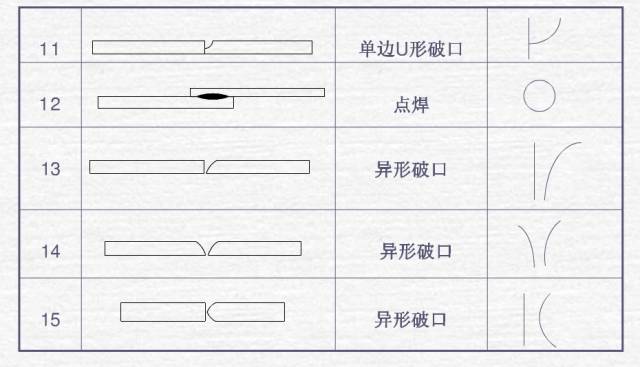
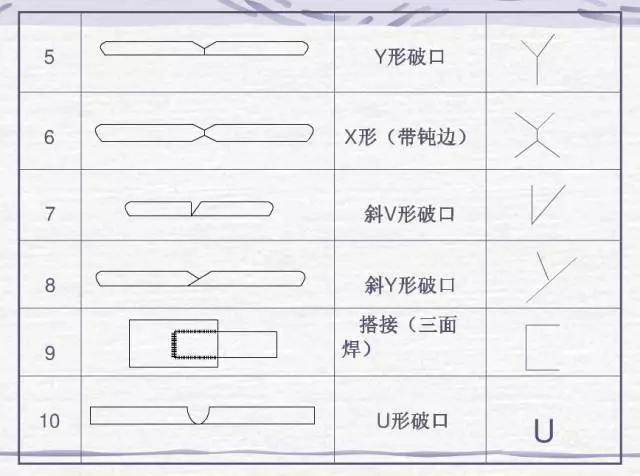
基本坡口符号
坡口符号
(注:图中“破”应为“坡”)

焊接图纸符号标注图解示例
焊接符号标注实例及方法
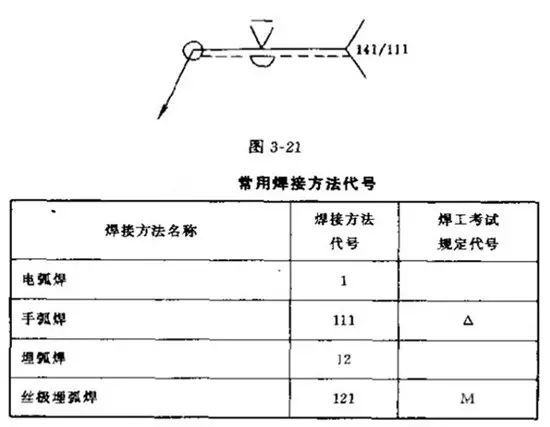
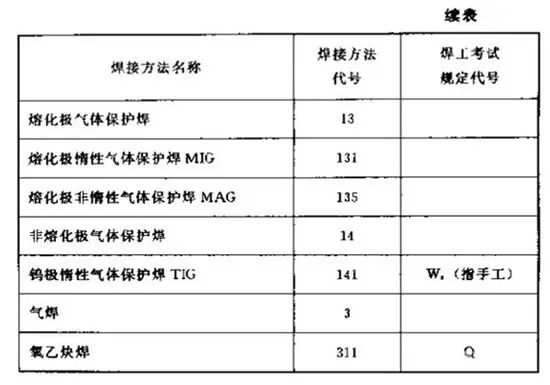
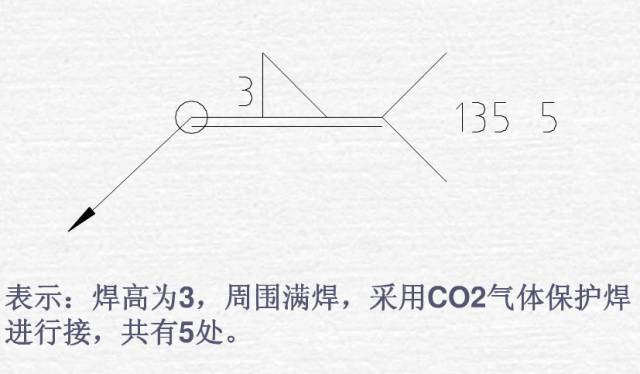
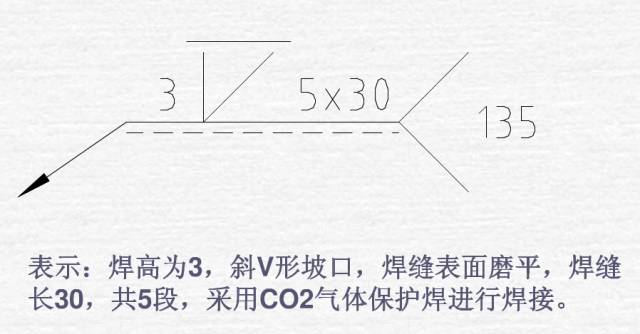
在焊接结构图样那儿, 焊接方法能够依照国家标准 -85 的规定, 借助阿拉伯数字去表示, 标注于指引线的尾部。常用焊接方法代号如同表 3 – 9 所呈现的那样。要是属于组合焊接方法, 能够用“/”进行分开, 左侧代表正面(或者盖面)的焊接方法, 右侧代表背面(或者打底)焊接方法。举例来说, V 形焊缝先是采用钨极氢弧焊打底, 随后用手工电弧焊盖面, 那么就表示成 141/111。
焊缝符号以及焊接方法代号标注的示例, 大家可以去查看图3 – 21, 它所呈现出来的是这样一个结构, 是V形坡口对接焊缝, 有背面封底焊的操作工艺, 并且正面焊缝表面是处于齐平状态的, 其焊接方法是打底焊采用手工钨极氮弧焊技术完成, 而盖面焊以及封底焊则是运用手工电弧焊来进行。
焊接方式代号
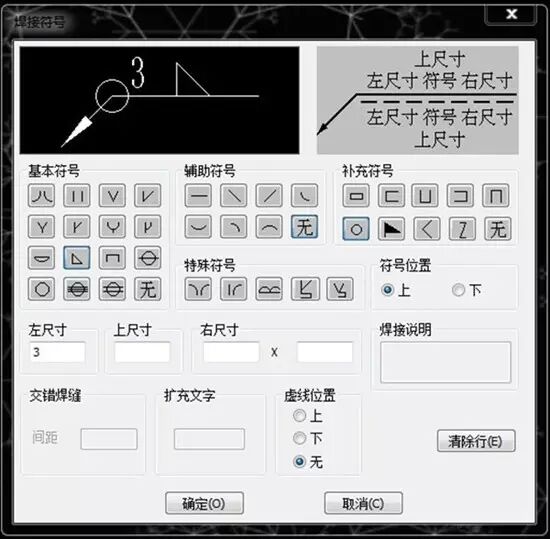
焊接符号表示方法
钢结构焊接符号含义大全
编制钢结构焊接符号所依据的是GB324 – 1988《焊缝代号》。钢结构通常归属于建筑学科范畴, 且属于建筑行业领域。所以在对钢结构焊接符号进行标注期间, 常常会伴随出现诸多符号, 诸如建筑符号、型钢符号、螺栓符号以及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定
1、焊缝引出线, 是由箭头以及两条基准线共同构成的。这两条基准线之中, 有一条为实线, 另外一条不是实线而呈现为虚线, 它们的线型都是绘制的细线类型。
2、基准线的虚线, 能够画在基准线实线的上侧, 也能够画在基准线实线的下侧, 基准线一般要与图样的标题栏保持平行, 只有在特殊条件之下才会与标题栏垂直。
3、若焊缝处于接头的箭头那一侧, 那么基本符号会标注在基准线的实线一面;要是焊缝处于接头的非箭头那一侧, 那么基本符号会标注在基准线的虚线一侧。
4、当为双面对称焊缝时。基准线可不加虚线。
5、箭头线与焊缝相对的位置, 通常没有特别的要求, 不过, 在对单边形焊缝进行标注的时候, 箭头线需要指向那个带有坡口一侧的工件。
6、这样的线段, 是与基准线重合的, 它对应着基本符号、补充符号与基准线相交或相切的情况, 要用粗实线进行表示。
7、焊缝的基本符号是粗实线, 辅助符号也是粗实线, 补充符号(除尾部符号意外)同样为粗实线, 尺寸数字原则上也是粗实线, 尾部符号是细实线, 尾部符号主要用于标注焊接工艺、方法等内容。
8、当处于同一图形之上, 要是焊缝形式、断面尺寸以及辅助要求全都相同, 那么能够仅仅挑选一处来标注焊缝的符号与尺寸, 并且还要加注“相同焊缝的符号”, 此相同焊缝符号是3/4 圆弧, 它画在引出线的转折之处。
在同一个图形之上, 存在数种相同的焊缝之时, 能够把焊缝进行分类编号, 标注于尾部符号的里面, 分类编号采用 A、B、C 等等, 在同一类焊缝当中, 可以选择一处标注代号。
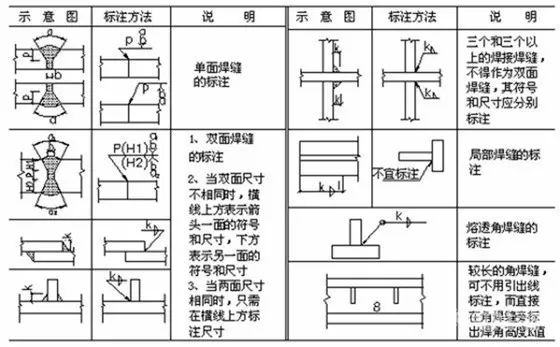
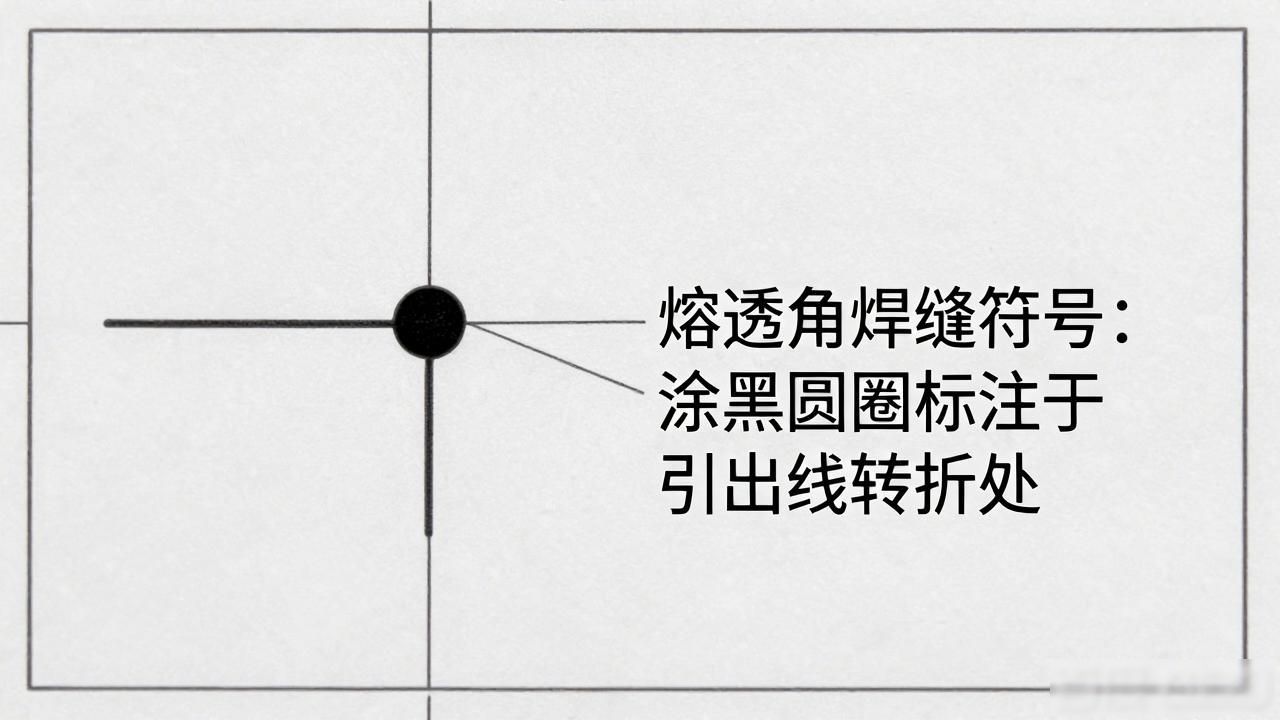
9、表征熔透角焊缝的符号, 应该依照图1-38那样的方式去进行标注, 其为涂黑的圆圈, 绘制在引出线的转折之处, 熔透角焊缝的符号是这样来表示的。
10、采用形中比较长的角焊缝, 像是焊接实腹钢梁的翼缘焊缝这种, 能够不使用引出线进行标注, 而是直接在角焊缝旁边标注焊缝尺寸值K。
11、在连接的长度范围之内, 仅仅只是局部的区段存在焊缝的情况下, 按照图1 – 40进行标注, K是角焊缝的焊脚尺寸。
12、若是焊缝分布呈现出不规则的状况, 那么在对焊缝符号进行标注的这个时候, 于焊缝的位置添加中实线以此来表明可见的焊缝, 又或者添加栅线用来表明不可见的焊缝。
13、两个相互进行焊接的焊件, 在处于单面焊且带有双边不对称坡口焊缝的状况下, 引出线的箭头把指向较大坡口的焊件。
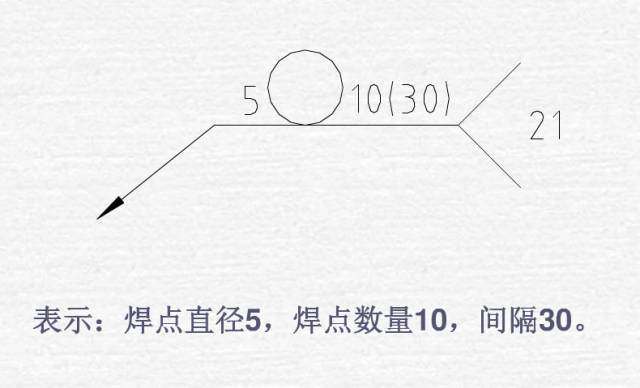
14、用于环绕工作件周围的围焊缝符号, 是以圆圈作表示的, 此圆圈画于引出线的转折之处, 同时还需对其焊角尺寸K 加以标注。
15、三个焊件, 或者超过三个的焊件, 相互进行焊接时, 这种情况下, 其焊缝不可以当作双面焊缝来标注, 焊缝符号以及尺寸, 应当分别进行标注。
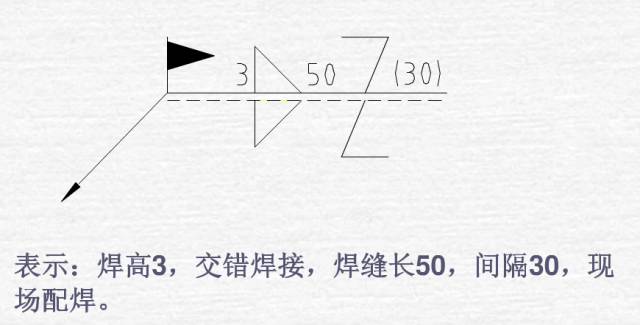
16、针对在施工现场实施焊接操作的焊件而言, 其焊缝是需要标明“现场焊缝”符号的。现场焊缝符号呈现为涂黑的三角形旗号样式, 它被绘制于引出线的转折之处。
17、相互进行焊接的两个焊件当中, 当仅有一个焊件带有坡口之时(举例来说像单面V形这种情况), 引出线的箭头所指向的乃是带有坡口的那个焊件。
举例
欧美焊接符号举例
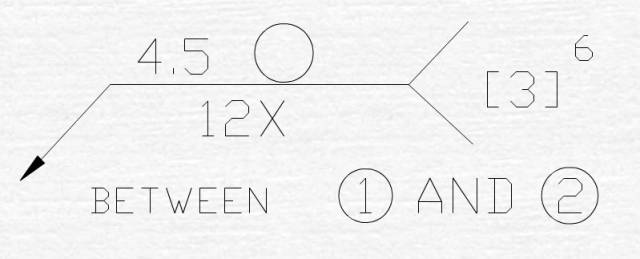
4.5——表示焊点直径
【3】——根据图示说明,表示此项为CC项或者SC项
6——-表示此处为第六CC项或者SC项
①AND②——表示①件和②件俩点之间的焊点
12X——表示俩点之间的焊点个数为12个
日本焊接符号举例
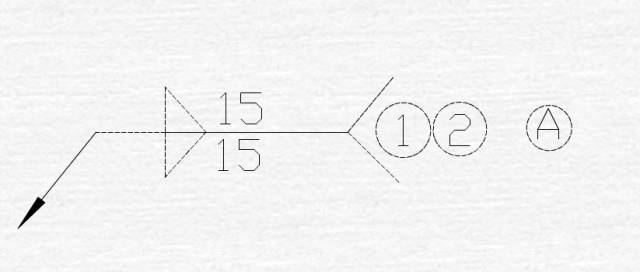
A——根据图示,表示关键或重要特性







暂无评论内容